数控技术及应用教案及讲稿 下部分:数控加工工艺 第一讲 一、备课教案 适用专业机械设计制造及其自动化讲次 上课 第一讲时间 年月日节 第一章数控加工中工件的装夹与定位 第一节机床夹具的概述 一、 机床夹具的定义 二、机床夹具的组成 掌握机床夹具的定义、组成和分类 三、机床夹具的分类 容 第二节工件的定位 提 、六点定位原理 纲 理解六占定位原理、定位与夹 二、六点定位原理的应用 的关系:掌据完全定位、不完全 及 定位、欠定位和过定位的概念 三、定位与夹紧的关系 求」 第三节定位基准的选择原则 一、粗基准选择 二、精基准的选择原则 掌握粗、精基准的选择原则:了 解辅助基准的选择 三、辅助基准的选择 教学实施手段 效果记录 机床夹具的定义、组成和分类: 课堂讲授 完全定位、不完全定位、欠定位利 课堂讨论 点 洁定选择原则。 现场示教 小结讲评 完全定位、不完全定位、欠定位和 其它 点 被定精整的选择原则 教具 CAL,黑板 教 徐宏海主编数控加工工艺北京:化 学 学工业出版社,2004 书 记 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 1 第一讲 一、备课教案 适用专业 机械设计制造及其自动化 讲次 第一讲 上课 时间 年 月 日 节 教 学 内 容 提 纲 及 要 求 第一章 数控加工中工件的装夹与定位 第一节 机床夹具的概述 一、机床夹具的定义 二、机床夹具的组成 掌握机床夹具的定义、组成和分类 三、机床夹具的分类 第二节 工件的定位 一、六点定位原理 理解六点定位原理、定位与夹紧 的关系;掌握完全定位、不完全 定位、欠定位和过定位的概念 二、六点定位原理的应用 三、定位与夹紧的关系 第三节 定位基准的选择原则 一、粗基准选择 掌握粗、精基准的选择原则;了 解辅助基准的选择 二、精基准的选择原则 三、辅助基准的选择 重 点 机床夹具的定义、组成和分类; 完全定位、不完全定位、欠定位和 过定位的概念; 粗、精基准的选择原则。 教学实施手段 效果记录 课堂讲授 √ 课堂讨论 √ 现场示教 小结讲评 难 点 完全定位、不完全定位、欠定位和 过定位的概念; 粗、精基准的选择原则 其 它 教具 CAI,黑板 推 荐 参 考 书 徐宏海主编.数控加工工艺.北京:化 学工业出版社,2004 教 学 后 记
