
2覆盖切割模型 2.1引言 覆盖切割问题常常会现在服务行业和工业生产中。其重要的特征是存在一组需求要满 足。我们可以使用多个作业,每个作业只能满足部分需求,任何一个作业都不能满足全部 需求。覆盖问题的基本模式为: 选择一组成本最小的作业满足:被选作业覆盖所有需求。 下表给出了一些不同类型的覆盖问题。 问题 番求 作业 职员安排 每天(每周)需要人员值班 轮班(每班满足部分时间) 邮件问题 要访问所有的顾客 各种线路(每条满足部分顾客) 切割原材料 提供各种尺寸的产品 切割方法(每种方法满足部分) 接下来我们将详细地讨论上面几个问题。 2.2职员配置问题 大多数的服务机构在管理中都会遇到职员配置问题。那就是要决定在轮班过程中人员 的数量。象电话公司、露天停车场、大医院和通常提供便民服务机构的人事部门都会遇到 这样的问题。 解决这个问题至少有三步:(1)做好每个时间段对人员需求的预测。(2)确定可能的轮班 方式,这种方式要在兼顾员工、劳动协议和规则的基础之上切实可行。一个特别的轮班方 式为:从星期二到星期六连续工作5天,然後休息二天。(3)在满足(1)所确定的需求基础 之上,决定每班安排多少人员,使得成本达到最小。所有三步都很困难。LP可以帮助我们 解决第三步。 埃迪在1954年首次发表了利用最优化解决职员配置问题的论文。他发明了一种方法为 纽约港的过路收费亭配置工作人员。他的讨论虽然有点过时,但是依然很有见地、很透彻。 他在他的论文摘要中提到:“在林肯隧道做了一个试验·。对每一个收费员都明确了值班 的时间和换班的时间,而且要求严格按时间表执行.。堵车的现象的确没有发生.。如果 不是收费亭的警察吸引你的注意力,你一定会注意到收费人员的变动和收费亭的开关。虽 然收费亭的数目有时略显过剩,但比以前好多了·。无庸置疑,达到了一个满意的结果。 2.3职员配置问题实例 芝加哥郊外有一个收费停车场,一天24小时对职员人数的需求如下:
1 2 覆盖切割模型 2.1 引言 覆盖切割问题常常会现在服务行业和工业生产中。其重要的特征是存在一组需求要满 足。我们可以使用多个作业,每个作业只能满足部分需求,任何一个作业都不能满足全部 需求。覆盖问题的基本模式为: 选择一组成本最小的作业满足:被选作业覆盖所有需求。 下表给出了一些不同类型的覆盖问题。 问题 需求 作业 职员安排 每天(每周)需要人员值班 轮班(每班满足部分时间) 邮件问题 要访问所有的顾客 各种线路(每条满足部分顾客) 切割原材料 提供各种尺寸的产品 切割方法(每种方法满足部分) 接下来我们将详细地讨论上面几个问题。 2.2 职员配置问题 大多数的服务机构在管理中都会遇到职员配置问题。那就是要决定在轮班过程中人员 的数量。象电话公司、露天停车场、大医院和通常提供便民服务机构的人事部门都会遇到 这样的问题。 解决这个问题至少有三步:(1)做好每个时间段对人员需求的预测。