数控技术及应用教案及讲稿 上部分:数控技术及编程 第二十一讲 一、 备课教案 适用专业陆设计及其自动靴讲次第二十讲酒 年月日节 第六章数控机床加工程序编制基础 第五节数控车床加工程序编制 三、准备功能G代码 学握数控车床加工程序中循环G 代吗的使用 及要 教学实施手段 效果记录 课堂讲授 重 掌握数控车床加工程序中循环G代 码的使用。 课堂讨论 点 现场示教 小结讲评 难 其 它 点 教具 CAL,黑板 陈德道主编数按技术及应用北京 国防工业出版社,2009 学 考 董玉红主编机床数控技术哈尔滨 后 哈尔滨工业大学出版社,2003 记 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 1 第二十一讲 一、备课教案 适用专业 机械设计制造及其自动化 讲次 第二十一讲 上课 时间 年 月 日 节 教 学 内 容 提 纲 及 要 求 第六章 数控机床加工程序编制基础 第五节 数控车床加工程序编制 三、准备功能 G 代码 掌握数控车床加工程序中循环 G 代码的使用 重 点 掌握数控车床加工程序中循环 G 代 码的使用。 教学实施手段 效果记录 课堂讲授 √ 课堂讨论 √ 现场示教 小结讲评 难 点 其 它 教具 CAI,黑板 推 荐 参 考 书 陈德道主编.数控技术及应用.北京: 国防工业出版社,2009 董玉红主编.机床数控技术.哈尔滨: 哈尔滨工业大学出版社,2003 教 学 后 记
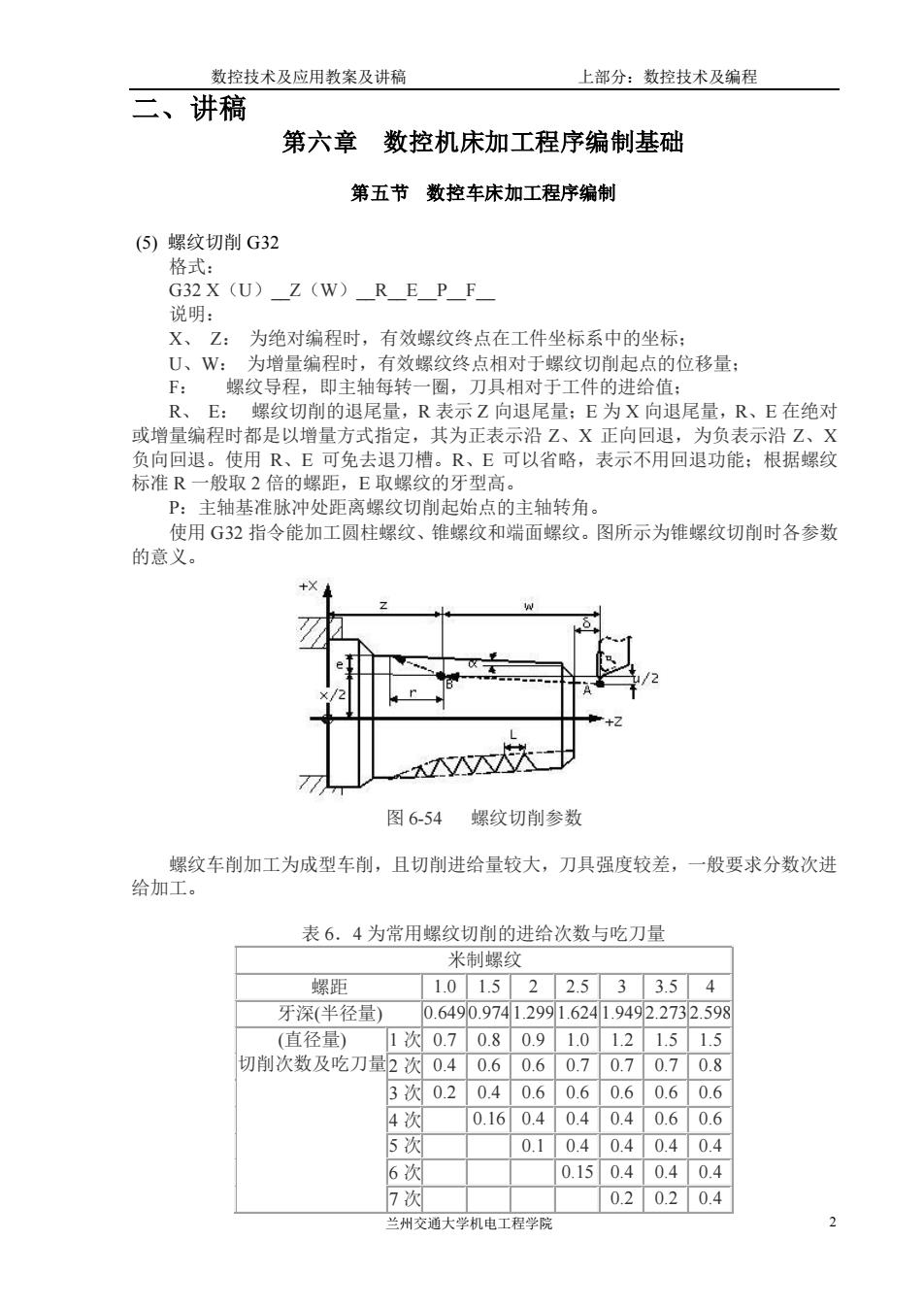
数控技术及应用教案及讲稿 上部分:数控技术及编程 二、讲稿 第六章数控机床加工程序编制基础 第五节数控车床加工程序编制 (⑤)螺纹切削G32 格式: G32X(U)Z(W)R E P F 说明: X、Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标: 0、W: 编程时 有双螺 文终点相对于螺纹切削起点的位移量 F: 螺纹导程,即主轴每转一国,刀具相对于工件的进给值: R、E:螺纹切削的退尾量,R表示Z向退尾量;E为X向退尾量,R、E在绝对 或增量编程时都是以增量方式指定,其为正表示沿Z、X正向回退,为负表示沿Z、X 负向回退。使用R、E可免去退刀槽。R、E可以省略,表示不用回退功能:根据螺纹 标准R一般取2倍的螺距,E取螺纹的牙型高。 主轴基准脉冲处距离螺纹切削起始点的主轴转角 使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。图所示为锥螺纹切削时各参数 的意义。 +X 图654 螺纹切削参数 螺纹车削加工为成型车削,且切削进给量较大,刀具强度较差,一般要求分数次进 给加工。 表6.4为常用螺纹切削的进给次数与吃刀量 米制螺纹 螺距 1.01.522.533.54 牙深(半径量)0.6490.9741.2991.6241.9492.2732.598 (值径量) 1次070.80.91.0121.51.5 切削次数及吃刀量2次0.40.60.60.70.70.70.8 3次020.40.60.60.60.60.6 4次 0.160.40.40.40.60.6 5次 0.10.40.40.40.4 6次 0.150.40.40.4 7次 0.20.20.4 兰州交通大学机申丁程学院
