第2章 数控加工工艺基础 2.1基本概念 2.1.1生产过程和工艺过程 (1)生产过程 机械产品制造时,由原材料到该机械产品出厂的全部 劳动过程,称为生产过程。 机械产品的生产过程包括以下几个部分: ①生产的准备工作,如产品的开发设计和工艺设计, 专用装备的设计与制造,各种生产的组织及其其他生产所 需物资的准备工作。 ②原材料及半成品的运输与保管。 ③毛坯的制造过程,如铸造、锻造和冲压等
第2章 数控加工工艺基础 2.1 基本概念 2.1.1 生产过程和工艺过程 (1)生产过程 机械产品制造时,由原材料到该机械产品出厂的全部 劳动过程,称为生产过程。 机械产品的生产过程包括以下几个部分: ① 生产的准备工作,如产品的开发设计和工艺设计, 专用装备的设计与制造,各种生产的组织及其其他生产所 需物资的准备工作。 ② 原材料及半成品的运输与保管。 ③ 毛坯的制造过程,如铸造、锻造和冲压等
④零件的各种加工过程,如机械加工、焊接、热处理和 表面处理等。 ⑤部件和产品的装配过程,包括组装、部装等。 ⑥产品的检验、调试、油漆和包装等。 (2)工艺过程 改变对象的形状、尺寸、相对位置和性质,使其成为成 品或半成品的过程,称为工艺过程。工艺过程是生产过程的 主体,包括机械加工工艺过程、热处理工艺过程和装配工艺 过程等。 ①工序一个或一组工人,在一个工作地对一个或同时 对几个工件所连续完成的那一部分工艺过程,称为工序。划 分工序的依据是工作地是否发生变化和工作是否连续。 ②工步在加工表面(或装配时连接面)和加工(或装配) 工具不变的情况下,所连续完成的那一部分工序内容,称为工 步。划分工步的依据是加工表面和工具是否变化