(2)确定可能的轮班 方式,这种方式要在兼顾员工、劳动协议和规则的基础之上切实可行。一个特别的轮班方 式为:从星期二到星期六连续工作5天,然後休息二天。(3)在满足(1)所确定的需求基础 之上,决定每班安排多少人员,使得成本达到最小。所有三步都很困难。LP可以帮助我们 解决第三步。 埃迪在1954年首次发表了利用最优化解决职员配置问题的论文。他发明了一种方法为 纽约港的过路收费亭配置工作人员。他的讨论虽然有点过时,但是依然很有见地、很透彻。 他在他的论文摘要中提到:“在林肯隧道做了一个试验.。对每一个收费员都明确了值班 的时间和换班的时间,而且要求严格按时间表执行.。堵车的现象的确没有发生.。如果 不是收费亭的警察吸引你的注意力,你一定会注意到收费人员的变动和收费亭的开关。虽 然收费亭的数目有时略显过剩,但比以前好多了.。无庸置疑,达到了一个满意的结果。 2.3 职员配置问题实例 芝加哥郊外有一个收费停车场,一天24小时对职员人数的需求如下:

2 时间 收费员人数 12 A.M.to 6A.M. 2 6A.M.to 10 A.M. 8 10A.M.to Noon 4 Noon to 4 P.M. 3 4 P.M.to6 P.M. 6 6 P.M.to 10 P.M J 10 PM.to 12 Midnight 3 每位收费员连续工作4个小时后休息一个小时,然後在工作四个小时。每位收费员可 以在任何时候上班。假设目标是使得雇佣的人员最少,那么每小时应该开始雇佣多少收费 员? ·陈述和求解 定义决策变量: x=在午夜12点开始工作的人数, x2=在早上1点开始工作的人数, x24=在下午11点开始工作的人数。 一天里,每个小时都会有一个约束。那时开始工作的收费员人数必须满足需求。目标 是使得整个一天内所雇佣的人数最少。更具体一点: Minimize xI+x2:+x2+X24 subject to X+X24+X23+X22+x20+x19:+X18+X7>=2(12 midnight to1A.M.). X2+X1+X24+X23+X21+X20:+X19+XI8>=2(1A.M.to2A.M) x7+X6+X5+X4+X2+X1:+X24+X23>=8(6A.M.to7A.M) 44t.444 x24+X23+x22:+X21+x19+X18:+X17+X6>=3(11P.M.to12 midnight) 利用LINGO中的集合来陈述这个问题非常简洁。这里有两个集合:一天的24小时和9 个小时的轮换。注意:用函数@WRAP来调用变量X的索引。 MODEL: SETS:!24小时值班表,每班先上4个小时,休息1个小时,再上4个小时: HOURS/1.24/:X,NEED; SHIFT/1.9/:: ENDSETS DATA: NEED=22222288884433336655 5533: ENDDATA MIN @SUM(HOURS:X); @FOR(HOURS (I):