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 2 二、讲稿 第六章 数控机床加工程序编制基础 第五节 数控车床加工程序编制 (5) 螺纹切削 G32 格式: G32 X(U)__Z(W)__R__E__P__F__ 说明: X、 Z: 为绝对编程时,有效螺纹终点在工件坐标系中的坐标; U、W: 为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量; F: 螺纹导程,即主轴每转一圈,刀具相对于工件的进给值; R、 E: 螺纹切削的退尾量,R 表示 Z 向退尾量;E 为 X 向退尾量,R、E 在绝对 或增量编程时都是以增量方式指定,其为正表示沿 Z、X 正向回退,为负表示沿 Z、X 负向回退。使用 R、E 可免去退刀槽。R、E 可以省略,表示不用回退功能;根据螺纹 标准 R 一般取 2 倍的螺距,E 取螺纹的牙型高。 P:主轴基准脉冲处距离螺纹切削起始点的主轴转角。 使用 G32 指令能加工圆柱螺纹、锥螺纹和端面螺纹。图所示为锥螺纹切削时各参数 的意义。 图 6-54 螺纹切削参数 螺纹车削加工为成型车削,且切削进给量较大,刀具强度较差,一般要求分数次进 给加工。 表 6.4 为常用螺纹切削的进给次数与吃刀量 米制螺纹 螺距 1.0 1.5 2 2.5 3 3.5 4 牙深(半径量) 0.649 0.974 1.299 1.624 1.949 2.273 2.598 (直径量) 切削次数及吃刀量 1 次 0.7 0.8 0.9 1.0 1.2 1.5 1.5 2 次 0.4 0.6 0.6 0.7 0.7 0.7 0.8 3 次 0.2 0.4 0.6 0.6 0.6 0.6 0.6 4 次 0.16 0.4 0.4 0.4 0.6 0.6 5 次 0.1 0.4 0.4 0.4 0.4 6 次 0.15 0.4 0.4 0.4 7 次 0.2 0.2 0.4

数控技术及应用数案及讲稿 上部分:数控技术及编程 8次 0.150.3 9次 0.2 英制螺纹 牙 2418161412108 牙深(半径量) 0.6780.9041.0161.1621.3551.6262.033 直径最) 108080808091012 切削次数及吃刀次0.40.60.60.60.60.70.7 3次0.160.30.50.50.60.60.6 0.110.140.30.40.40.5 5沟 0.130.210.40.5 6次 01604 7次 0.17 注: 1]从螺纹粗加工到精加工,主轴的转速必须保持一常数: 2]在没有停止主轴的情况下, 停止螺纹的切削将非常危险:因此螺纹切削时进给 保持功能无效, 刀具在加工完螺纹后停止运动 [4在螺纹加工轨迹中应设置足够的升速进刀段和降速退刀段,以消除伺服滞后 造成的螺距误差: 例9.