数控技术及应用教案及讲稿 上部分:数控技术及编程 第二十二讲 一、 备课教案 适用专业机城设计双其自动靴讲次第二十二讲时调 年月日节 第六章数控机床加工程序编制基础 第六节数控铣床加工程序编制 二、 FANUC系统孔加工固定循环 掌握数控铣床加工程序中FAN 系统孔加工固定循环指令的使用 第七节宏功能应用 容 提纲及 变量 二.宏指令G65 求 三宏功能指令 理解宏功能的应用 四。使用注意 五,用户宏程序应用举例 教学实施手段 效果记录 课堂讲授 重 掌握数控铣床加工程序中FANU( 课堂讨论 点 系统孔加工固定循环指令的使用 现场示教 小结讲评 其它 理解宏功能的应用 教具 CAI,黑板 陈德道主编数控技术及应用北京 教 参 国防工业出版社,2009 学 董玉红主编机床数控技术.哈尔滨 哈尔滨工业大学出版社,2003 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 1 第二十二讲 一、备课教案 适用专业 机械设计制造及其自动化 讲次 第二十二讲 上课 时间 年 月 日 节 教 学 内 容 提 纲 及 要 求 第六章 数控机床加工程序编制基础 第六节 数控铣床加工程序编制 二、FANUC 系统孔加工固定循环 掌握数控铣床加工程序中 FANUC 系统孔加工固定循环指令的使用 第七节 宏功能应用 一.变量 理解宏功能的应用 二.宏指令 G65 三.宏功能指令 四.使用注意 五.用户宏程序应用举例 重 点 掌握数控铣床加工程序中 FANUC 系统孔加工固定循环指令的使用 教学实施手段 效果记录 课堂讲授 √ 课堂讨论 √ 现场示教 小结讲评 难 点 理解宏功能的应用 其 它 教具 CAI,黑板 推 荐 参 考 书 陈德道主编.数控技术及应用.北京: 国防工业出版社,2009 董玉红主编.机床数控技术.哈尔滨: 哈尔滨工业大学出版社,2003 教 学 后 记
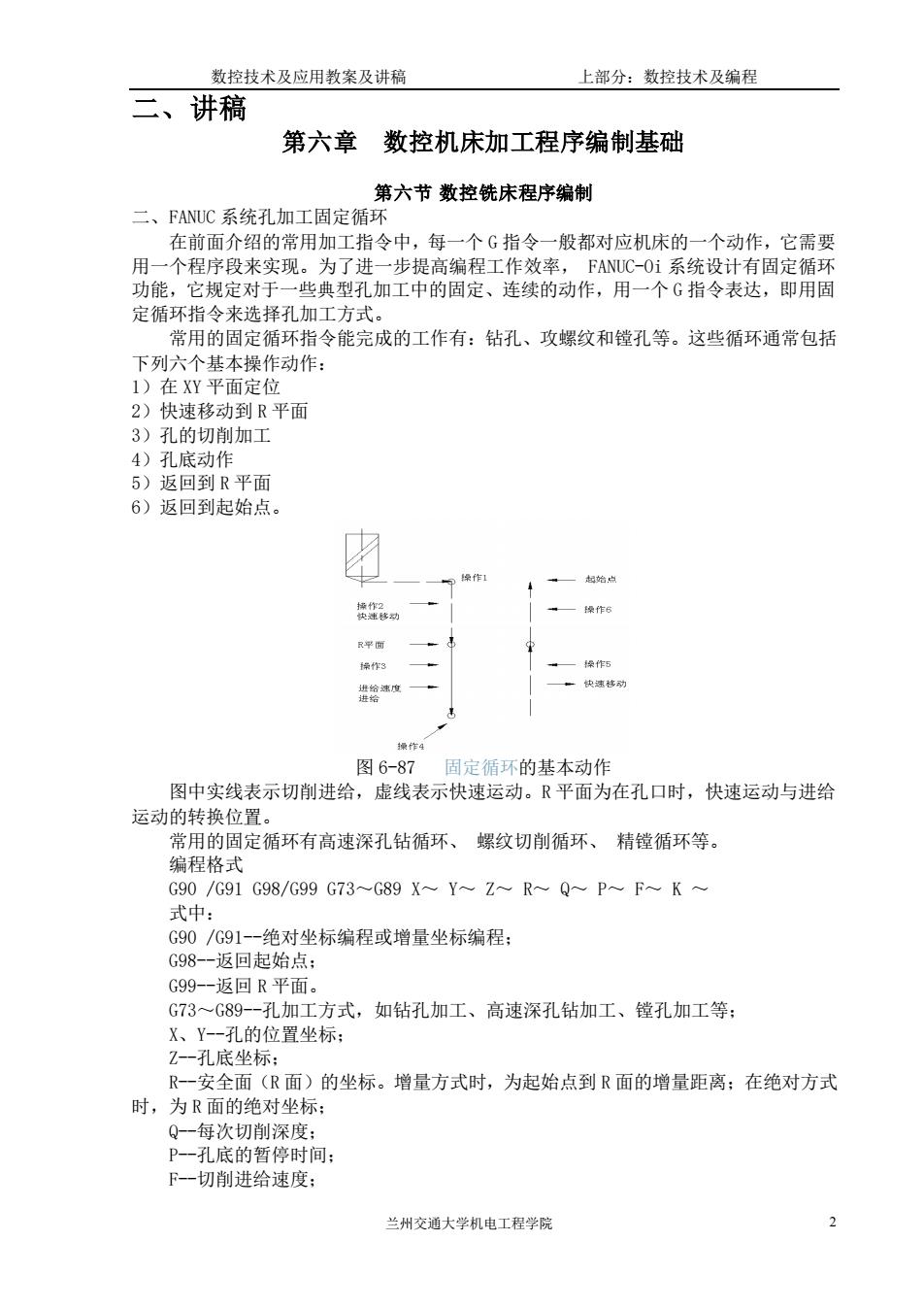