数控技术及应用教案及讲稿 下部分:数控加工工艺 二、讲稿 第一章数控加工中工件的装夹与定位 第一节机床夹具的概述 )机床夹具的定义 中的 为了在工件的某一部分加工出复合工艺规程要求的表面,加工萌需要使 古有 的位 在加 重力 振动 子新明年当样瑞衫中工用并属丹工酸王好湖王·落m伸 床夹只。 (2)机床夹具的组成 机床夹具按其作用和功能通常可由定位元件、夹紧装置、安装连接元件、导向元件、对刀元件 和夹具体等几部分组成。 ①定位元件用于确定工件在夹具中的位置,使工件在加工是 相对刀具及运动轨迹有一个正确的位置。定位元件是夹具的主要功能 定技定位度接影响工件的加工度,常用的定位元件有 用 于保持 件在夹具中的 定位 不到 件(如压板、压块)、增力装置(如杠杆、螺旋、偏心轮)和动力源(如 气缸、液压缸)等组成部分。图1-2中,快卸垫圈5、螺母7及定位 销2上的螺栓构成了夹紧装置。 2” ③安装连接元件用于确定夹具在机床上的位置,从而保证工 件与机床之间的正确加工位置。 ④导向元件和对刀元件 件留用于确 具位置 并引导刀具进行加工的元件,称为导向元 对刀 用路是件为对刀元件,如 这类元件共同用于确定夹具与刀具之间所应具有的相对位置, 从而保证工件与刀具之间的正确加工位置。 是夹具的基础件,用来连接夹具上各个元件或装置,使之成为一个整体。夹具体也 用来与机床的有关部位相连接,图1-1中夹具体6. ⑥其他元件或装置根据加工需要,有些夹具上还可有分度装置、靠模装置、上下料装置、定 出器和平衡块等元件或装置 (3)机床夹具的作用与分类 具的作用 时,位恒持度仅能控在02见美 的 精度 使用夹具的作用之二 位置精度 受换作者技术的影响,同批生产件的质量也不稳 b.使用夹具可改变和扩大原机床的功能,实现“一机多用”。例如,在车床的床鞍上或摇臂钻床 的工作台上装上镗模,就可以进行箱体或支架类零件的镗孔加工,用以代替镗床加工;在创床上加 装夹具后可代拉床进行拉削加工。 c.使用夹具后,不仅省去划线找正等辅助时间,而且有时还可采用高效率的多件、多位、机动 夹紧装置,缩短辅助时间,从而大大提高劳动生产率。 .用夹具装夹工件方便、省力、安全。当采用气动、液压等夹紧装置时,可减轻工人的劳动强 度花产中使用具时,由于劳动生产率提高和允许使用技术等级拉的工人作故 兰州交通大学机电工程学院 2
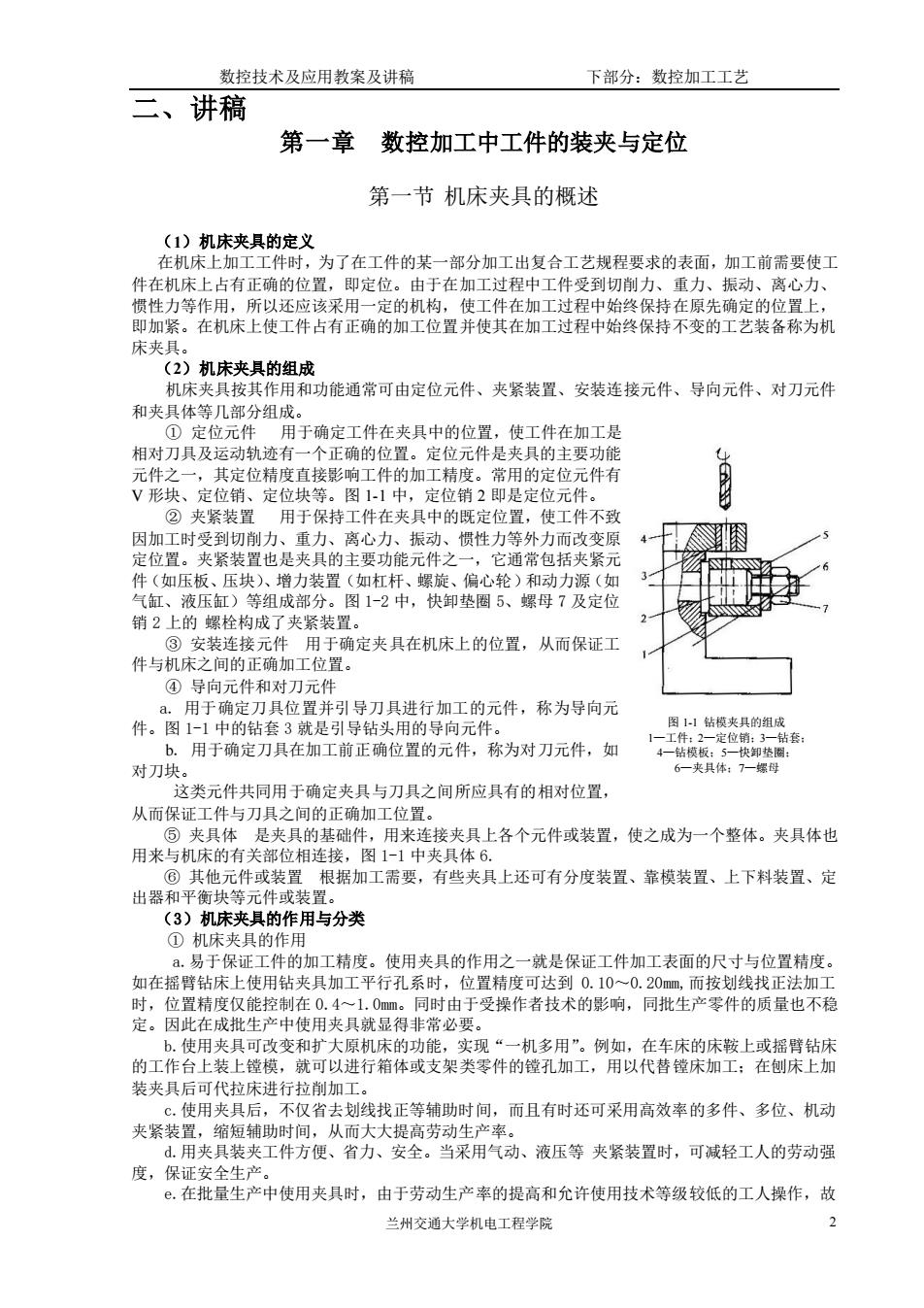
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 2 图 1-1 钻模夹具的组成 1—工件;2—定位销;3—钻套; 4—钻模板;5—快卸垫圈; 6—夹具体;7—螺母 二、讲稿 第一章 数控加工中工件的装夹与定位 第一节 机床夹具的概述 (1)机床夹具的定义 在机床上加工工件时,为了在工件的某一部分加工出复合工艺规程要求的表面,加工前需要使工 件在机床上占有正确的位置,即定位。