④ 零件的各种加工过程,如机械加工、焊接、热处理和 表面处理等。 ⑤ 部件和产品的装配过程,包括组装、部装等。 ⑥ 产品的检验、调试、油漆和包装等。 (2)工艺过程 改变对象的形状、尺寸、相对位置和性质,使其成为成 品或半成品的过程,称为工艺过程。工艺过程是生产过程的 主体,包括机械加工工艺过程、热处理工艺过程和装配工艺 过程等。 ① 工序 一个或一组工人,在一个工作地对一个或同时 对几个工件所连续完成的那一部分工艺过程,称为工序。划 分工序的依据是工作地是否发生变化和工作是否连续。 ② 工步 在加工表面(或装配时连接面)和加工(或装配) 工具不变的情况下,所连续完成的那一部分工序内容,称为工 步。划分工步的依据是加工表面和工具是否变化
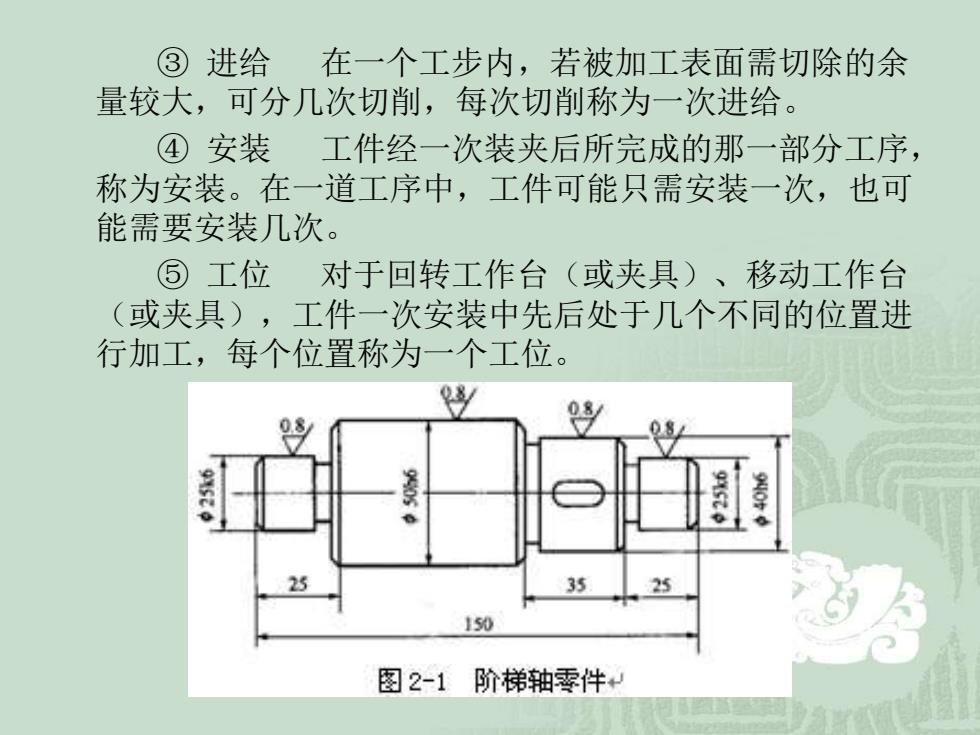
③进给 在一个工步内,若被加工表面需切除的余 量较大,可分几次切削,每次切削称为一次进给。 ④安装工件经一次装夹后所完成的那一部分工序, 称为安装。在一道工序中,工件可能只需安装一次,也可 能需要安装几次。 ⑤工位 对于回转工作台(或夹具)、移动工作台 (或夹具),工件一次安装中先后处于几个不同的位置进 行加工,每个位置称为一个工位。 08 08 805 25 35 25 10 图2-1阶梯轴零件
③ 进给 在一个工步内,若被加工表面需切除的余 量较大,可分几次切削,每次切削称为一次进给。 ④ 安装 工件经一次装夹后所完成的那一部分工序, 称为安装。在一道工序中,工件可能只需安装一次,也可 能需要安装几次。 ⑤ 工位 对于回转工作台(或夹具)、移动工作台 (或夹具),工件一次安装中先后处于几个不同的位置进 行加工,每个位置称为一个工位