数控技术及应用教案及讲稿 上部分:数控技术及编程 二、讲稿 第六章数控机床加工程序编制基础 第六节数控铣床程序编制 二、FANUC系统孔加工固定 在前面介绍的常用加工指令中,每一个G指令一般都对应机床的一个动作,它需要 用一个程序段来实现。为了进一步提高编程工作效率,FANUC--Oi系统设计有固定循环 功能,它规定对于一些典型孔加工中的固定、连续的动作,用一个G指令表达,即用固 定循环指令来选择孔加工方式。 常用的固定循环指令能完成的工作有:钻孔、攻螺纹和镗孔等。这些循环通常包括 下列六个 基本操作动作: 1)在XY平面定位 2)快速移动到R平面 3)孔的切削加工 4)孔底动作 5)同到到R平面 6)返回到起始点 操作1 教平面 作 图6-87固定循环的基本动作 图中实线表示切削进给,虚线表示快速运动。R平面为在孔口时,快速运动与进给 运动的转换位置。 常用的固定循环有高速深孔钻循环、螺纹切削循环、精镗循环等。 编程格式 G90/G91G98/G99G73~G89X~Y~Z~R~Q~P~F~K~ 式中: G90/G91-绝对坐标编程或增量坐标编程: G98 始点 G99 一返回R平面。 G73~G89--孔加工方式,如钻孔加工、高速深孔钻加工、镗孔加工等: X、Y-孔的位置坐标: Z-孔底坐标: R-一安全面(R面)的坐标。增量方式时,为起始点到R面的增量距离:在绝对方式 时,为R面的绝对坐标: Q一每次切削深度: P-一孔底的暂停时间: F--切削讲给速度: 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 2 二、讲稿 第六章 数控机床加工程序编制基础 第六节 数控铣床程序编制 二、FANUC 系统孔加工固定循环 在前面介绍的常用加工指令中,每一个 G 指令一般都对应机床的一个动作,它需要 用一个程序段来实现。为了进一步提高编程工作效率, FANUC-Oi 系统设计有固定循环 功能,它规定对于一些典型孔加工中的固定、连续的动作,用一个 G 指令表达,即用固 定循环指令来选择孔加工方式。 常用的固定循环指令能完成的工作有:钻孔、攻螺纹和镗孔等。