2 时间 收费员人数 12 A.M. to 6 A.M. 2 6 A.M. to 10 A.M. 8 10 A.M. to Noon 4 Noon to 4 P.M. 3 4 P.M. to 6 P.M. 6 6 P.M. to 10 P.M. 5 10 PM. to 12 Midnight 3 每位收费员连续工作4个小时后休息一个小时,然後在工作四个小时。每位收费员可 以在任何时候上班。假设目标是使得雇佣的人员最少,那么每小时应该开始雇佣多少收费 员? ⚫ 陈述和求解 |定义决策变量: xl =在午夜12点开始工作的人数, x2 =在早上1点开始工作的人数, . x24 =在下午11点开始工作的人数。 一天里,每个小时都会有一个约束。那时开始工作的收费员人数必须满足需求。目标 是使得整个一天内所雇佣的人数最少。更具体一点: Minimize xl + x2: + x2 + . x24 subject to xl + x24 + x23 + x22 + x20 + x19: + x18 + xl7 >= 2 (12 midnight to 1 A.M.). x2 + x1 + x24 + x23 + x21 + x20: + x19 + xl8 >=2 (1 A.M. to 2 A.M.) . x7 + x6 + x5 + x4 + x2 + x1: + x24 + x23 >= 8 (6 A.M. to 7 A.M.) . x24 + x23 + x22: + x21 + x19 + x18: + x17 + xl6 >= 3 (1 1 P.M. to 12 midnight) 利用LINGO中的集合来陈述这个问题非常简洁。这里有两个集合:一天的24小时和9 个小时的轮换。注意:用函数@WRAP来调用变量X的索引。 MODEL: SETS:! 24 小时值班表,每班先上4个小时,休息1个小时,再上4个小时; HOURS/1.24/: X, NEED; SHIFT/1.9/:; ENDSETS DATA: NEED = 2 2 2 2 2 2 8 8 8 8 4 4 3 3 3 3 6 6 5 5 5 5 3 3; ENDDATA MIN = @SUM( HOURS: X); @FOR( HOURS(I):
3 @SUM(SHIFT(J)IJ#NE#5:X(@WRAP((I-J+1),24)))>=NEED(I)); END 当我们求解后,得到目标值为15.75,变量的非零值如下: X2=5 x5=0.75 X11=1 X16=1 X3=0.75 X6=0.75 X14=1 X17=1 X4=0.75 X7=0.75 X15=2 X18=1 由于有变量取分数值,结果无效,增加下面的语句: @FOR(HOURS:@GIN(X)); 当我们再次求解时,得到目标值为16。