对图所示的圆柱螺纹编程。螺纹导程为1.5mm,升速段1.5mm,降速段1mm 每次吃刀量(直径值)分别为0.8mm、0.6mm 0.4mm、0.16mm 10 80 S'IXOSW 图6-55螺纹编程实例 %3312 N1G92X50Z120(设立坐标系,定义对刀点的位置 N2M03S300 (主轴以300r/min旋转 N3G00X29.2Z101.5(到螺纹起点,升速段1.5mm,吃刀深0.8mm) N4G32Z19F15 (切削螺纹到螺纹切削终点,降速段lmm) N500X40 (X轴方向快退) N6Z101.5 (Z轴方向快退到螺纹起点处 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 3 8 次 0.15 0.3 9 次 0.2 英制螺纹 牙/in 24 18 16 14 12 10 8 牙深(半径量) 0.678 0.904 1.016 1.162 1.355 1.626 2.033 (直径量) 切削次数及吃刀量 1 次 0.8 0.8 0.8 0.8 0.9 1.0 1.2 2 次 0.4 0.6 0.6 0.6 0.6 0.7 0.7 3 次 0.16 0.3 0.5 0.5 0.6 0.6 0.6 4 次 0.11 0.14 0.3 0.4 0.4 0.5 5 次 0.13 0.21 0.4 0.5 6 次 0.16 0.4 7 次 0.17 注: [1] 从螺纹粗加工到精加工,主轴的转速必须保持一常数; [2] 在没有停止主轴的情况下,停止螺纹的切削将非常危险;因此螺纹切削时进给 保持功能无效,如果按下进给保持按键,刀具在加工完螺纹后停止运动; [3] 在螺纹加工中不使用恒定线速度控制功能; [4] 在螺纹加工轨迹中应设置足够的升速进刀段 和降速退刀段 ,以消除伺服滞后 造成的螺距误差; 例 9. 对图所示的圆柱螺纹编程。螺纹导程为 1.5mm, 升速段 1.5mm,降速段 1mm , 每次吃刀量(直径值)分别为 0.8mm、0.6 mm 、0.4mm、0.16mm、 图 6-55 螺纹编程实例 %3312 N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置) N2 M03 S300 (主轴以 300r/min 旋转) N3 G00 X29.2 Z101.5 (到螺纹起点,升速段 1.5mm,吃刀深 0.8mm) N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段 1mm) N5 G00 X40 (X 轴方向快退) N6 Z101.5 (Z 轴方向快退到螺纹起点处)

