歌控技术及籍爱 第二章计算机数控系统 主讲陈德道
第二章 计算机数控系统 主讲 陈德道
第二节 计算机数控系统的基本原理 CNC装置的工作工程 位置反馈 加工程序 译 刀补处理 速度处理 插 位置控制 伺服驱动 PLC控制 译码缓冲区 刀补缓冲区 插补缓冲区 运行缓冲区 主页 目录 上一页 下一页 后退 退出
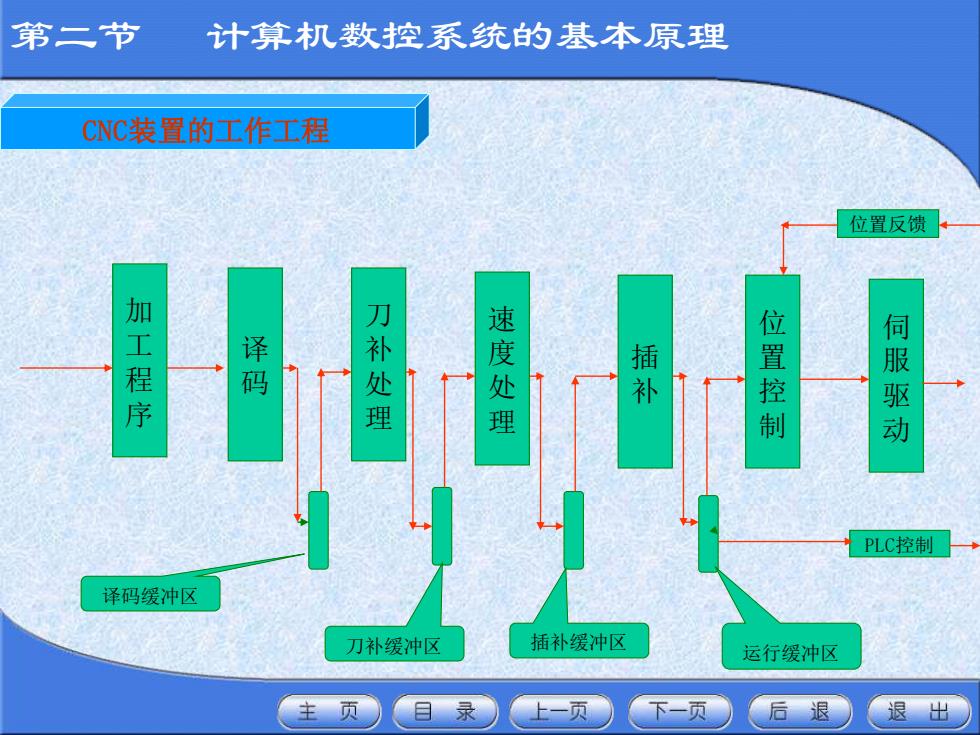
CNC装置的工作工程 加 工 程 序 译 码 刀 补 处 理 速 度 处 理 位 置 控 制 插 补 伺 服 驱 动 PLC控制 位置反馈 译码缓冲区 刀补缓冲区 插补缓冲区 运行缓冲区 第二节 计算机数控系统的基本原理
第二节 计算机数控系统的基本原理 译码 ☒无法显示该图片 译码程序的主要功能是将文本格式表达的零件加工程序 以程序段为单位翻译成后续程序所要求的数据结构(格式)。 主要功能: 1、翻译 2、将翻译后的数据存放到指定的位置; 3、查找、纠正错误。 主页。 目录 上一页 下一页 后退 退出
一、译码 第二节 计算机数控系统的基本原理 译码程序的主要功能是将文本格式表达的零件加工程序, 以程序段为单位翻译成后续程序所要求的数据结构(格式)。 主要功能: 1、翻译; 2、将翻译后的数据存放到指定的位置; 3、查找、纠正错误
第二节 计算机数控系统的基本原理 刀具半径补偿 1.刀具半程补偿的基本概念 数控加工中,是按零件轮廓进行编程的,而控制总是按刀具的中心 来进行的。由于刀具总有一定的半径(如铣刀半径、铜丝的半得),刀具 中心运动的轨迹并不等于所需加工零件的实际轮廓,而是偏移轮廓一个 刀具半径值。需要将零件的轮廓转化为刀具中心的运动轨迹,这种转化 称为称为力具半径补偿。 2.刀具半径补偿计算 刀具半径补偿计算:根据零件尺寸和刀具半径值计算直线戟圆弧的 起点和终束的刀具中心值,以及圆弧刀补后刀具中心轨迹的圆抓半径值。 刀具半径矢量:在加工过程中始终垂直于编程轨迹,大小箐于刀 具半径,方向指向刀具中心的矢量。 目录 一页 后退 退出
