第1章数控加工中工件的装夹与定位 。1.1机床夹具的概述 (1)机床夹具的定义 在机床上加工工件时,为了在工件的某一部分 加工出复合工艺规程要求的表面,加工前需要使工件 在机床上占有正确的位置,即定位。 使工件在加工过程中始终保持在原先确定的位置 上,即加紧。 在机床上使工件占有正确的加工位置并使其在加 工过程中始终保持不变的工艺装备称为机床夹具。 (2)机床夹具的组成 由定位元件、夹紧装置、安装连接元件、导向元 件、对刀元件和夹具体等几部分组成
第1章 数控加工中工件的装夹与定位 1.1 机床夹具的概述 (1)机床夹具的定义 在机床上加工工件时,为了在工件的某一部分 加工出复合工艺规程要求的表面,加工前需要使工件 在机床上占有正确的位置,即定位。 使工件在加工过程中始终保持在原先确定的位置 上,即加紧。 在机床上使工件占有正确的加工位置并使其在加 工过程中始终保持不变的工艺装备称为机床夹具。 (2)机床夹具的组成 由定位元件、夹紧装置、安装连接元件、导向元 件、对刀元件和夹具体等几部分组成
①定位元件 用于确定工件在夹具中的位置, 使工件在加工是相对刀具及运动轨迹有一个正确的 位置。常用的定位元件有V形块、定位销、定位块 等。 ②夹紧装置 用于保持工件在夹具中的既定 位置。它通常包括夹紧元件(如压板、压块)、增 力装置(如杠杆、螺旋、偏心轮)和动力源(如气 缸、液压缸)等组成部分。 ③安装连接元件用于确定夹具在机床上的 位置,从而保证工件与机床之间的正确加工位置。 ④导向元件和对刀元件 a.用于确定刀具位置并引导刀具进行加工的 元件,称为导向元件。 b.用于确定刀具在加工前正确位置的元件,今 称为对刀元件,如对刀块
① 定位元件 用于确定工件在夹具中的位置, 使工件在加工是相对刀具及运动轨迹有一个正确的 位置。常用的定位元件有V形块、定位销、定位块 等。 ② 夹紧装置 用于保持工件在夹具中的既定 位置。它通常包括夹紧元件(如压板、压块)、增 力装置(如杠杆、螺旋、偏心轮)和动力源(如气 缸、液压缸)等组成部分。 ③ 安装连接元件 用于确定夹具在机床上的 位置,从而保证工件与机床之间的正确加工位置。 ④ 导向元件和对刀元件 a. 用于确定刀具位置并引导刀具进行加工的 元件,称为导向元件。 b. 用于确定刀具在加工前正确位置的元件, 称为对刀元件,如对刀块
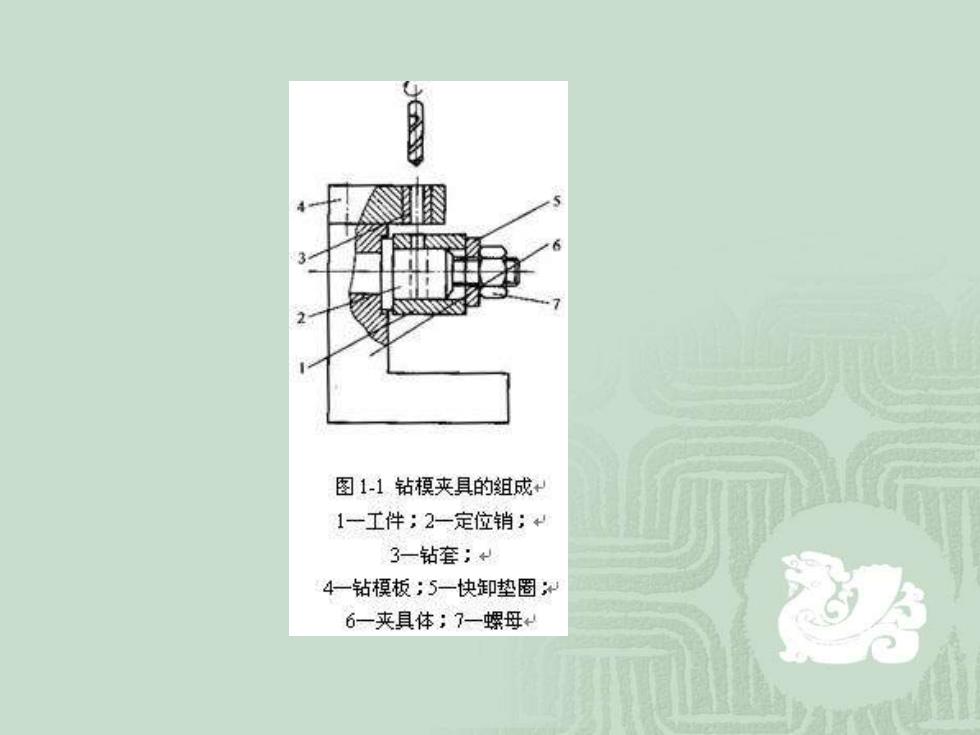
图1-1钻模夹具的组成 1一工件;2一定位销; 3一钻套; 4一钻模板;5一快卸垫圈 6一夹具体;7一螺母
⑤夹具体 是夹具的基础件,用来连接夹具上各个 元件或装置,使之成为一个整体。 (3)机床夹具的作用与分类 ①机床夹具的作用 a.易于保证工件的加工精度。 b.使用夹具可改变和扩大原机床的功能,实现“一机 多用”。 c.使用夹具后,不仅省去划线找正等辅助时间,而且 有时还可采用高效率的多件、多位、机动夹紧装置,缩短 辅助时间,从而大大提高劳动生产率。 d.用夹具装夹工件方便、省力、安全
⑤ 夹具体 是夹具的基础件,用来连接夹具上各个 元件或装置,使之成为一个整体。 (3)机床夹具的作用与分类 ① 机床夹具的作用 a.易于保证工件的加工精度。 b.使用夹具可改变和扩大原机床的功能,实现“一机 多用”。 c.使用夹具后,不仅省去划线找正等辅助时间,而且 有时还可采用高效率的多件、多位、机动夹紧装置,缩短 辅助时间,从而大大提高劳动生产率。 d.用夹具装夹工件方便、省力、安全
e.在批量生产中使用夹具时,由于劳动生产率的提高 和允许使用技术等级较低的工人操作,故可明显的降低生 产成本。 ② 机床夹具的分类 按使用机床类型分类,可分为车床夹具、铣床夹具、 钻床夹具、镗床夹具、加工中心夹具和其他机床夹具等。 按驱动夹具的动力源分类,可分为手动夹具、气动夹 具、液压夹具、电动夹具、磁力夹具、真空夹具和自夹紧 夹具等。 按其通用化程度,一般可分为通用夹具、专用夹具、 成组夹具以及组合夹具等
e.在批量生产中使用夹具时,由于劳动生产率的提高 和允许使用技术等级较低的工人操作,故可明显的降低生 产成本。 ② 机床夹具的分类 按使用机床类型分类,可分为车床夹具、铣床夹具、 钻床夹具、镗床夹具、加工中心夹具和其他机床夹具等。 按驱动夹具的动力源分类,可分为手动夹具、气动夹 具、液压夹具、电动夹具、磁力夹具、真空夹具和自夹紧 夹具等。 按其通用化程度,一般可分为通用夹具、专用夹具、 成组夹具以及组合夹具等