
敬拉技术及偏瘦 第二章计算机教控系统 主讲 陈德道
第二章 计算机数控系统 主讲 陈德道
第二章计算机数控系统 加减速拉制 为了保证机床在启动或停止时不产生冲击、失步、超程或振荡,必 须对送到电机的进给脉冲频率或电压进行加减速控制。即在机床加速启 动时,保证加在伺服电机上的进给脉冲频率或电压逐渐增大;而当机床 减速停止时,保证加在伺服电机上的进给脉冲频率或电压逐渐减小。 在CC装置中,加减速控制多数都采用软件来实现,这样给系统带 来了较大的灵活性。这种用软件实现的加减速控制可以放在插补前进行, 也可以放在插补后进行。放在插补前的加减速控制称为前加减速控制, 放在插补后的加减速控制称为后加减速控制,如图所示。 指令速度F 前加减速 △x △x 后加减速 插补器 精插 Ay △y 后加减速 补 坐标位置 前加减速和后加减速示意图 主页。 目录 上一页 下一页 后退 退出
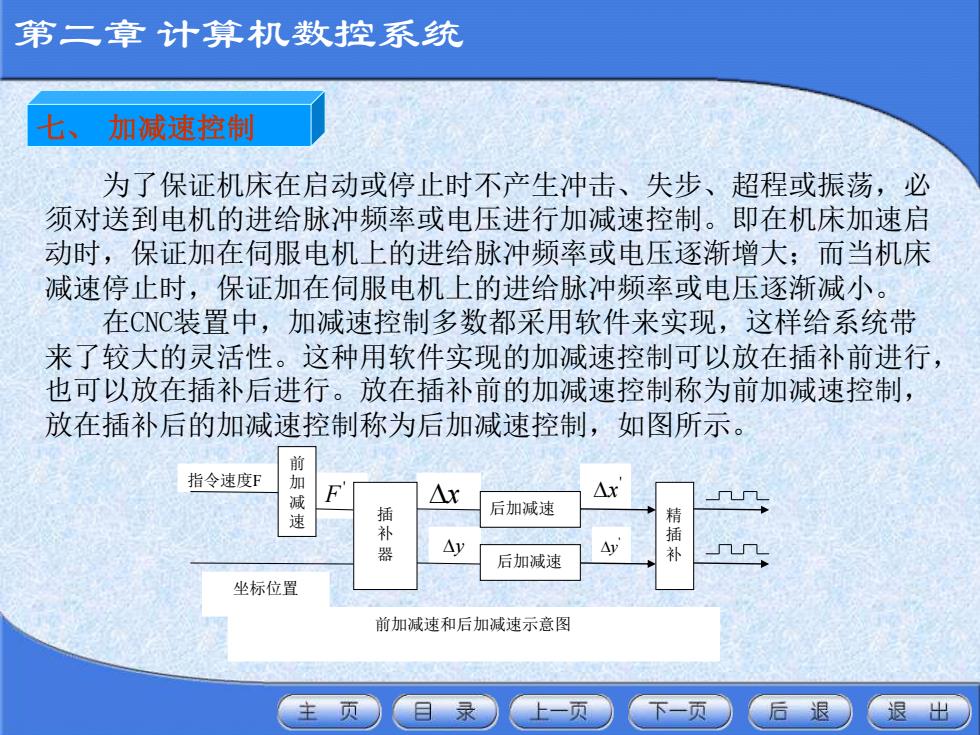
第二章 计算机数控系统 七、 加减速控制 为了保证机床在启动或停止时不产生冲击、失步、超程或振荡,必 须对送到电机的进给脉冲频率或电压进行加减速控制。即在机床加速启 动时,保证加在伺服电机上的进给脉冲频率或电压逐渐增大;而当机床 减速停止时,保证加在伺服电机上的进给脉冲频率或电压逐渐减小。 在CNC装置中,加减速控制多数都采用软件来实现,这样给系统带 来了较大的灵活性。这种用软件实现的加减速控制可以放在插补前进行, 也可以放在插补后进行。放在插补前的加减速控制称为前加减速控制, 放在插补后的加减速控制称为后加减速控制,如图所示。 前加减速和后加减速示意图 坐标位置 指令速度F 前 加 减 速 插 补 器 后加减速 后加减速 精 插 补 ' F x ' x ' y y
第二章计算机数控系统 ☒无法显示该图片】 前后加减速控制的优缺点 前加减速控制: 优点是仅对合成速度一一编程指令速度F进行控制,所以它不会影响 实际插补输出的位置精度。 缺点是需要预测减速点,而这个减速点要根据实际刀具位置与程序 段终点之间的距离来确定,而这种预测工作需要完成的计算量较大。 后加减速控制: 优点是与前加减速控制相反,它是对各运动轴分别进行加减速控制, 这种加减速控制不需专门预测减速点,而是在插补输出为零时开始减速, 并通过一定的时间延迟逐渐靠近程序段终点。 缺点是由于它对各运动坐标轴分别进行控制,所以在加减速控制以后, 实际的各坐标轴的合成位置就可能不准确。(这种影响仅在加速或减速 过程中才会有,当系统进入匀速状态时,这种影响就不存在了)。 页 目录 一页 后退 出