由于在加工过程中工件受到切削力、重力、振动、离心力、 惯性力等作用,所以还应该采用一定的机构,使工件在加工过程中始终保持在原先确定的位置上, 即加紧。在机床上使工件占有正确的加工位置并使其在加工过程中始终保持不变的工艺装备称为机 床夹具。 (2)机床夹具的组成 机床夹具按其作用和功能通常可由定位元件、夹紧装置、安装连接元件、导向元件、对刀元件 和夹具体等几部分组成。 ① 定位元件 用于确定工件在夹具中的位置,使工件在加工是 相对刀具及运动轨迹有一个正确的位置。定位元件是夹具的主要功能 元件之一,其定位精度直接影响工件的加工精度。常用的定位元件有 V 形块、定位销、定位块等。图 1-1 中,定位销 2 即是定位元件。 ② 夹紧装置 用于保持工件在夹具中的既定位置,使工件不致 因加工时受到切削力、重力、离心力、振动、惯性力等外力而改变原 定位置。夹紧装置也是夹具的主要功能元件之一,它通常包括夹紧元 件(如压板、压块)、增力装置(如杠杆、螺旋、偏心轮)和动力源(如 气缸、液压缸)等组成部分。图 1-2 中,快卸垫圈 5、螺母 7 及定位 销 2 上的 螺栓构成了夹紧装置。 ③ 安装连接元件 用于确定夹具在机床上的位置,从而保证工 件与机床之间的正确加工位置。 ④ 导向元件和对刀元件 a. 用于确定刀具位置并引导刀具进行加工的元件,称为导向元 件。图 1-1 中的钻套 3 就是引导钻头用的导向元件。 b. 用于确定刀具在加工前正确位置的元件,称为对刀元件,如 对刀块。 这类元件共同用于确定夹具与刀具之间所应具有的相对位置, 从而保证工件与刀具之间的正确加工位置。 ⑤ 夹具体 是夹具的基础件,用来连接夹具上各个元件或装置,使之成为一个整体。夹具体也 用来与机床的有关部位相连接,图 1-1 中夹具体 6. ⑥ 其他元件或装置 根据加工需要,有些夹具上还可有分度装置、靠模装置、上下料装置、定 出器和平衡块等元件或装置。 (3)机床夹具的作用与分类 ① 机床夹具的作用 a.易于保证工件的加工精度。使用夹具的作用之一就是保证工件加工表面的尺寸与位置精度。 如在摇臂钻床上使用钻夹具加工平行孔系时,位置精度可达到 0.10~0.20mm,而按划线找正法加工 时,位置精度仅能控制在 0.4~1.0mm。同时由于受操作者技术的影响,同批生产零件的质量也不稳 定。因此在成批生产中使用夹具就显得非常必要。 b.使用夹具可改变和扩大原机床的功能,实现“一机多用”。例如,在车床的床鞍上或摇臂钻床 的工作台上装上镗模,就可以进行箱体或支架类零件的镗孔加工,用以代替镗床加工;在刨床上加 装夹具后可代拉床进行拉削加工。 c.使用夹具后,不仅省去划线找正等辅助时间,而且有时还可采用高效率的多件、多位、机动 夹紧装置,缩短辅助时间,从而大大提高劳动生产率。 d.用夹具装夹工件方便、省力、安全。当采用气动、液压等 夹紧装置时,可减轻工人的劳动强 度,保证安全生产。 e.在批量生产中使用夹具时,由于劳动生产率的提高和允许使用技术等级较低的工人操作,故