下面是非零的变量值:, X=4 X5=1 X14=1 X17=2 X3=1 X6=1 X15=1 X18=1 X4=1 X7=1 X16=2 这类职员配置问题在电话呼叫中心常常会遇到。在信用卡服务中心也会遇到。在那里 的轮换方式也有所不同。8个小时中有两个15分钟的休息和半个小时的午餐时间。 2.4切割原料问题 在工业中,当生产开始的时候,大量的原材料都是原始尺码,例如纸,塑料和布匹。 这些原材料都必须切割成较各种小块,从而变成符合消费者要求,更加适用的尺寸。那么, 如何切割才能使得成本最低就是切割原料问题。下面是一个一维切割的例子。假设机器生 产的原材料的宽度是72英寸。那么就可以进行多种切割。下图就表示了两种不同的切割方 式: 图2-1切割方式例题 方式1有2英寸的浪费(72-2×35=2),然而方式2只有1英寸浪费(72-2×18-35=1)。 当然,除非18英寸材料的需求正好是36英寸材料需求的两倍,否则方式2并不是很有用。 切割原材料问题的过程也是前面提及的三步。(1)预测所需材料的宽度。(2)尽可能多地 设计切割方式。(3)在满足需求的前提下,决定切割方式和切割的数量使得总成本最少。最 优化可以帮助我们解决第三步
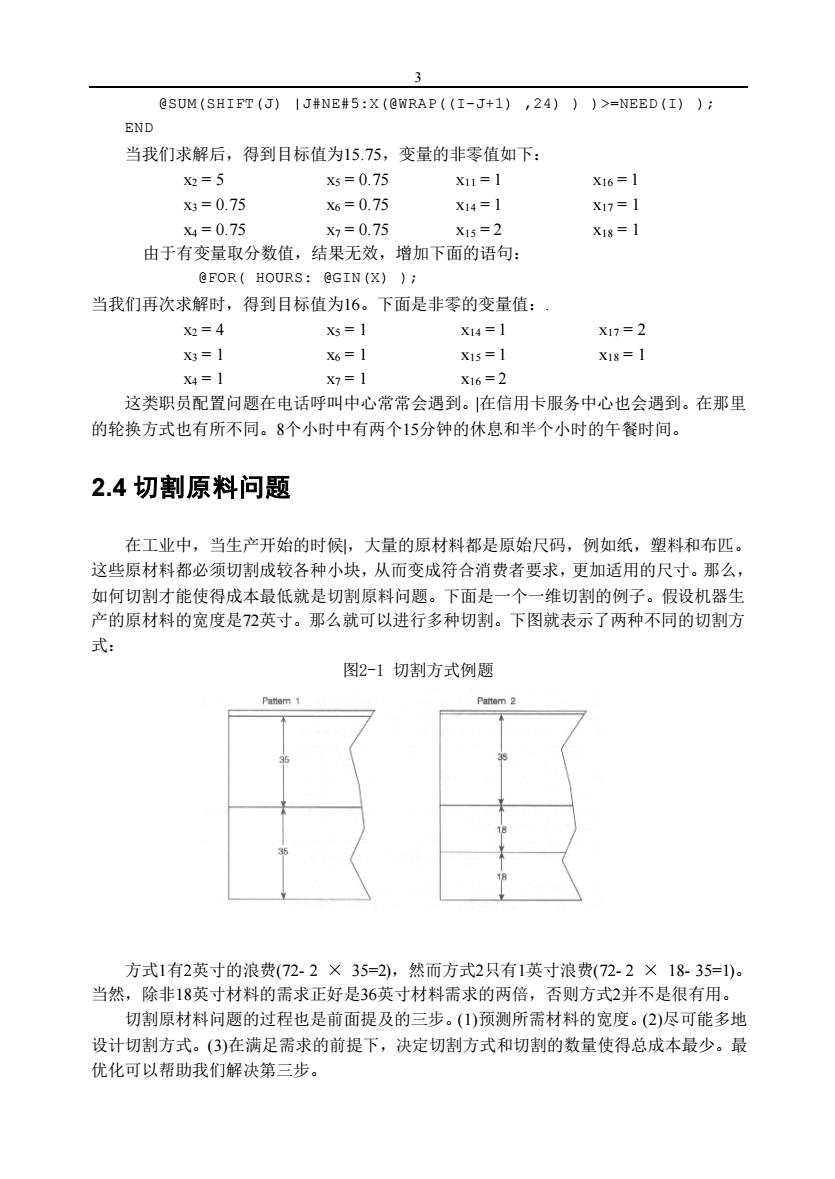
3 @SUM(SHIFT(J) |J#NE#5:X(@WRAP((I-J+1) ,24) ) )>=NEED(I) ); END 当我们求解后,得到目标值为15.75,变量的非零值如下: x2 = 5 x5 = 0.75 x11 = 1 x16 = 1 x3 = 0.75 x6 = 0.75 x14 = 1 x17 = 1 x4 = 0.75 x7 = 0.75 x15 = 2 x18 = 1 由于有变量取分数值,结果无效,增加下面的语句: @FOR( HOURS: @GIN(X) ); 当我们再次求解时,得到目标值为16。下面是非零的变量值:. x2 = 4 x5 = 1 x14 = 1 x17 = 2 x3 = 1 x6 = 1 x15 = 1 x18 = 1 x4 = 1 x7 = 1 x16 = 2 这类职员配置问题在电话呼叫中心常常会遇到。|在信用卡服务中心也会遇到。在那里 的轮换方式也有所不同。8个小时中有两个15分钟的休息和半个小时的午餐时间。 2.4 切割原料问题 在工业中,当生产开始的时候|,大量的原材料都是原始尺码,例如纸,塑料和布匹。 这些原材料都必须切割成较各种小块,从而变成符合消费者要求,更加适用的尺寸。那么, 如何切割才能使得成本最低就是切割原料问题。下面是一个一维切割的例子。假设机器生 产的原材料的宽度是72英寸。那么就可以进行多种切割。下图就表示了两种不同的切割方 式: 图2-1 切割方式例题 方式1有2英寸的浪费(72- 2 × 35=2),然而方式2只有1英寸浪费(72- 2 × 18- 35=1)。 当然,除非18英寸材料的需求正好是36英寸材料需求的两倍,否则方式2并不是很有用。 切割原材料问题的过程也是前面提及的三步。(1)预测所需材料的宽度。(2)尽可能多地 设计切割方式。(3)在满足需求的前提下,决定切割方式和切割的数量使得总成本最少。最 优化可以帮助我们解决第三步

