第二节数控机床的坐标系 四.最小设定单位与编程尺寸的表示法 (1)最小设定单位: 数控系统能实现的最小位移量,又称脉冲当量(0.01~0.0001mm)。 编程时,所有的编程尺寸都应转换成与最小设定单位相对应的数量。 (2)编程尺寸有两种表示法: 1)以最小设定单位为最小单位来表示: 2)以毫米为单位,以有效位小数来表示。 例:X=524.295mm,Y=36.52mm,最小设定单位为0.01mm, 则: 1)法表示:X52430Z3652 2)法表示:X524.30Z36.52 主页 目录 上一页 下一页 后退 退出
第二节 数控机床的坐标系 四.最小设定单位与编程尺寸的表示法 (1)最小设定单位: 数控系统能实现的最小位移量,又称脉冲当量(0.01~0.0001㎜)。 编程时,所有的编程尺寸都应转换成与最小设定单位相对应的数量。 (2)编程尺寸有两种表示法: 1) 以最小设定单位为最小单位来表示; 2) 以毫米为单位,以有效位小数来表示。 例:X=524.295㎜,Y=36.52㎜,最小设定单位为0.01㎜, 则: 1) 法表示:X52430 Z3652 2 )法表示:X524.30 Z36.52
第三节常用编程指令 与坐标系有关指令 1.绝对坐标指令与增量坐标指令(G90、G91) G90一绝对坐标指令 B(U分-20,=30) G91一增量坐标指令 例编制图中的移动量。 绝对尺寸指令:G90G01 X30 Y50: 增量尺寸指令:G91 G01 X20Y30: 或G01U20V30: 2.坐标系设定指令(G92) 例设置图中工件坐标系 坐标系设定指令:G92X400Z200: 3.坐标平面选择指令(G17、G18、G19) G17、G18、G19指令分别表示在XY、ZX、YZ 坐标平面内进行加工。其中,G17可缺省。 200> 页 目录 一页 下一页 后退 退出
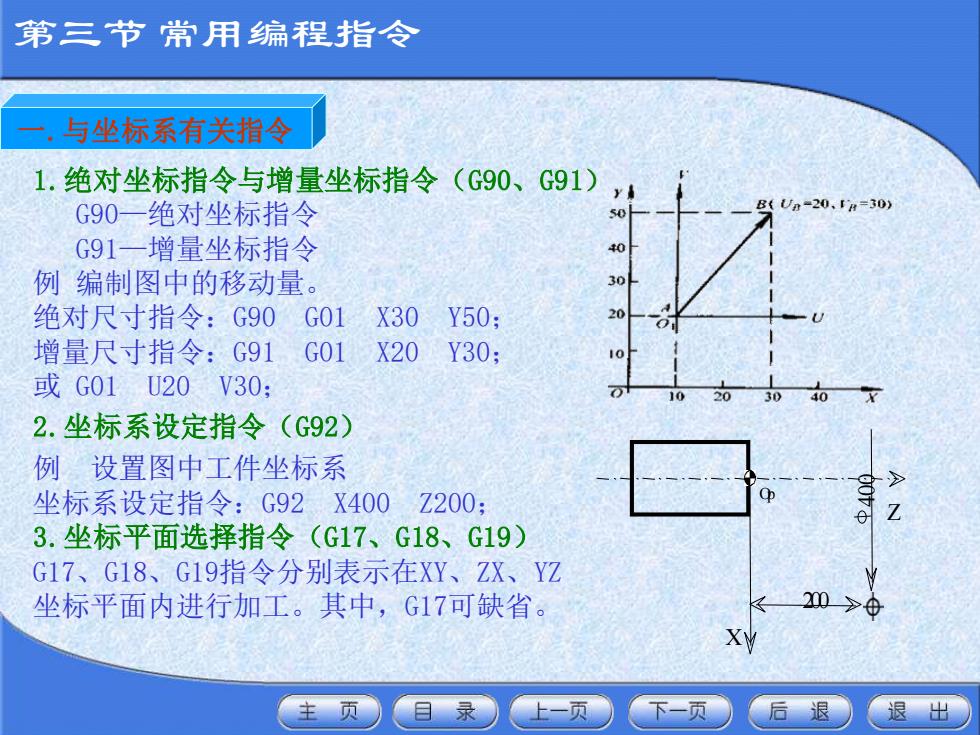