1.刀具半径补偿的基本概念 数控加工中,是按零件轮廓进行编程的,而控制总是按刀具的中心 来进行的。由于刀具总有一定的半径(如铣刀半径、铜丝的半径),刀具 中心运动的轨迹并不等于所需加工零件的实际轮廓,而是偏移轮廓一个 刀具半径值。需要将零件的轮廓转化为刀具中心的运动轨迹,这种转化 称为称为刀具半径补偿。 2. 刀具半径补偿计算 刀具半径补偿计算:根据零件尺寸和刀具半径值计算直线或圆弧的 起点和终点的刀具中心值,以及圆弧刀补后刀具中心轨迹的圆弧半径值。 刀具半径矢量:在加工过程中始终垂直于编程轨迹,大小等于刀 具半径,方向指向刀具中心的矢量。 二、刀具半径补偿 第二节 计算机数控系统的基本原理
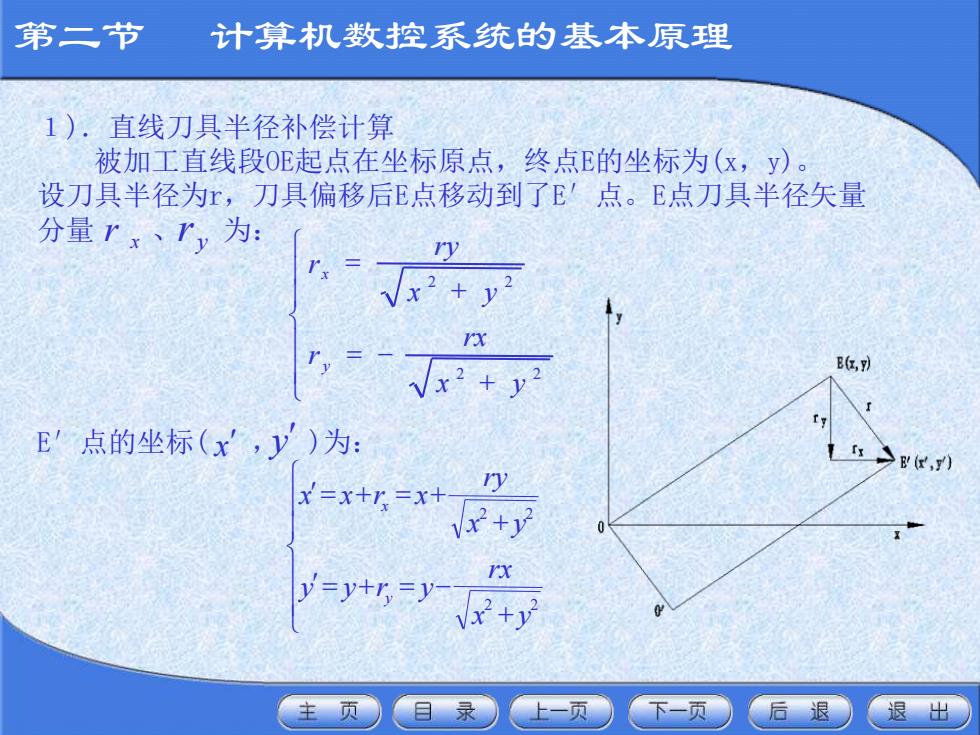
第二节 计算机数控系统的基本原理 1).直线刀具半径补偿计算 被加工直线段OE起点在坐标原点,终点E的坐标为(x,y)。 设刀具半径为r,刀具偏移后E点移动到了E点。E点刀具半径矢量 分量rx、ry为: y x2+v X x B(,7 -y E点的坐标(x',y)为: ,) x=x+r=x+ + =y+5=y 主页 目录 上一页 下一页 后退 退出
1).直线刀具半径补偿计算 被加工直线段OE起点在坐标原点,终点E的坐标为(x,y)。 设刀具半径为r,刀具偏移后E点移动到了E′点。E点刀具半径矢量 分量 、 为: E′点的坐标( , )为: y r x r + = - + = 2 2 2 2 x y rx r x y ry r y x + = + = - + = + = + 2 2 2 2 x y rx y y r y x y ry x x r x y x y x 第二节 计算机数控系统的基本原理