数控技术及应用教案及讲稿 下部分:数控加工工艺 可明显的降低生产成本。但在单件生产中,使用夹具的生产成本则较高。 ②机床夹具的分类 机床来具的种类很名:按使用机床类型分类可分为车床夹具贷庆来钻床夹床夹具 夹具和 用夹电动 组夹及组 般可分为通用夹具、专 通用夹具的结构、尺寸己规格化,且具有很大的通用性,无需调整或稍加调整就可装夹不同 的工件。如三爪自定心卡盘、四爪单动卡盘、机床用平口虎钳、方能分度头、顶尖、中心架、电 吸盘等, 般己作为通用机床的附件,有专业厂生产。采用这类夹具可缩短生产准备周期,减少夹 具品种,从而降低生产成本。其缺点是定位于加紧费时,生产率较低,故主要适用于单件、小批量 的生产 b.专用夹具是针对某一工件的某一工序而专门设计和制造的。因为不考虑通用性,所以夹具可 设计的结构紧凑,操作方便。由于这类夹具设计与制造周期长,产品变更后无法利用,因此适用于 、、。成组可调夹具是针对通夹具和专用夹具的缺陷而发展丽 大批大目 如图1之不加工某种工件后, 种虹件的幸使用有较好的 阳 计,用 这种夹具用后可拆卸存放,当 重新组装时有可循环使用。由于组合夹具的标准元件可以预先制造备存,还具有多次反复使用和组 装迅速等特点,所以在单件,中、小批生产,数控加工和新产品试制中特别适用。 辅助工具】 机床 工件 刀 连提元件定位元行夹紧装国其置对刀、号元件 夹具 夹吴体 图1一 专用夹具的组成及各部分与工艺系统的联系 图 组合夹具 兰州交通大学机电工程学院
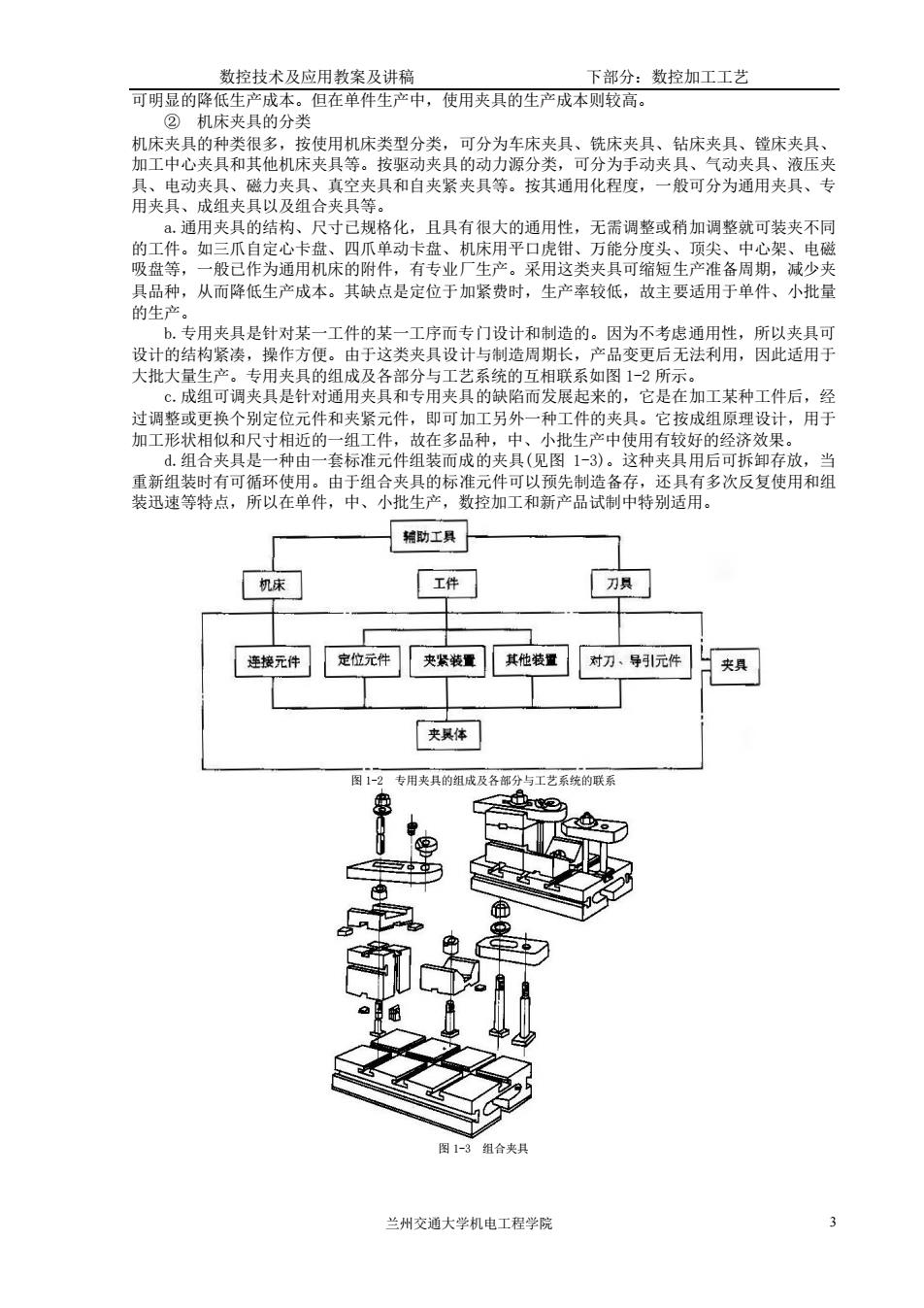
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 3 可明显的降低生产成本。但在单件生产中,使用夹具的生产成本则较高。 ② 机床夹具的分类 机床夹具的种类很多,按使用机床类型分类,可分为车床夹具、铣床夹具、钻床夹具、镗床夹具、 加工中心夹具和其他机床夹具等。按驱动夹具的动力源分类,可分为手动夹具、气动夹具、液压夹 具、电动夹具、磁力夹具、真空夹具和自夹紧夹具等。按其通用化程度,一般可分为通用夹具、专 用夹具、成组夹具以及组合夹具等。 a.通用夹具的结构、尺寸已规格化,且具有很大的通用性,无需调整或稍加调整就可装夹不同 的工件。