数控技术及应用教案及讲稿 上部分:数控技术及编程 N7X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm) N8G32Z19F1.5 (切削螺纹到螺纹切削终点) NO GOO X40 (X轴方向快退) N10Z101.5 (Z轴方向快退到螺纹起点处 N11X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm) N12G32Z19F15 (切削螺纹到螺纹切削终点) N13G00X40 (X轴方向快退)】 N1471015 (7轴方向快退到埋纹起占外 N15U-11.96 (X轴方向快进到螺纹起点处, 吃刀深0.16mm) N16G32W-82.5F1.5(切削螺纹到螺纹切削终点 N17G00X40 (X轴方问快退)】 N18X50Z120 (回对刀点) N19M05 (主轴停) J20M30 (主程序结束并复位)》 5.暂停指令G04 说明G04p P:暂停时间,单位为s。 G04在前一程序段的进给速度降到零之后才开始暂停动作。 在执行含G04指令的程序段时,先执行暂停功能。 G04为非模态指令,仅在其被规定的程序段中有效 G04可使刀具作短暂停留,以获得圆整而光滑的表面。该指令除用于切槽、钻镗孔 外,还可用于拐角轨迹控制。 6.单一固定循环 单一固定循环可以将一系列连续加工动作,如“切入一切削-退刀-返回”,用一个 循环指令完成,从而简化程序。 (1)、圆柱面或圆锥面切削循环 圆柱面或圆锥面切削循环是一种单一固定循环,圆柱面单一固定循环如图6-56 所示,圆锥面单一固定循环如图6-58所示。 1)圆柱面切削循环 不 积裤特 图6-56圆柱面切削循环 编程格式G90X(U)一Z(W)~F 式中:X、Z--圆柱面切削的终点坐标值: U、W-一圆柱面切削的终点相对于循环起点坐标分量。 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 4 N7 X28.6 (X 轴方向快进到螺纹起点处,吃刀深 0.6mm) N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点) N9 G00 X40 (X 轴方向快退) N10 Z101.5 (Z 轴方向快退到螺纹起点处) N11 X28.2 (X 轴方向快进到螺纹起点处,吃刀深 0.4mm) N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点) N13 G00 X40 (X 轴方向快退) N14 Z101.5 (Z 轴方向快退到螺纹起点处) N15 U-11.96 (X 轴方向快进到螺纹起点处,吃刀深 0.16mm) N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点) N17 G00 X40 (X 轴方向快退) N18 X50 Z120 (回对刀点) N19 M05 (主轴停) N20 M30 (主程序结束并复位) 5.暂停指令 G04 格式:G04 P_ 说明: P:暂停时间,单位为 s。 G04 在前一程序段的进给速度降到零之后才开始暂停动作。 