许多大的纸业公司为解决切割原料问题都建立了以LP为基础的处理程序。现实中的切 割原料问题还会涉及到其他多种成本因素(除了边角料)。以LP为基础的处理程序的作用 取决于这些其他因素。下面的实例没有涉及到其它的成本因素,它说明了切割原料问题的 基本原理。 2.5切割原料问题实例 某器械公司生产电冰箱、火炉等一系列的家用电器。购买钢板的成本占材料费用的很 大一部分。通常,所购买的钢板是宽度为72英寸、48英寸和36英寸的卷钢。在生产过程中 需要8种不同宽度的钢板,宽度为:60,56,42,38,34,24,15和10英寸。所有钢板的 质量和厚度都是一样的。 接下来的就是废料问题。如果宽度为72英寸的钢板被切割成一个宽度为38英寸和两个 宽度为15英寸的钢板,则就会产生4英寸的废料。 三不同宽度的原料每英尺的价格分别是:15美分(宽度36英寸),19美分(宽度48英 寸)和28美分(宽度72英寸)。我们可以算出三种不同宽度的钢板每英寸×英尺的价格分 别为:15/36=0.416667美分(宽度36英寸),0.395833美分/(宽度48英寸),和0.38889美分 (宽度72英寸)。 可行的切割方式以及产生的废料见7.2.2中的表格。 例如,切割方式C4就是将72英寸的钢板切割成一个宽度为24英寸,4个宽度为10英寸。 这时有8个英寸的废料。 对各种宽度钢板的需求如下: 宽度(英寸) 60" 56" 42" 38" 34" 24" 15" 10" 需求长度(英尺) 500 400 300 450 350 100 800 1000 假设可用的原材料:72英寸宽的为1600英尺, 48和36英寸宽的都为1000英尺。 我们的问题是:在满足需求的前提下,每种方式要切割多少英尺使得成本最少? ● 用公式表示问题并求解 假设下表中的变量A1,A2,·,E4表示对应切割方式切割的原材料的长度,单位是 英尺。 切割原材料的方式 生产中对原材料的需求宽度 60 56" 42"38"34" 24" 15" 10" 切割方式名称 72-Inch Raw Material 废料宽度 Al 1 0 0 0 0 0 0 1 2 A2 1 0 0 0 0 1 0 A3 0 1 0 0 0 0 0 1 6 A4 0 0 1 0 0 0 0 6 A5 0 0 1 0 0 0 2 0 0 A6 0 0 0 0 0 5
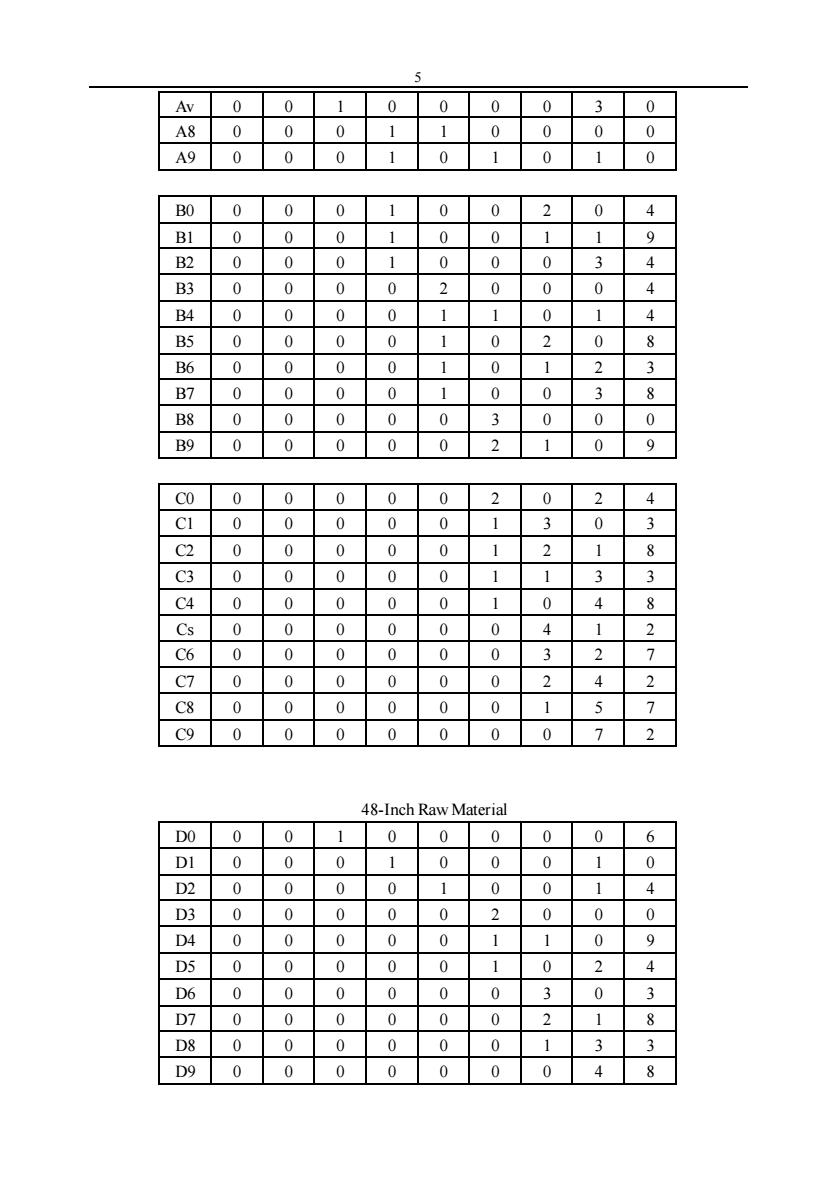
