歌控技术及籍爱 第六章数控机床加工程序编制基础 适用专业机设
第六章 数控机床加工程序编制基础 适用专业:机设
第六章数控机床加工程序编制基础 →第一节数控程序编制的概念 习第二节数控机床的坐标系 习 第三节常用编程指令 →第四节编程中的数学处理 第五节数控车床的程序编制 第六节数控铣床的程序编制 第七节CAD/CAM简介 主页 目录 上一页 下一页 后退 退出
第一节 数控程序编制的概念 第六章 数控机床加工程序编制基础 第二节 数控机床的坐标系 第三节 常用编程指令 第七节 CAD/CAM简介 第四节 编程中的数学处理 第五节 数控车床的程序编制 第六节 数控铣床的程序编制
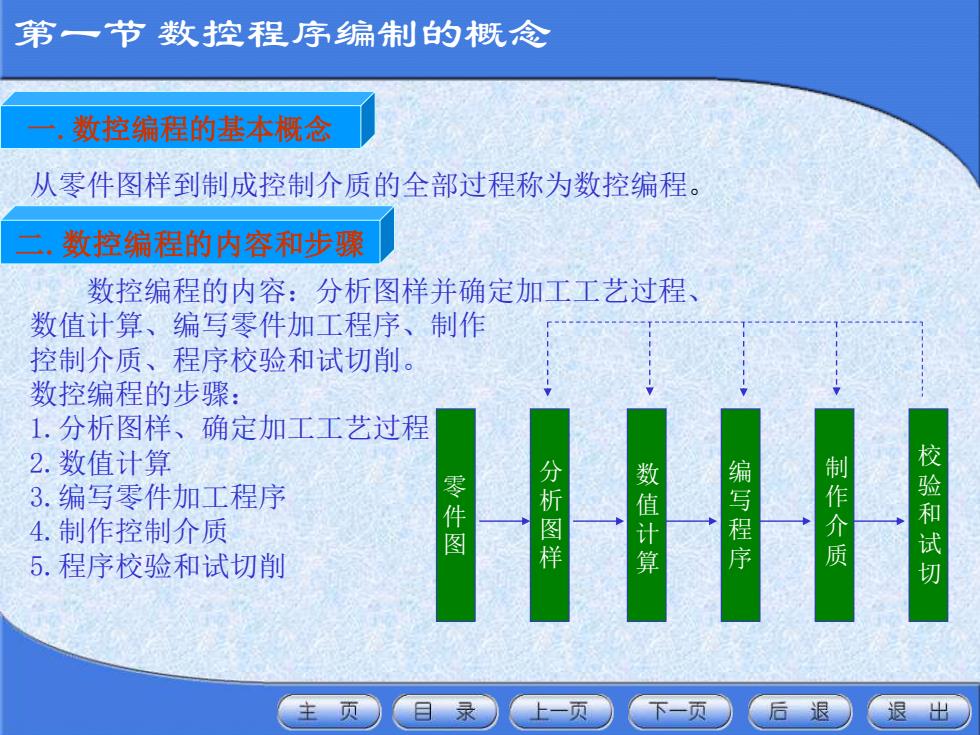
第一节数控程序编制的概念 数控编程的基本概念 从零件图样到制成控制介质的全部过程称为数控编程。 二.数控编程的内容和步骤 数控编程的内容:分析图样并确定加工工艺过程、 数值计算、编写零件加工程序、制作 控制介质、程序校验和试切削。 数控编程的步骤: 1.分析图样、确定加工工艺过程 2.数值计算 3.编写零件加工程序 4.制作控制介质 零件图 分析图样 数值计算 编写程序 制作介质 5.程序校验和试切削 校验和试切 主页 目录 上一页 下一页 后退 退出
第一节 数控程序编制的概念 数控编程的内容:分析图样并确定加工工艺过程、 数值计算、编写零件加工程序、制作 控制介质、程序校验和试切削。 数控编程的步骤: 1.分析图样、确定加工工艺过程 2.数值计算 3.编写零件加工程序 4.制作控制介质 5.程序校验和试切削 零 件 图 分 析 图 样 数 值 计 算 编 写 程 序 制 作 介 质 校 验 和 试 切 一.数控编程的基本概念 二.数控编程的内容和步骤 从零件图样到制成控制介质的全部过程称为数控编程
第一节数控程序编制的概念 教案3 三,功能指令简介 程序段中的指令字可分为尺寸字和功能字(功能指令),功能指令 可分为:准备功能G指令、辅助功能M指令,以及F、S、T指令。 1.准备功能G指令 (1)准备功能G指令:使机床或数控系统建立起某种加工方式的指令 (2)模态代码(续效代码):该代码在一个程序段中被使用后就一直有效, 直到出现同组中的其它任一G代码时才失效。 (3)非模态代码(非续效代码):只在有该代码的程序段中有效的代码。 G指令通常位于程序段中尺寸字之前。 例N010G90G00X16S600T01M03: N020G01X8 Y6F100: N030 XO Y0: 页 目录 上一页 下一页 后退 退出
第一节 数控程序编制的概念 教案 3 程序段中的指令字可分为尺寸字和功能字(功能指令),功能指令 可分为:准备功能G指令、辅助功能M指令,以及F、S、T指令。 1.准备功能G指令 (1)准备功能G指令:使机床或数控系统建立起某种加工方式的指令。 (2)模态代码(续效代码):该代码在一个程序段中被使用后就一直有效, 直到出现同组中的其它任一G代码时才失效。 (3)非模态代码(非续效代码):只在有该代码的程序段中有效的代码。 G指令通常位于程序段中尺寸字之前。 例 N010 G90 G00 X16 S600 T01 M03; N020 G01 X8 Y6 F100; N030 X0 Y0; 三.功能指令简介
第一节数控程序编制的概念 教案3 2.辅助功能M指令 (1)程序停止指令 (M00) (2)选择停止指令(M01) (3)程序结束指令(M02) (4)与主轴有关的指令(M03、M04、M05) (5)换刀指令(M06) (6)与切削液有关的指令(M07、M08、MO9) (7)运动部件夹紧与松开(M10、M11) (8)程序结束指令(M30) 3.F、S、T指令 (1)进给速度指令。用进给速度指令用字母P及其后面的若干位数字来 表示,单位为mm/min或mm/r。 (2)主轴转速指令。用字母S及其后面的若干位数字来表示,单位为r/min (3)刀具号指令。 在自动换刀的数控机床中,该指令用以选择所需的刀 具号和刀补号。 主页 目录 上一页 下一页 后退 退出
第一节 数控程序编制的概念 教案 3 2.辅助功能M指令 (1)程序停止指令(M00) (2)选择停止指令(M01) (3)程序结束指令(M02) (4)与主轴有关的指令(M03、M04、M05) (5)换刀指令(M06) (6)与切削液有关的指令(M07、M08、M09) (7)运动部件夹紧与松开(M10、M11) (8)程序结束指令(M30) 3. F、S、T指令 用进给速度指令用字母F及其后面的若干位数字来 表示,单位为mm/min或mm/r。 用字母S及其后面的若干位数字来表示,单位为r/min 在自动换刀的数控机床中,该指令用以选择所需的刀 具号和刀补号。 (1)进给速度指令。 (2)主轴转速指令。 (3)刀具号指令