如三爪自定心卡盘、四爪单动卡盘、机床用平口虎钳、万能分度头、顶尖、中心架、电磁 吸盘等,一般已作为通用机床的附件,有专业厂生产。采用这类夹具可缩短生产准备周期,减少夹 具品种,从而降低生产成本。其缺点是定位于加紧费时,生产率较低,故主要适用于单件、小批量 的生产。 b.专用夹具是针对某一工件的某一工序而专门设计和制造的。因为不考虑通用性,所以夹具可 设计的结构紧凑,操作方便。由于这类夹具设计与制造周期长,产品变更后无法利用,因此适用于 大批大量生产。专用夹具的组成及各部分与工艺系统的互相联系如图 1-2 所示。 c.成组可调夹具是针对通用夹具和专用夹具的缺陷而发展起来的,它是在加工某种工件后,经 过调整或更换个别定位元件和夹紧元件,即可加工另外一种工件的夹具。它按成组原理设计,用于 加工形状相似和尺寸相近的一组工件,故在多品种,中、小批生产中使用有较好的经济效果。 d.组合夹具是一种由一套标准元件组装而成的夹具(见图 1-3)。这种夹具用后可拆卸存放,当 重新组装时有可循环使用。由于组合夹具的标准元件可以预先制造备存,还具有多次反复使用和组 装迅速等特点,所以在单件,中、小批生产,数控加工和新产品试制中特别适用。 图 1-2 专用夹具的组成及各部分与工艺系统的联系 图 1-3 组合夹具
数控技术及应用教案及讲稿 下部分:数控加工工艺 第二节工件的定位 1.2.1六点定位原理 T件在空间且右六个白由府,阳沿文,文z二个直角坐标轴方向的移动白由度下 、三和绕这三个坐标轴的转动自由度】 、。因此 ,要完全确定工件的位置,就必须消除这 六个自由度,通常用六个支承点(即定位元件)来限制工件的六个自由度,其中每个支承点限制相 二个自由度,如图1-5所 .在xOw平面上. 百线上的 、古话占 件的三、 应的个自即及文平面森为主基准面:在2平面上,沿长度方向布宫的两限制了 占 限制了工件 的、三两个自由度,这个平面称为导向平面:工件在x0红平面上,被一个支承点限制了)一个自 由度,这个平面称为止动平面。 综上所述,若要徒件推夹头中获得唯一确定的位量,就需要在夹具上合理的设置相当于定位 元件的六个支承点,使工件的定位基准与定位元件紧贴接触,即可消除工件的所有六个自由度,这 就是工件的六点定位原理。 1.2.2六点定位原理的应用 六点定位原理对于任何形状工件的定位都是适用的,如果违背了这个原理,工件在夹具中的位 置就不能完全确定。然而,用工件的六点定位原理定位时,必须根据具体加工要求灵活运用,工件 形状不同,定位表面不同,定位点的布置情况会各不相同,宗旨是使用最简单的定位方法,使工件 在夹具中迅速获得正确的位置。 