第三节 常用编程指令 1.绝对坐标指令与增量坐标指令(G90、G91) G90—绝对坐标指令 G91—增量坐标指令 例 编制图中的移动量。 绝对尺寸指令:G90 G01 X30 Y50; 增量尺寸指令:G91 G01 X20 Y30; 或 G01 U20 V30; 2.坐标系设定指令(G92) 例 设置图中工件坐标系 坐标系设定指令:G92 X400 Z200; 3.坐标平面选择指令(G17、G18、G19) G17、G18、G19指令分别表示在XY、ZX、YZ 坐标平面内进行加工。其中,G17可缺省。 200 4 0 0 Op X Z 一.与坐标系有关指令
第三节常用编程指令 运动控制指令 1.快速点定位指令(G00) G00使刀具以点位控制方式从其所在点以最快速度移动到坐标系的另一点。 书写格式:G00XYZ 目标点坐标 2.直线插补指令(G01) G01用以指令两个坐标(或三个坐标)以联动的方式,按程序段中规定的 进给速度,插补加工出任意斜率的直线。 书写方式:G01 X Y Z 进给速度 目标点坐标 主页 目录 上一页 下一页 后退 退出
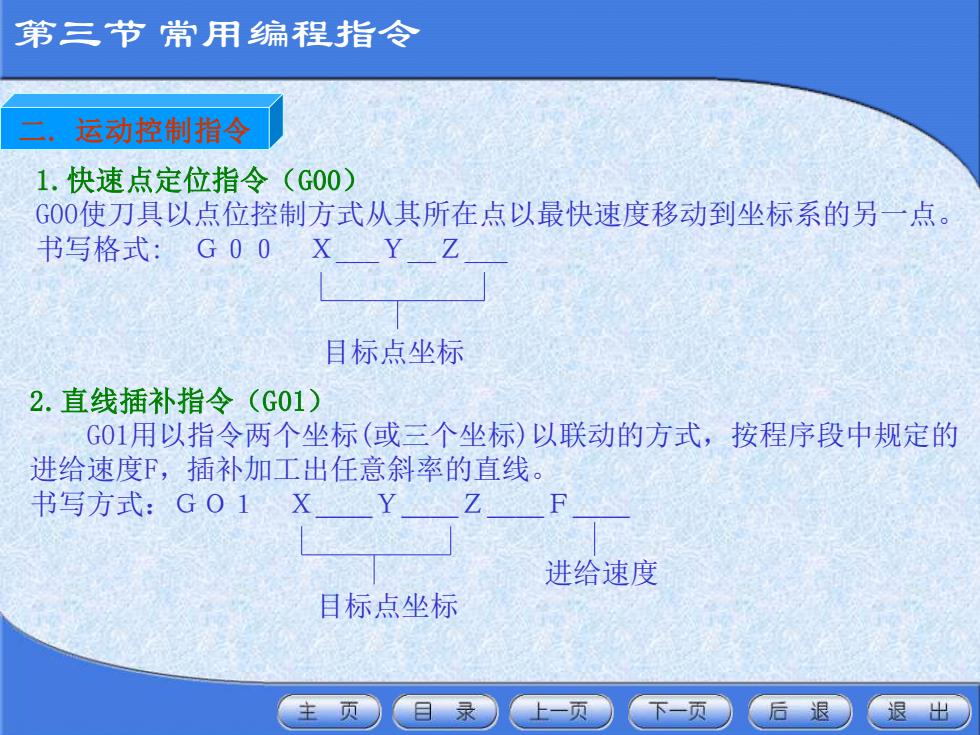
第三节 常用编程指令 1.快速点定位指令(G00) G00使刀具以点位控制方式从其所在点以最快速度移动到坐标系的另一点。 书写格式: G00 X___Y__Z___ 目标点坐标 2.直线插补指令(G01) G01用以指令两个坐标(或三个坐标)以联动的方式,按程序段中规定的 进给速度F,插补加工出任意斜率的直线。 书写方式:GO1 X__Y__Z__F__ 进给速度 目标点坐标 二. 运动控制指令

第三节常用编程指令 3.圆弧插补指令(G02、G03) G02表不颅时针圆弧插补;G03表示逆时针圆弧插补。 (1)圆弧顺、逆方向判断:沿垂直于要加工的圆弧所在平面的坐标轴从正 向往负向看,刀具相对于工件的转动方向是顺时针用G02,反之用G03。 (2)书写格式为: G02 R G02] G02 G17 R G03 G18 X Z 1G03 G03 (1)XY平面圆弧 (2)XZ平面圆弧 (3)YZ平面圆弧 页 目录 上一页 下一页 后退 退出
