第3章 数控车削加工工艺 3.1数控车削加工工艺概述 3.1.1数控车削加工的主要对象 数控车削是数控加工中用得最多的加工方法之一。 由于数控车床具有加工精度高、能作直线和圆弧插补 (高档车床数控系统还有非圆弧曲线插补功能)以及在 加工过程中能自动变速等特点,因此其加工范围较普通 车床宽得多。针对数控车床的特点,下列几种零件最适 合数控车床削加工。 (1)轮廓形状特别复杂或难于控制尺寸的回转体零 件 (2)精度要求高的回转体零件 (3)带特殊螺纹的回转体零件
第3章 数控车削加工工艺 3.1 数控车削加工工艺概述 3.1.1 数控车削加工的主要对象 数控车削是数控加工中用得最多的加工方法之一。 由于数控车床具有加工精度高、能作直线和圆弧插补 (高档车床数控系统还有非圆弧曲线插补功能)以及在 加工过程中能自动变速等特点,因此其加工范围较普通 车床宽得多。针对数控车床的特点,下列几种零件最适 合数控车床削加工。 (1)轮廓形状特别复杂或难于控制尺寸的回转体零 件 (2)精度要求高的回转体零件 (3)带特殊螺纹的回转体零件
30 24 8 8 R0.2 8 30 45 图31成型内腔壳体零件示例 组成零件轮廓的曲线可以是数学方程式表述的曲线,也可 以是列表曲线。对于由直线或圆弧组成的轮廓,直接利用机床 的直线或圆弧插补功能。对于由非圆曲线组成的轮廓,可以用 非圆曲线插补功能;若所选机床没有非圆曲线插补功能,则应先 用直线或圆弧去逼近,然后再用直线或圆弧插补功能进行插补 切削
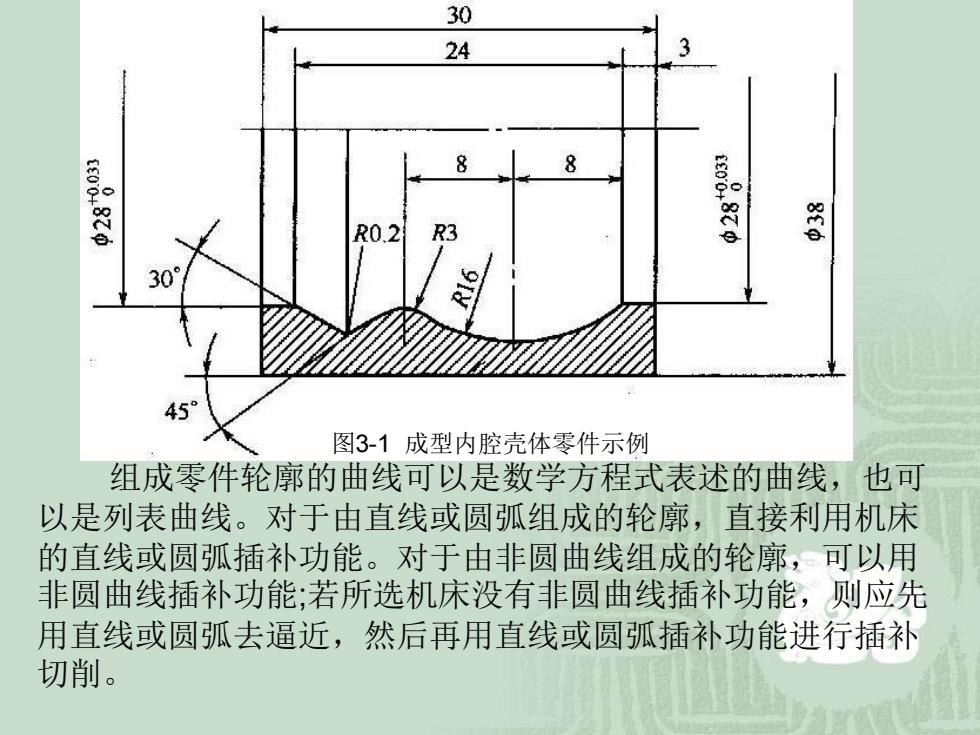
图3-1 成型内腔壳体零件示例 组成零件轮廓的曲线可以是数学方程式表述的曲线,也可 以是列表曲线。对于由直线或圆弧组成的轮廓,直接利用机床 的直线或圆弧插补功能。对于由非圆曲线组成的轮廓,可以用 非圆曲线插补功能;若所选机床没有非圆曲线插补功能,则应先 用直线或圆弧去逼近,然后再用直线或圆弧插补功能进行插补 切削