工件的六 自由度全部被夹具中 的定位 件所限制,而在夹具中 占有完全确定的 如图6 工件端面紧贴在支点, 2、3上,限制 、自由度:工件内孔紧靠支承点 4、5,限制 :两个自由度 健侧面靠在支承点6上,限制自由度。图 (c)时图(b)中六 支承点所采用定 应件的具体 结构,以台阶面A代替1、2、3三个支承点:短销B代替4、5两个支 承点:健槽中的 防转销C代替支 的 同加工 支承点的数 曲监国时定和收不东金在 有些自由度对 不完全定位是允许 例说 五点定位如图1-7所示,钻削加工小孔D,工件以内孔和一个端面在夹具的心轴平面上定位, 限制工件、了、三、、五个自由度,相当于五个支承点定位,工件绕心轴的转动三不影响对小 孔D的加工要求。 兰州交通大学机电工程学院
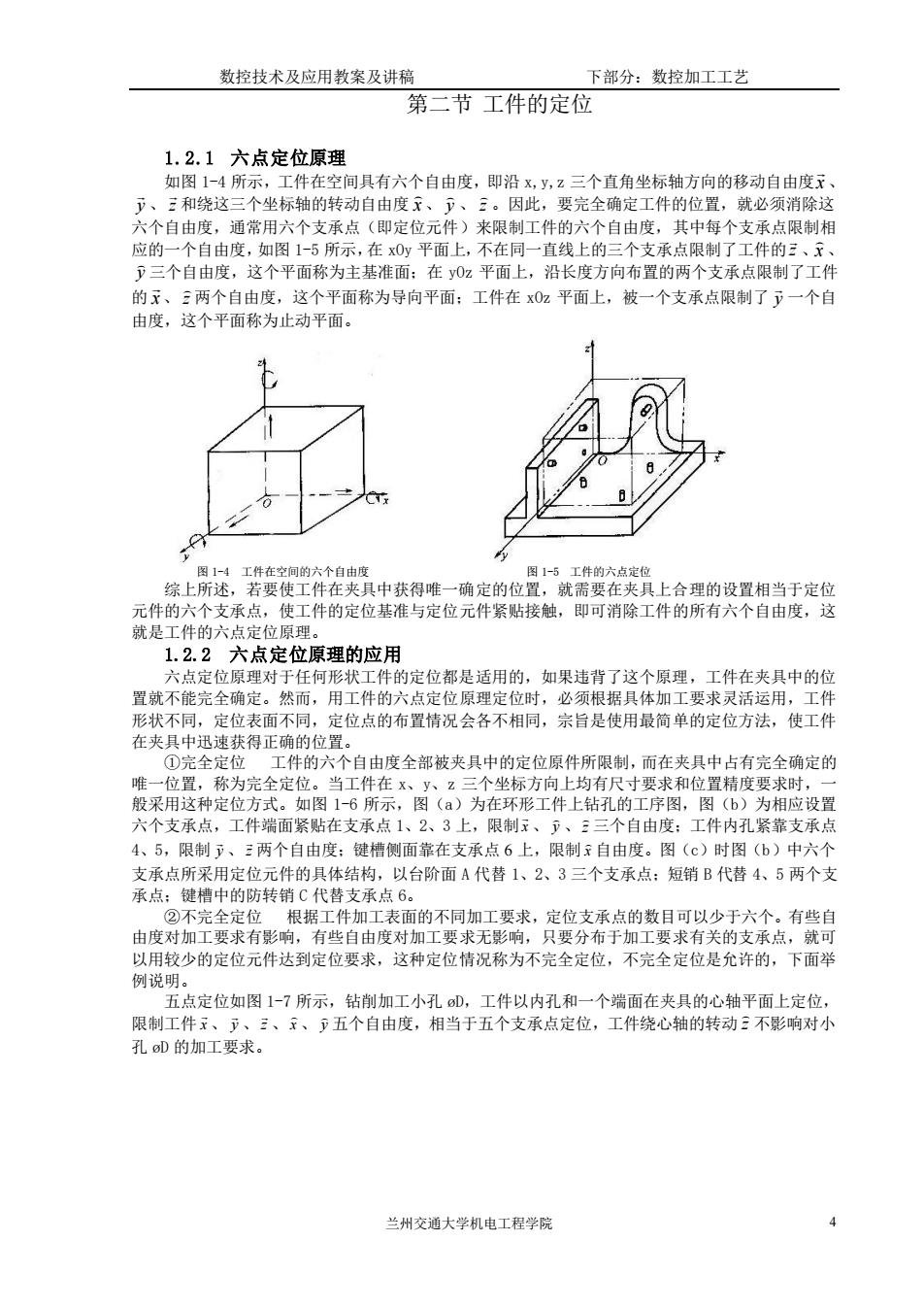
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 4 第二节 工件的定位 1.2.1 六点定位原理 如图 1-4 所示,工件在空间具有六个自由度,即沿 x,y,z 三个直角坐标轴方向的移动自由度 x 、 y 、 z 和绕这三个坐标轴的转动自由度 x 、 y 、 z 。因此,要完全确定工件的位置,就必须消除这 六个自由度,通常用六个支承点(即定位元件)来限制工件的六个自由度,其中每个支承点限制相 应的一个自由度,如图 1-5 所示,在 xOy 平面上,不在同一直线上的三个支承点限制了工件的 z 、x 、 y 三个自由度,这个平面称为主基准面;在 yOz 平面上,沿长度方向布置的两个支承点限制了工件 的 x 、 z 两个自由度,这个平面称为导向平面;工件在 xOz 平面上,被一个支承点限制了 y 一个自 由度,这个平面称为止动平面。 图 1-4 工件在空间的六个自由度 图 1-5 工件的六点定位 综上所述,若要使工件在夹具中获得唯一确定的位置,就需要在夹具上合理的设置相当于定位 元件的六个支承点,使工件的定位基准与定位元件紧贴接触,即可消除工件的所有六个自由度,这 就是工件的六点定位原理。 1.2.2 六点定位原理的应用 六点定位原理对于任何形状工件的定位都是适用的,如果违背了这个原理,工件在夹具中的位 置就不能完全确定。然而,用工件的六点定位原理定位时,必须根据具体加工要求灵活运用,工件 形状不同,定位表面不同,定位点的布置情况会各不相同,宗旨是使用最简单的定位方法,使工件 在夹具中迅速获得正确的位置。 ①完全定位 工件的六个自由度全部被夹具中的定位原件所限制,而在夹具中占有完全确定的 唯一位置,称为完全定位。当工件在 x、y、z 三个坐标方向上均有尺寸要求和位置精度要求时,一 般采用这种定位方式。