第二章 计算机数控系统 前后加减速控制的优缺点 前加减速控制: 优点是仅对合成速度——编程指令速度F进行控制,所以它不会影响 实际插补输出的位置精度。 缺点是需要预测减速点,而这个减速点要根据实际刀具位置与程序 段终点之间的距离来确定,而这种预测工作需要完成的计算量较大。 后加减速控制: 优点是与前加减速控制相反,它是对各运动轴分别进行加减速控制, 这种加减速控制不需专门预测减速点,而是在插补输出为零时开始减速, 并通过一定的时间延迟逐渐靠近程序段终点。 缺点是由于它对各运动坐标轴分别进行控制,所以在加减速控制以后, 实际的各坐标轴的合成位置就可能不准确。(这种影响仅在加速或减速 过程中才会有,当系统进入匀速状态时,这种影响就不存在了)
第二章计算机数控系统 前加减速控制 囚无法显示该图片 1.稳定速度和瞬时速度 所谓稳定速度,就是系统处于稳定状态时,每次插补一次(一个插补周 期)的进拾量。 TKF f.= 60×1000 式中,j为稳定速度(mm);T为插补周期(ms);F为指令进给速度 (mm/min);K为速度系数,包括快速倍率、切削进给倍率等。 所谓瞬时速度,即系统在每个插补周期的进给量。当系统处于稳定状态 时,瞬时速度等于稳定速度∫:当系统处于加速(或减速)状态 时,f<刀 主页 目录 上一页 下一页 后退 退出
第二章 计算机数控系统 1.稳定速度和瞬时速度 所谓稳定速度,就是系统处于稳定状态时,每次插补一次(一个插补周 期)的进给量。 式中,为稳定速度(mm);T为插补周期(ms);F为指令进给速度 (mm/min);K为速度系数,包括快速倍率、切削进给倍率等。 所谓瞬时速度,即系统在每个插补周期的进给量。当系统处于稳定状态 时,瞬时速度 等于稳定速度 ;当系统处于加速(或减速)状态 时, 。 1、前加减速控制 60 1000 s TKF f = s f i f s f i s f f
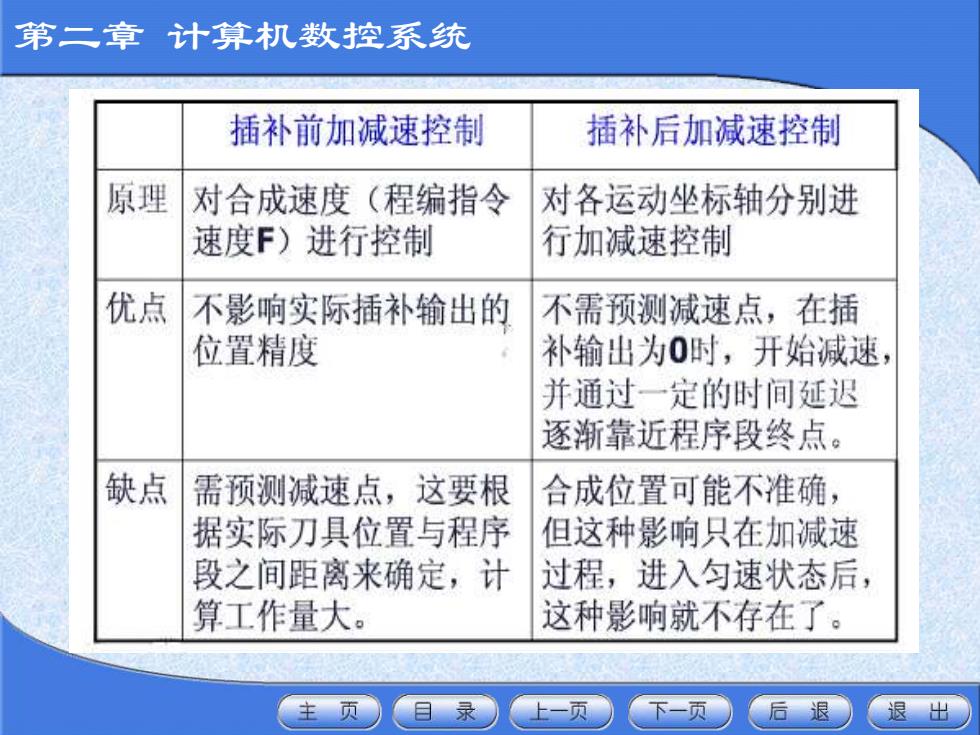
第二章计算机数控系统 插补前加减速控制 插补后加减速控制 原理 对合成速度(程编指令 对各运动坐标轴分别进 速度F)进行控制 行加减速控制 优点 不影响实际插补输出的 不需预测减速点,在插 位置精度 补输出为0时,开始减速, 并通过一定的时间延迟 逐渐靠近程序段终点。 缺点 需预测减速点,这要根 合成位置可能不准确, 据实际刀具位置与程序 但这种影响只在加减速 段之间距离来确定,计 过程,进入匀速状态后, 算工作量大。 这种影响就不存在了。 主页 目录 上一页 下一页 后退 退出
第二章 计算机数控系统