这些循环通常包括 下列六个基本操作动作: 1)在 XY 平面定位 2)快速移动到 R 平面 3)孔的切削加工 4)孔底动作 5)返回到 R 平面 6)返回到起始点。 图 6-87 固定循环的基本动作 图中实线表示切削进给,虚线表示快速运动。R 平面为在孔口时,快速运动与进给 运动的转换位置。 常用的固定循环有高速深孔钻循环、 螺纹切削循环、 精镗循环等。 编程格式 G90 /G91 G98/G99 G73~G89 X~ Y~ Z~ R~ Q~ P~ F~ K ~ 式中: G90 /G91--绝对坐标编程或增量坐标编程; G98--返回起始点; G99--返回 R 平面。 G73~G89--孔加工方式,如钻孔加工、高速深孔钻加工、镗孔加工等; X、Y--孔的位置坐标; Z--孔底坐标; R--安全面(R 面)的坐标。增量方式时,为起始点到 R 面的增量距离;在绝对方式 时,为 R 面的绝对坐标; Q--每次切削深度; P--孔底的暂停时间; F--切削进给速度;
数控技术及应用数案及讲癌 上部分:数控技术及编程 K-一规定重复加工次数。 固定循环由G80或01组G代码撤消 1.钻削循环指令G81 G81指令为主轴正转,刀具以进给速度向下运动钻孔,到达孔底位置后,快速退回(无 孔底动作)。 2.钻削循环指令、粗镗循环指令G82 G82指令与G81指令类似,唯一的区别是G82在空底加进给暂停动作,即当钻头加 工到孔底位置时,刀具不做进给运动,而主轴保持旋转状态,使孔的表面更光滑,该指 般用于扩孔 和 沉头孔的加工。 3.深孔钻削指令G G83指令工作过程如图6-88所示。G83指令与G81指令的主要区别是:由于深孔加 工,采用间歇进给(分多次进给),有利于排屑。每次进给深度Q,直到空低位置为止, 在空低加进给暂停。如图6-88所示,虚线表示快速运动,实线表示钻孔运动。 R10 图6-88深孔钻削指令G83 4.高速深孔钻循环指令G73 G73用于深孔钻削,在钻孔时采取间断进给,有利于断屑和排屑,适合深孔加工。 图所示为高速深孔钻加工的工作过程。其中Q为增量值,指定每次切削深度。为排屑 退刀量,由系统参数设定。 a)G73(G98 69高速深孔钻G73G 兰州交通大学机电工程学院