如图 1-6 所示,图(a)为在环形工件上钻孔的工序图,图(b)为相应设置 六个支承点,工件端面紧贴在支承点 1、2、3 上,限制 x 、 y 、z 三个自由度;工件内孔紧靠支承点 4、5,限制 y 、z 两个自由度;键槽侧面靠在支承点 6 上,限制 x 自由度。图(c)时图(b)中六个 支承点所采用定位元件的具体结构,以台阶面 A 代替 1、2、3 三个支承点;短销 B 代替 4、5 两个支 承点;键槽中的防转销 C 代替支承点 6。 ②不完全定位 根据工件加工表面的不同加工要求,定位支承点的数目可以少于六个。有些自 由度对加工要求有影响,有些自由度对加工要求无影响,只要分布于加工要求有关的支承点,就可 以用较少的定位元件达到定位要求,这种定位情况称为不完全定位,不完全定位是允许的,下面举 例说明。 五点定位如图 1-7 所示,钻削加工小孔 øD,工件以内孔和一个端面在夹具的心轴平面上定位, 限制工件 x 、 y 、z 、x 、 y 五个自由度,相当于五个支承点定位,工件绕心轴的转动 z 不影响对小 孔 øD 的加工要求
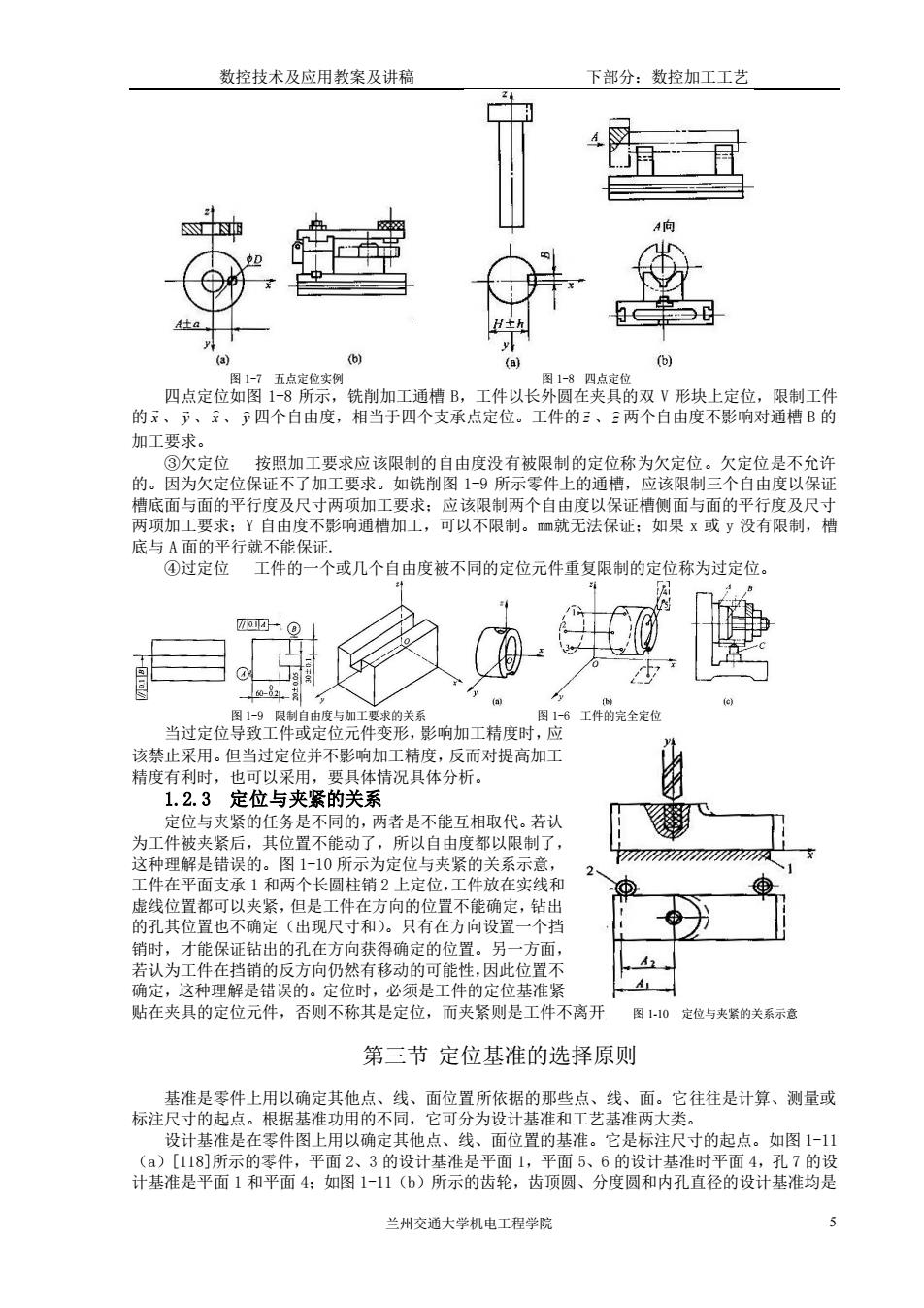
数控技术及应用教案及讲稿 下部分:数控加工工艺 、定食如图四←自所变 工件以长纵在宜 的子 定位称为定位欠定位是不允 :应该限制两个自由度以保证槽侧面与面的平行度及尺 两项加工要求:Y自由度不影响通梧加工,可以不限制。就无法保证如果或y没有限制,槽 底与A面的平行就不能保证 ④过定位 工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。 aa 国1-9限制自由度与加工 的 -6工件的完全定位 当过定位导致工件或定位元件变形,影响加工精度时,应 该禁止采用。但当过定位并不影响加工精度,反而对提高加工 精度有利时,也可以采用,要具体情况具体分析。 1.2.3定位与夹紧的关系 定位与夹紧的任务是不同的,两者是不能互相取代。若认 为工件被夹紧后,其位置不能动了,所以自由度都以限制了, 这种理解是错误的知0所示为定位与夹紧的春和 3 定(出现尺寸和。只有在方的设置 才能保证钻出的孔在方向获得确定的位罗。另 若认为工件在挡销的反方向仍然有移动的可能性,因此位置不 确定,这种理解是错误的。定位时,必须是工件的定位基准紧 贴在夹具的定位元件,否则不称其是定位,而夹紧则是工件不离开图10定位与夹紧的关系示意 第三节定位基准的选择原则 基准是零件上用以确定其他点、线、面位置所依据的那些点、线、面。它往往是计算、测量或 标注尺寸的起 以确定 面位置的 住。七 ,分 兰州交通大学机电工程学院 5