4 许多大的纸业公司为解决切割原料问题都建立了以LP为基础的处理程序。现实中的切 割原料问题还会涉及到其他多种成本因素(除了边角料)。以LP为基础的处理程序的作用 取决于这些其他因素。下面的实例没有涉及到其它的成本因素,它说明了切割原料问题的 基本原理。 2.5 切割原料问题实例 某器械公司生产电冰箱、火炉等一系列的家用电器。购买钢板的成本占材料费用的很 大一部分。通常,所购买的钢板是宽度为72英寸、48英寸和36英寸的卷钢。在生产过程中 需要8种不同宽度的钢板,宽度为:60,56,42,38,34,24,15 和10英寸。所有钢板的 质量和厚度都是一样的。 接下来的就是废料问题。如果宽度为72英寸的钢板被切割成一个宽度为38英寸和两个 宽度为15英寸的钢板,则就会产生4英寸的废料。 三不同宽度的原料每英尺的价格分别是:15美分(宽度36英寸),19美分(宽度48英 寸)和28美分(宽度72英寸)。我们可以算出三种不同宽度的钢板每英寸×英尺的价格分 别为:15/36 = 0.416667 美分/(宽度36英寸), 0.395833 美分/(宽度48英寸), 和0.38889美分 (宽度72英寸)。 可行的切割方式以及产生的废料见7.2.2中的表格。 例如,切割方式C4就是将72英寸的钢板切割成一个宽度为24英寸,4个宽度为10英寸。 这时有8个英寸的废料。 对各种宽度钢板的需求如下: 宽度(英寸) 60" 56" 42" 38" 34" 24" 15" 10" 需求长度(英尺) 500 400 300 450 350 100 800 1000 假设可用的原材料:72英寸宽的为1600英尺,48和36英寸宽的都为1000英尺。 我们的问题是:在满足需求的前提下,每种方式要切割多少英尺使得成本最少? ⚫ 用公式表示问题并求解 假设下表中的变量Al,A2,.,E4 表示对应切割方式切割的原材料的长度,单位是 英尺。 切割原材料的方式 生产中对原材料的需求宽度 60" 56" 42'" 38" 34" 24" 15" 10" 切割方式名称 72-Inch Raw Material 废料宽度 A1 1 0 0 0 0 0 0 1 2 A2 0 1 0 0 0 0 1 0 1 A3 0 1 0 0 0 0 0 1 6 A4 0 0 1 0 0 1 0 0 6 A5 0 0 1 0 0 0 2 0 0 A6 0 0 1 0 0 0 1 1 5