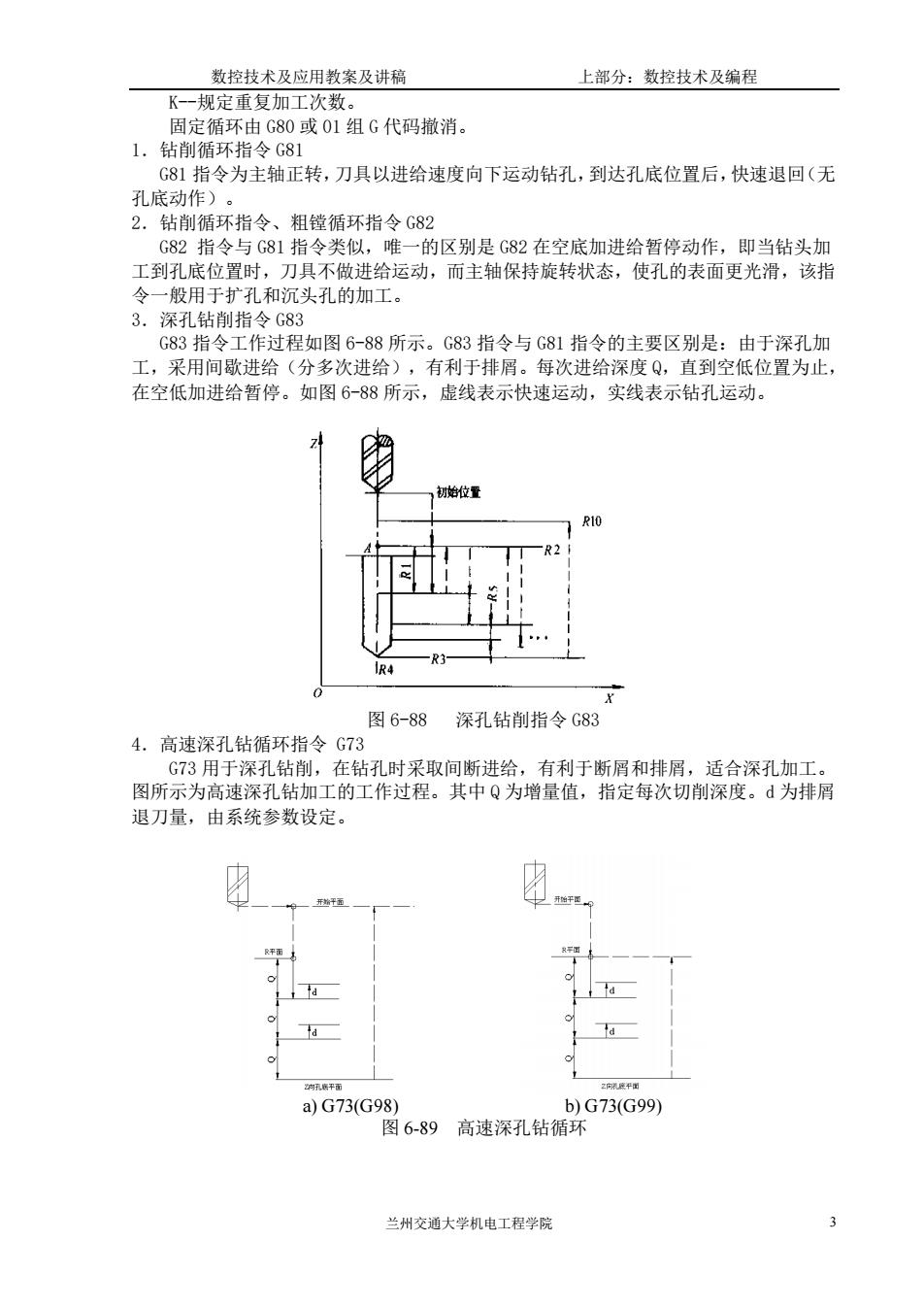
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 3 K--规定重复加工次数。 固定循环由 G80 或 01 组 G 代码撤消。 1.钻削循环指令 G81 G81 指令为主轴正转,刀具以进给速度向下运动钻孔,到达孔底位置后,快速退回(无 孔底动作)。 2.钻削循环指令、粗镗循环指令 G82 G82 指令与 G81 指令类似,唯一的区别是 G82 在空底加进给暂停动作,即当钻头加 工到孔底位置时,刀具不做进给运动,而主轴保持旋转状态,使孔的表面更光滑,该指 令一般用于扩孔和沉头孔的加工。 3.深孔钻削指令 G83 G83 指令工作过程如图 6-88 所示。G83 指令与 G81 指令的主要区别是:由于深孔加 工,采用间歇进给(分多次进给),有利于排屑。每次进给深度 Q,直到空低位置为止, 在空低加进给暂停。如图 6-88 所示,虚线表示快速运动,实线表示钻孔运动。 图 6-88 深孔钻削指令 G83 4.高速深孔钻循环指令 G73 G73 用于深孔钻削,在钻孔时采取间断进给,有利于断屑和排屑,适合深孔加工。 图所示为高速深孔钻加工的工作过程。其中 Q 为增量值,指定每次切削深度。d 为排屑 退刀量,由系统参数设定。 a) G73(G98) b) G73(G99) 图 6-89 高速深孔钻循环
数控技术及应用教案及讲稿 上部分:数控技术及编程 例3.对图6-89所示的5-中8mm深为50m的孔进行加工。显然,这属于深孔加工。利 用G73进行深孔钻加工。 ⊕ 图6-89应用举例 040 N10G56G90G1Z60F2000 /选择2号加工坐标系,到Z向起始点 N20M03S600 /主轴启动 0Y0Z-50R30Q5F50 /选择高速深孔钻方式加工1号孔 /选择高速深孔钻方式加工2号孔 N50G73X0Y40Z-50R30Q5F50 //选择高谏深孔钻方式加工3号丑 N60G73X-40Y0Z-50R30Q5F50 //选择高速深孔钻方式加工4号孔 N70G73X0Y-40Z-50R30Q5F50 /选择高速深孔钻方式加工5号孔 N80G01Z60F2000 /返回向起始点 N90M05 /1主轴传 N100M30 /程序结束并返回起点 加工坐标系设置:G56X=-400,Y=-150,Z=-50。 上述程序中,选择高速深孔钻加工方式进行孔加工,并以G98确定每一孔加工完后, 回到R平面。设定孔口表面的Z向坐标为0,R平面的坐标为30,每次切深量Q为5, 系统设定退刀排屑量d 5.右旋螺纹加工循环指令G84 G84指令用于切削右旋螺纹孔。向下切削时主轴正转,孔底动作是变正转为反转, 再退出。F表示导程,在G84切削螺纹期间速率修正无效,移动将不会中途停顿,直到 循环结束。G84右旋螺纹加工循环工作过程见图6-90。 起始平画 始平而 平面 主反 Z孔底平面 主轴反转 主轴正转 主轴正料 兰州交通大学机电工程学院
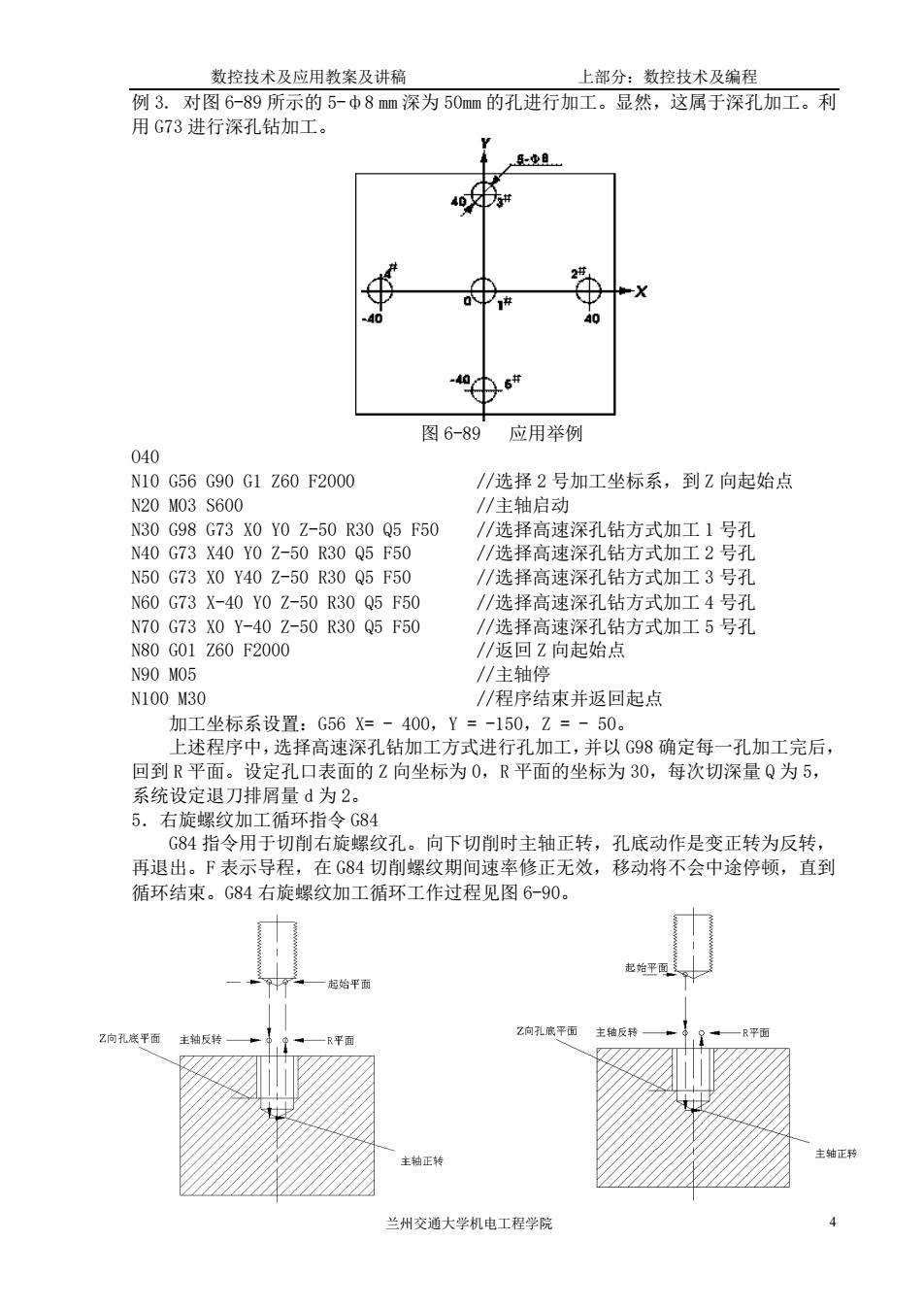
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 4 例 3. 对图 6-89 所示的 5-ф8 mm 深为 50mm 的孔进行加工。显然,这属于深孔加工。利 用 G73 进行深孔钻加工。 图 6-89 应用举例 O40 N10 G56 G90 G1 Z60 F2000 //选择 2 号加工坐标系,到 Z 向起始点 N20 M03 S600 //主轴启动 N30 G98 G73 X0 Y0 Z-50 R30 Q5 F50 //选择高速深孔钻方式加工 1 号孔 N40 G73 X40 Y0 Z-50 R30 Q5 F50 //选择高速深孔钻方式加工 2 号孔 N50 G73 X0 Y40 Z-50 R30 Q5 F50 //选择高速深孔钻方式加工 3 号孔 N60 G73 X-40 Y0 Z-50 