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 5 图 1-7 五点定位实例 图 1-8 四点定位 四点定位如图 1-8 所示,铣削加工通槽 B,工件以长外圆在夹具的双 V 形块上定位,限制工件 的 x 、 y 、 x 、 y 四个自由度,相当于四个支承点定位。工件的 z 、z 两个自由度不影响对通槽 B 的 加工要求。 ③欠定位 按照加工要求应该限制的自由度没有被限制的定位称为欠定位。欠定位是不允许 的。因为欠定位保证不了加工要求。如铣削图 1-9 所示零件上的通槽,应该限制三个自由度以保证 槽底面与面的平行度及尺寸两项加工要求;应该限制两个自由度以保证槽侧面与面的平行度及尺寸 两项加工要求;Y 自由度不影响通槽加工,可以不限制。㎜就无法保证;如果 x 或 y 没有限制,槽 底与 A 面的平行就不能保证. ④过定位 工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。 图 1-9 限制自由度与加工要求的关系 图 1-6 工件的完全定位 当过定位导致工件或定位元件变形,影响加工精度时,应 该禁止采用。但当过定位并不影响加工精度,反而对提高加工 精度有利时,也可以采用,要具体情况具体分析。 1.2.3 定位与夹紧的关系 定位与夹紧的任务是不同的,两者是不能互相取代。若认 为工件被夹紧后,其位置不能动了,所以自由度都以限制了, 这种理解是错误的。图 1-10 所示为定位与夹紧的关系示意, 工件在平面支承 1 和两个长圆柱销 2 上定位,工件放在实线和 虚线位置都可以夹紧,但是工件在方向的位置不能确定,钻出 的孔其位置也不确定(出现尺寸和)。只有在方向设置一个挡 销时,才能保证钻出的孔在方向获得确定的位置。另一方面, 若认为工件在挡销的反方向仍然有移动的可能性,因此位置不 确定,这种理解是错误的。定位时,必须是工件的定位基准紧 贴在夹具的定位元件,否则不称其是定位,而夹紧则是工件不离开定位元件。 第三节 定位基准的选择原则 基准是零件上用以确定其他点、线、面位置所依据的那些点、线、面。它往往是计算、测量或 标注尺寸的起点。根据基准功用的不同,它可分为设计基准和工艺基准两大类。 设计基准是在零件图上用以确定其他点、线、面位置的基准。它是标注尺寸的起点。如图 1-11 (a)[118]所示的零件,平面 2、3 的设计基准是平面 1,平面 5、6 的设计基准时平面 4,孔 7 的设 计基准是平面 1 和平面 4;如图 1-11(b)所示的齿轮,齿顶圆、分度圆和内孔直径的设计基准均是 图 1-10 定位与夹紧的关系示意