第三节 常用编程指令 (1)XY平面圆弧 (2)XZ平面圆弧 (3)YZ平面圆弧 3.圆弧插补指令(G02、G03) G02表示顺时针圆弧插补;G03表示逆时针圆弧插补。 (1) 圆弧顺、逆方向判断:沿垂直于要加工的圆弧所在平面的坐标轴从正 向往负向看,刀具相对于工件的转动方向是顺时针用G02,反之用G03。 (2) 书写格式为: _ _ _ _ _ _ 03 02 17 F I J R X Y G G G _ _ _ _ _ _ 03 02 18 F I K R X Z G G G _ _ _ _ _ _ 03 02 19 F J K R Y Z G G G
第三节常用编程指令 例编出加工图所示零件程序。 1.使用绝对值且R方式: 00100 N0010 G92X0Y0: N0020 G90 G17G00X40Y-40S600T01M03: N0030 G01 X-80Y-40 F200: N0040 G01 X-80Y-20: N0050 G02 X-40Y20 R40F100: N0060 G03 X20Y80R60: N0070 G01X40 Y80F200: R60 N0080 Y-40: N0090 G00 X0Y0M02: 80 -0 20 40 主页 目录 上一页 下一页 后退 退出
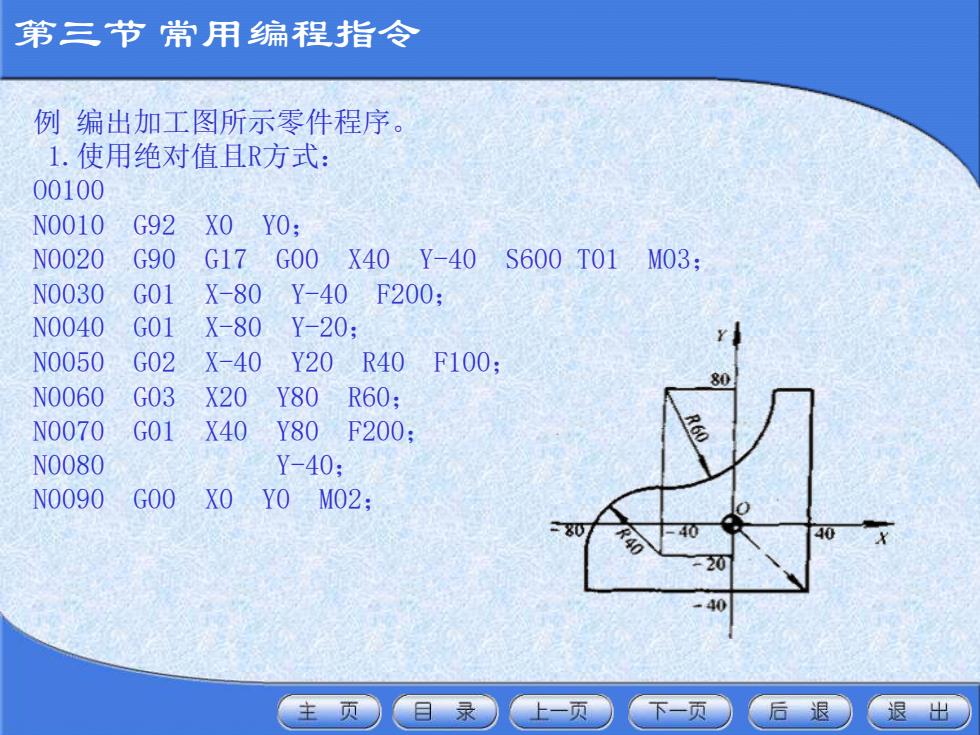
第三节 常用编程指令 例 编出加工图所示零件程序。 1.使用绝对值且R方式: O0100 N0010 G92 X0 Y0; N0020 G90 G17 G00 X40 Y-40 S600 T01 M03; N0030 G01 X-80 Y-40 F200; N0040 G01 X-80 Y-20; N0050 G02 X-40 Y20 R40 F100; N0060 G03 X20 Y80 R60; N0070 G01 X40 Y80 F200; N0080 Y-40; N0090 G00 X0 Y0 M02;