R30 Q5 F50 //选择高速深孔钻方式加工 4 号孔 N70 G73 X0 Y-40 Z-50 R30 Q5 F50 //选择高速深孔钻方式加工 5 号孔 N80 G01 Z60 F2000 //返回 Z 向起始点 N90 M05 //主轴停 N100 M30 //程序结束并返回起点 加工坐标系设置:G56 X= - 400,Y = -150,Z = - 50。 上述程序中,选择高速深孔钻加工方式进行孔加工,并以 G98 确定每一孔加工完后, 回到 R 平面。设定孔口表面的 Z 向坐标为 0,R 平面的坐标为 30,每次切深量 Q 为 5, 系统设定退刀排屑量 d 为 2。 5.右旋螺纹加工循环指令 G84 G84 指令用于切削右旋螺纹孔。向下切削时主轴正转,孔底动作是变正转为反转, 再退出。F 表示导程,在 G84 切削螺纹期间速率修正无效,移动将不会中途停顿,直到 循环结束。G84 右旋螺纹加工循环工作过程见图 6-90
数控技术及应用数案及讲癌 上部分:数控技术及编程 a)G84(G98) bG84G99) 图6-90螺纹加工循环 6.左旋螺纹加工循环指令G74 G74指令用于切削左旋螺纹孔。主轴反转进刀,正转退刀,正好与G84指令中的主 轴转向相反,其它运动均与G84指令相同。 7.镗孔加工循环G85 G85指令用于镗孔加工循环,主轴正转,刀具以进给速度向下运动镗孔,到达孔底位 置后,立即以进给速度退出(孔底无动作)。 镗孔加工循 G86 G86指令与G85指令的区别是:G86到达孔底位置后,主轴停止转动,并快速退出。 9.镗孔加工循环G89 G89指令与G85指令相似,其区别是G89到达孔底后加进给暂停。 10.精镗循环指令G76 G76指令用于精镗孔加工。镗削至孔底时,主轴停止在定向位置上,即准停,再使 刀尖偏移离开加工表面,然后再退刀。这样可以高精度、高效率地完成孔加工而不损伤 工件己加工表面。 程序格式中,Q表示刀尖的偏移量,一般为正数,移动方向由机床参数设定。 