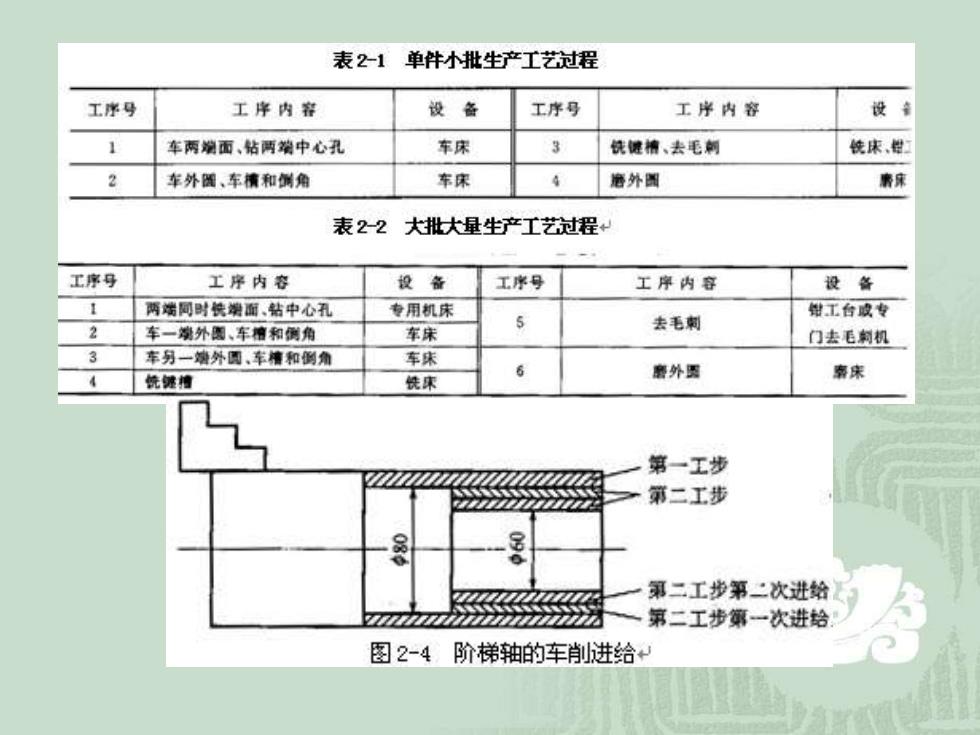
表2-1单件小批生产工过程 工序号 工岸内容 设备 工序号 工岸内容 设 1 车两端面、帖两装中心孔 车床 3 统健情、去毛钢 统床,铝 2 车外圈,车情和侧角 车床 磨外圆 秀床 表22 大批大量生产工过程+ 工序号 工序内容 设备 工序号 工序内容 设备 两端同时快湖面、粘中心孔 专用机床 5 细工台成专 2 车一增外圈、车槽和倒角 去毛刺 车床 门去毛制机 车另一增外圆,车灌和倒角 车床 6 统继槽 铁宋 警外图 密床 第一工步 第二工步 氟二工步第二次进给 第二工步第一次进给 图2-4阶梯轴的车削进给
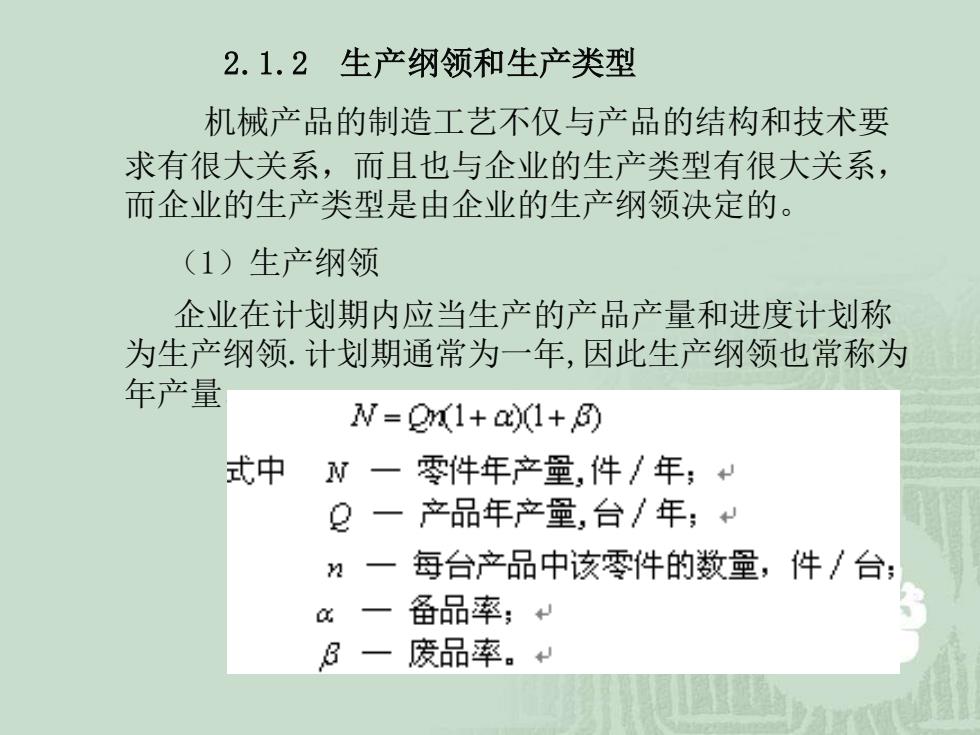
2.1.2生产纲领和生产类型 机械产品的制造工艺不仅与产品的结构和技术要 求有很大关系,而且也与企业的生产类型有很大关系, 而企业的生产类型是由企业的生产纲领决定的。 (1)生产纲领 企业在计划期内应当生产的产品产量和进度计划称 为生产纲领.计划期通常为一年,因此生产纲领也常称为 年产量 N=Qm1+a01+ 式中 N一 零件年产量,件/年; Q一产品年产量,台/年; 每台产品中该零件的数量,件/台: 备品率; 一 废品率
2.1.2 生产纲领和生产类型 机械产品的制造工艺不仅与产品的结构和技术要 求有很大关系,而且也与企业的生产类型有很大关系, 而企业的生产类型是由企业的生产纲领决定的。 (1)生产纲领 企业在计划期内应当生产的产品产量和进度计划称 为生产纲领.计划期通常为一年,因此生产纲领也常称为 年产量