Av 0 0 1 0 0 0 0 3 0 A8 0 0 0 1 1 0 0 0 0 A9 0 0 1 0 1 0 0 BO 0 0 0 1 0 0 2 0 4 Bl 0 0 1 0 0 1 9 B2 0 0 0 1 0 0 0 3 4 B3 0 0 0 0 2 0 0 0 4 B4 0 0 0 0 1 1 0 1 × B5 0 0 0 0 1 0 2 0 8 B6 0 0 0 0 1 0 1 2 3 B7 0 0 0 0 1 0 0 3 8 B8 0 0 0 0 0 3 0 0 0 B9 0 0 0 0 0 1 0 9 CO 0 0 0 0 0 2 0 2 4 C1 0 0 0 0 0 1 3 0 3 C2 0 0 0 0 0 2 8 C3 0 0 0 0 0 1 1 3 3 C4 0 0 0 0 0 1 0 4 8 Cs 0 0 0 0 0 0 2 C6 0 0 0 0 0 0 3 2 7 C7 0 0 0 0 0 0 4 2 C8 0 0 0 0 0 0 1 5 7 C9 0 0 0 0 0 0 0 7 2 48-Inch Raw Material DO 0 0 1 0 0 0 0 0 6 DI 0 0 0 1 0 0 0 1 0 D2 0 0 0 0 1 0 0 1 4 D3 0 0 0 0 0 2 0 0 0 D4 0 0 0 0 0 1 1 0 0 D5 0 0 0 0 0 1 0 2 4 D6 0 0 0 0 0 3 0 w D7 0 0 0 0 0 0 2 1 8 D& 0 0 0 0 0 0 1 3 3 D9 0 0 0 0 0 0 0 P
5 Av 0 0 1 0 0 0 0 3 0 A8 0 0 0 1 1 0 0 0 0 A9 0 0 0 1 0 1 0 1 0 B0 0 0 0 1 0 0 2 0 4 B1 0 0 0 1 0 0 1 1 9 B2 0 0 0 1 0 0 0 3 4 B3 0 0 0 0 2 0 0 0 4 B4 0 0 0 0 1 1 0 1 4 B5 0 0 0 0 1 0 2 0 8 B6 0 0 0 0 1 0 1 2 3 B7 0 0 0 0 1 0 0 3 8 B8 0 0 0 0 0 3 0 0 0 B9 0 0 0 0 0 2 1 0 9 C0 0 0 0 0 0 2 0 2 4 C1 0 0 0 0 0 1 3 0 3 C2 0 0 0 0 0 1 2 1 8 C3 0 0 0 0 0 1 1 3 3 C4 0 0 0 0 0 1 0 4 8 Cs 0 0 0 0 0 0 4 1 2 C6 0 0 0 0 0 0 3 2 7 C7 0 0 0 0 0 0 2 4 2 C8 0 0 0 0 0 0 1 5 7 C9 0 0 0 0 0 0 0 7 2 48-Inch Raw Material D0 0 0 1 0 0 0 0 0 6 D1 0 0 0 1 0 0 0 1 0 D2 0 0 0 0 1 0 0 1 4 D3 0 0 0 0 0 2 0 0 0 D4 0 0 0 0 0 1 1 0 9 D5 0 0 0 0 0 1 0 2 4 D6 0 0 0 0 0 0 3 0 3 D7 0 0 0 0 0 0 2 1 8 D8 0 0 0 0 0 0 1 3 3 D9 0 0 0 0 0 0 0 4 8