G76精镗循环的加工过程包括以下几个步骤: (1)在X、Y平面内快速定位: (2) 快速运动到R平面 向下按指定的进给速度精镗孔: (4) 孔底主轴准停: (5)堂刀偏移: (6)从A内快速很刀 图6-91所示为G76精镗循环的工作过程示意图。 向孔成干正 z宵孔底平面 a)G76G98 b)G76(G99) 图6-91精镗循环的加工 11.背镗循环指令G87 兰州交通大学机电工程学院
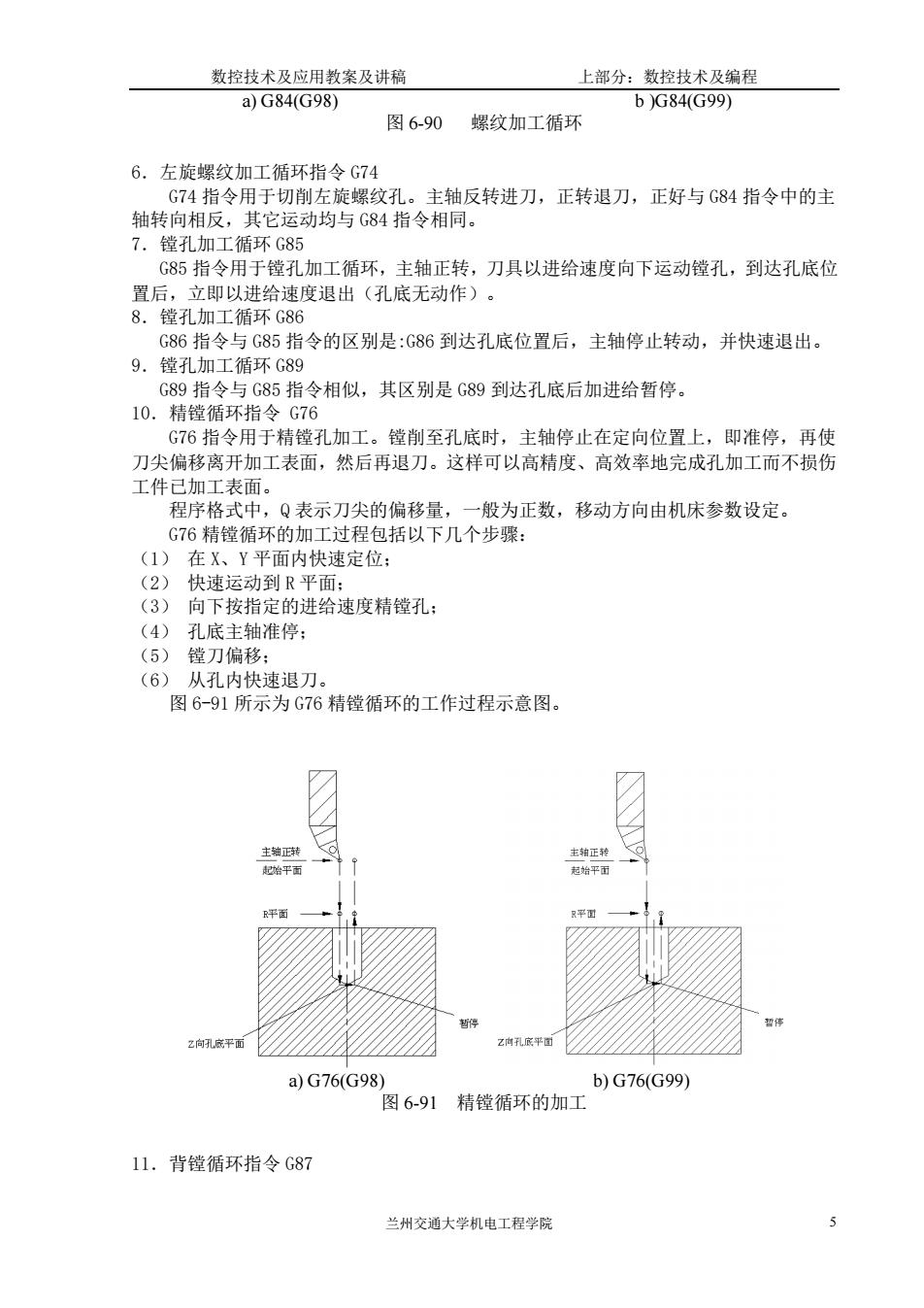
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 5 a) G84(G98) b )G84(G99) 图 6-90 螺纹加工循环 6.左旋螺纹加工循环指令 G74 G74 指令用于切削左旋螺纹孔。主轴反转进刀,正转退刀,正好与 G84 指令中的主 轴转向相反,其它运动均与 G84 指令相同。 7.镗孔加工循环 G85 G85 指令用于镗孔加工循环,主轴正转,刀具以进给速度向下运动镗孔,到达孔底位 置后,立即以进给速度退出(孔底无动作)。 8.镗孔加工循环 G86 G86 指令与 G85 指令的区别是:G86 到达孔底位置后,主轴停止转动,并快速退出。 9.镗孔加工循环 G89 G89 指令与 G85 指令相似,其区别是 G89 到达孔底后加进给暂停。 10.精镗循环指令 G76 G76 指令用于精镗孔加工。镗削至孔底时,主轴停止在定向位置上,即准停,再使 刀尖偏移离开加工表面,然后再退刀。这样可以高精度、高效率地完成孔加工而不损伤 工件已加工表面。 程序格式中,Q 表示刀尖的偏移量,一般为正数,移动方向由机床参数设定。 G76 精镗循环的加工过程包括以下几个步骤: (1) 在 X、Y 平面内快速定位; (2) 快速运动到 R 平面; (3) 向下按指定的进给速度精镗孔; (4) 孔底主轴准停; (5) 镗刀偏移; (6) 从孔内快速退刀。 图 6-91 所示为 G76 精镗循环的工作过程示意图。 11.背镗循环指令 G87 a) G76(G98) b) G76(G99) 图 6-91 精镗循环的加工