在执行含 G04 指令的程序段时,先执行暂停功能。 G04 为非模态指令,仅在其被规定的程序段中有效。 G04 可使刀具作短暂停留,以获得圆整而光滑的表面。该指令除用于切槽、钻镗孔 外,还可用于拐角轨迹控制。 6.单一固定循环 单一固定循环可以将一系列连续加工动作,如“切入-切削-退刀-返回”,用一个 循环指令完成,从而简化程序。 (1)、圆柱面或圆锥面切削循环 圆柱面或圆锥面切削循环是一种单一固定循环,圆柱面单一固定循环如图 6-56 所示,圆锥面单一固定循环如图 6-58 所示。 1)圆柱面切削循环 图 6-56 圆柱面切削循环 编程格式 G90 X(U)~ Z(W)~ F~ 式中:X、Z- -圆柱面切削的终点坐标值; U、W--圆柱面切削的终点相对于循环起点坐标分量
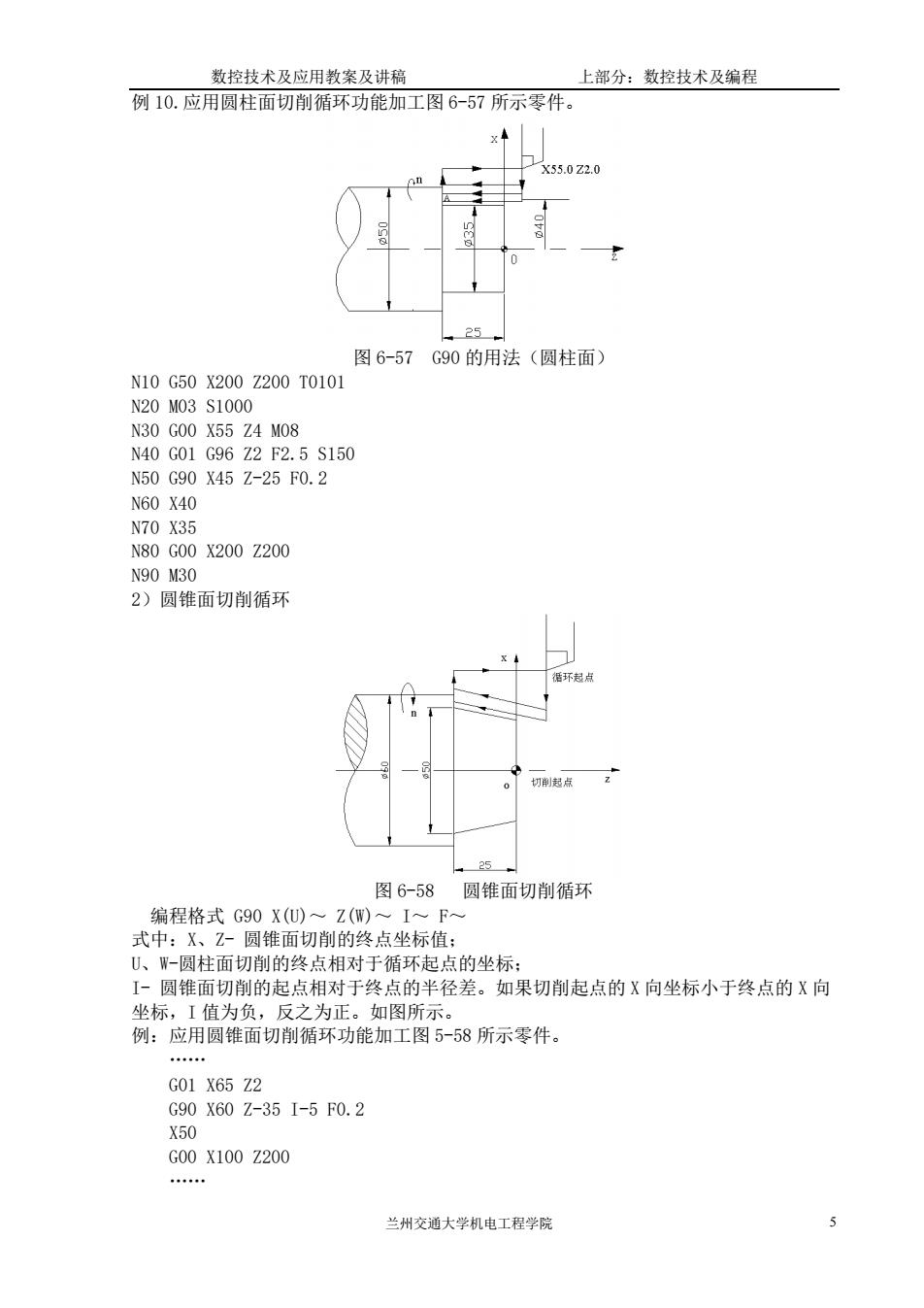
数控技术及应用数案及讲癌 上部分:数控技术及编程 例10.应用圆柱面切削循环功能加工图6-57所示零件。 X55.0Z2.0 25 图6-57G90的用法(圆柱面) N10G50X200Z200T0101 N2003S1000 N30G00X55Z4M08 N40G01G96Z2F2.5S150 N50G90X45Z-25F0.2 N60X40 N70X35 N80G00X200Z200 N9030 2)圆锥面切削循环 适环起 5 图6-58圆锥面切削循环 编程格式G90X()~Z(国 式中:X、圆锥面切削的终点坐标值: U、W-圆柱面切削的终点相对于循环起点的坐标: I-圆锥面切削的起点相对于终点的半径差。如果切削起点的X向坐标小于终点的X向 坐标,I值为负,反之为正。如图所示。 例:应用圆锥面切削循环功能加工图5-58所示零件。 G01X65Z2 G90X60Z-35I-5F0.2 X50 G00X100Z200 兰州交通大学机电工程学院 5
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 5 例 10.应用圆柱面切削循环功能加工图 6-57 所示零件。 图 6-57 G90 的用法(圆柱面) N10 G50 X200 Z200 T0101 N20 M03 S1000 N30 G00 X55 Z4 M08 N40 G01 G96 Z2 F2.5 S150 N50 G90 X45 Z-25 F0.2 N60 X40 N70 X35 N80 G00 X200 Z200 N90 M30 2)圆锥面切削循环 图 6-58 圆锥面切削循环 编程格式 G90 X(U)~ Z(W)~ I~ F~ 式中:X、Z- 圆锥面切削的终点坐标值; U、W-圆柱面切削的终点相对于循环起点的坐标; I- 圆锥面切削的起点相对于终点的半径差。如果切削起点的 X 向坐标小于终点的 X 向 坐标,I 值为负,反之为正。如图所示。 例:应用圆锥面切削循环功能加工图 5-58 所示零件。 …… G01 X65 Z2 G90 X60 Z-35 I-5 F0.2 X50 G00 X100 Z200 ……