3.1.2数控车削加工工艺的基本特点 数控车床加工的程序是数控车床的指令性文 件。,数控车床受控于程序指令,加工的全过程都 是按程序指令自动进行的。数控车床加工程序不 仅要包括零件的工艺过程,而且还有包括切削用 量,走刀路线,刀具尺寸以及车床的运动过程。 3.1.3数控车削加工工艺的主要内容 (1)选择适合在数控车床上加工的零件,确 定工序内容。 (2)恒线被加工零件的图纸,明确加工内容 及技术要求。 (3)确定零件的加工方案,制定数控加工工 艺路线。 (4)加工工序的设计。 (5)数控加工程序的调整
3.1.2 数控车削加工工艺的基本特点 数控车床加工的程序是数控车床的指令性文 件。数控车床受控于程序指令,加工的全过程都 是按程序指令自动进行的。数控车床加工程序不 仅要包括零件的工艺过程,而且还有包括切削用 量,走刀路线,刀具尺寸以及车床的运动过程。 3.1.3 数控车削加工工艺的主要内容 (1)选择适合在数控车床上加工的零件,确 定工序内容。 (2)恒线被加工零件的图纸,明确加工内容 及技术要求。 (3)确定零件的加工方案,制定数控加工工 艺路线。 (4)加工工序的设计。 (5)数控加工程序的调整
3.2数控车削加工工艺分析 其主要内容由:分析零件图纸、确定工具在车床上的 装夹方式、各表面的加工顺序和刀具的进给路线以及刀具、 夹具和切削用量的选择等。 3.2.1数控车削加工零件的工艺性分析 (1)零件图分析 ①尺寸标注方法分析 ②轮廓几何要素分析 ③精度及技术要求分析
3.2 数控车削加工工艺分析 其主要内容由:分析零件图纸、确定工具在车床上的 装夹方式、各表面的加工顺序和刀具的进给路线以及刀具、 夹具和切削用量的选择等。 3.2.1 数控车削加工零件的工艺性分析 (1)零件图分析 ①尺寸标注方法分析 ②轮廓几何要素分析 ③精度及技术要求分析
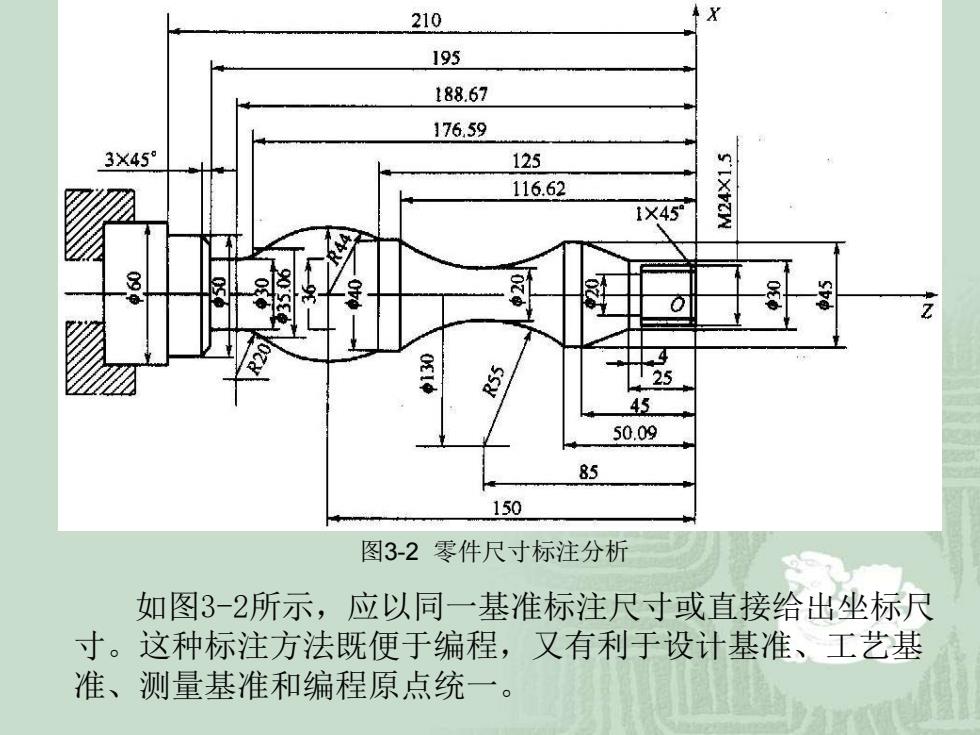
210 X 195 188.67 176.59 3X45° 125 116.62 1X45 8 T25 45 50.09 85 150 图3-2零件尺寸标注分析 如图3-2所示,应以同一基准标注尺寸或直接给出坐标尺 寸。这种标注方法既便于编程,又有利于设计基准、工艺基 准、测量基准和编程原点统一
图3-2 零件尺寸标注分析 如图3-2所示,应以同一基准标注尺寸或直接给出坐标尺 寸。这种标注方法既便于编程,又有利于设计基准、工艺基 准、测量基准和编程原点统一