
第三节常用编程指令 2.使用增量值且I、J方式: 00200 N0010 G92 X0Y0: N0020 G91 G17G00 X40Y-40S600T01M03: N0030 G01 X-120Y0 F200: N0040 XO Y20: N0050 G02 X40Y40 I40 J0F100: N0060 G03 X60 Y60I0J60: N0070 G01 X20 F200: N0080 Y-120: N0090 G00 X-40 Y40M02 4.暂停(延迟)指令(G04) 书写格式为: G0410 页 目录 上一页 下一页 后退 退出
第三节 常用编程指令 2.使用增量值且I、J方式: O0200 N0010 G92 X0 Y0; N0020 G91 G17 G00 X40 Y-40 S600 T01 M03; N0030 G01 X-120 Y0 F200; N0040 X0 Y20; N0050 G02 X40 Y40 I40 J0 F100; N0060 G03 X60 Y60 I0 J60; N0070 G01 X20 F200; N0080 Y-120; N0090 G00 X-40 Y40 M02; 4.暂停(延迟)指令(G04) 书写格式为: G04 10
第三节常用编程指令 刀具补偿相令 1.刀具半径补偿指令(G41、G42、G40) 1.1刀具半径补偿概念 实际的刀具都是有半径的。使刀具的刀尖沿零件轮廓曲线加工,刀 位点的运动轨迹即加工路线应该与零件轮廓曲线有一个半径值大小的 偏移量。 使刀具的刀位点正确运动有两种方式: 1)加工前计算出刀位点运动轨迹, 再编程加工; G9de-8eete®g 2)按零件轮廓的坐标数据编程, 由系统根据工件轮廓和刀具半径R 刀位轨迹 自动计算出刀具中心轨迹。 主页 目录 上一页 下一页 后退 退出
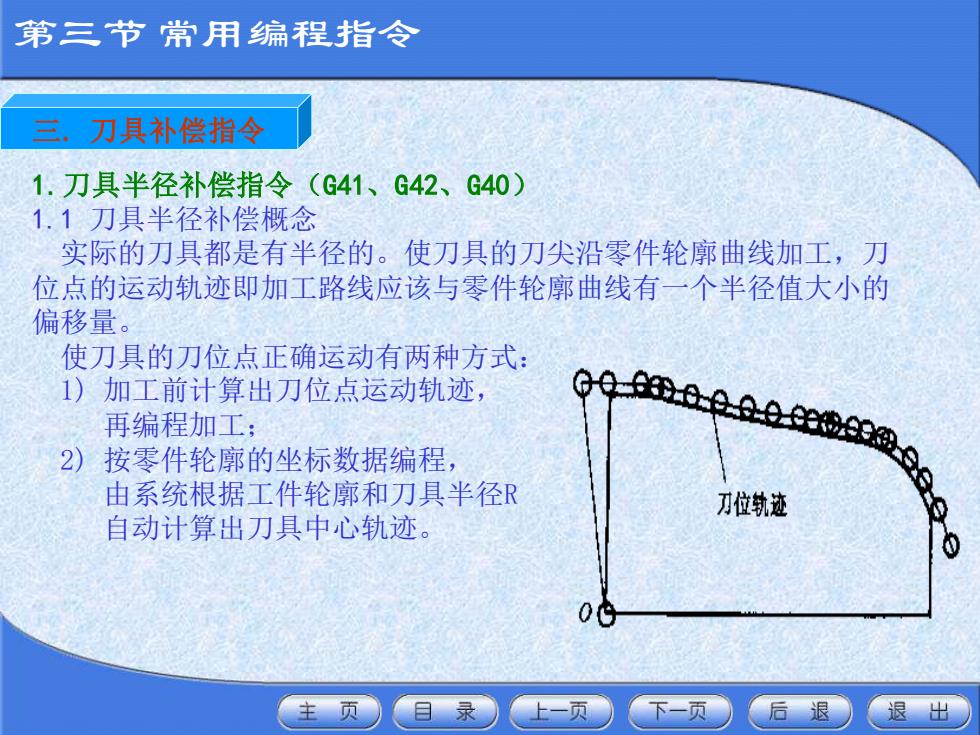
第三节 常用编程指令 1.刀具半径补偿指令(G41、G42、G40) 1.1 刀具半径补偿概念 实际的刀具都是有半径的。使刀具的刀尖沿零件轮廓曲线加工,刀 位点的运动轨迹即加工路线应该与零件轮廓曲线有一个半径值大小的 偏移量。 使刀具的刀位点正确运动有两种方式: 1) 加工前计算出刀位点运动轨迹, 再编程加工; 2) 按零件轮廓的坐标数据编程, 由系统根据工件轮廓和刀具半径R 自动计算出刀具中心轨迹。 三. 刀具补偿指令