a.通用夹具的结构、尺寸已规格化,且具有很大的通 用性,无需调整或稍加调整就可装夹不同的工件。 b.专用夹具是针对某一工件的某一工序而专门设计和 制造的。因为不考虑通用性,所以夹具可设计的结构紧凑, 操作方便。 c.成组可调夹具是针对通用夹具和专用夹具的缺陷而 发展起来的,它是在加工某种工件后,经过调整或更换个 别定位元件和夹紧元件,即可加工另外一种工件的夹具。 d.组合夹具是一种由一套标准元件组装而成的夹具。 这种夹具用后可拆卸存放,当重新组装时有可循环使用
a.通用夹具的结构、尺寸已规格化,且具有很大的通 用性,无需调整或稍加调整就可装夹不同的工件。 b.专用夹具是针对某一工件的某一工序而专门设计和 制造的。因为不考虑通用性,所以夹具可设计的结构紧凑, 操作方便。 c.成组可调夹具是针对通用夹具和专用夹具的缺陷而 发展起来的,它是在加工某种工件后,经过调整或更换个 别定位元件和夹紧元件,即可加工另外一种工件的夹具。 d.组合夹具是一种由一套标准元件组装而成的夹具。 这种夹具用后可拆卸存放,当重新组装时有可循环使用
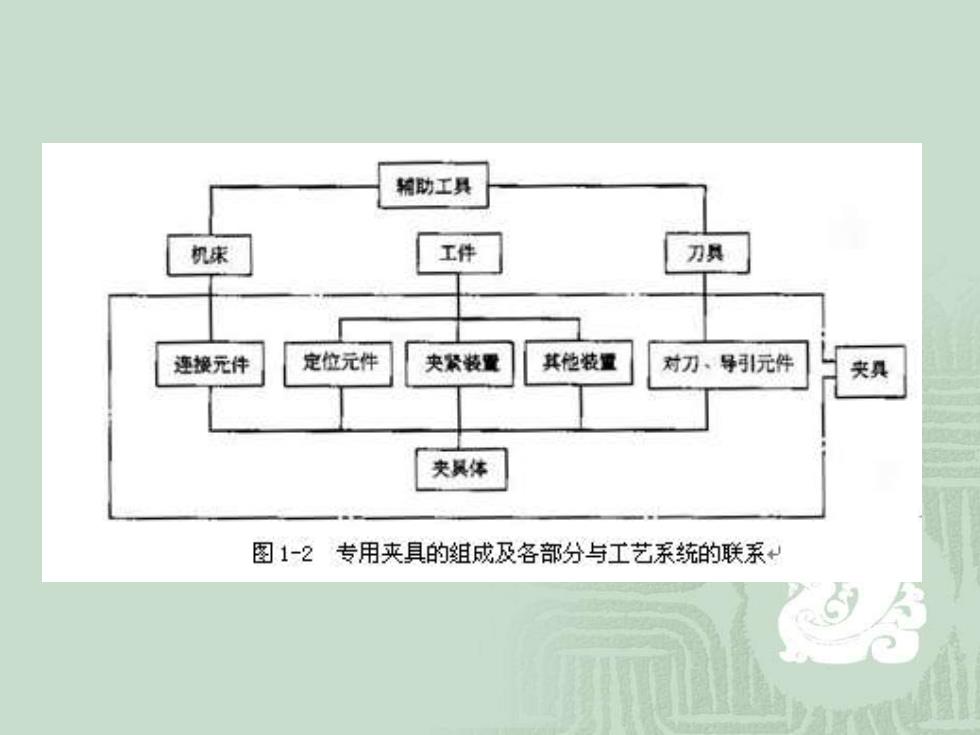
翰助工具 机东 工件 刀具 连接元件 定位元件 央紧装置 其位装量 对刀、导引元件 夹具 夹风体 图1-2专用夹具的组成及各部分与工艺系统的联系+
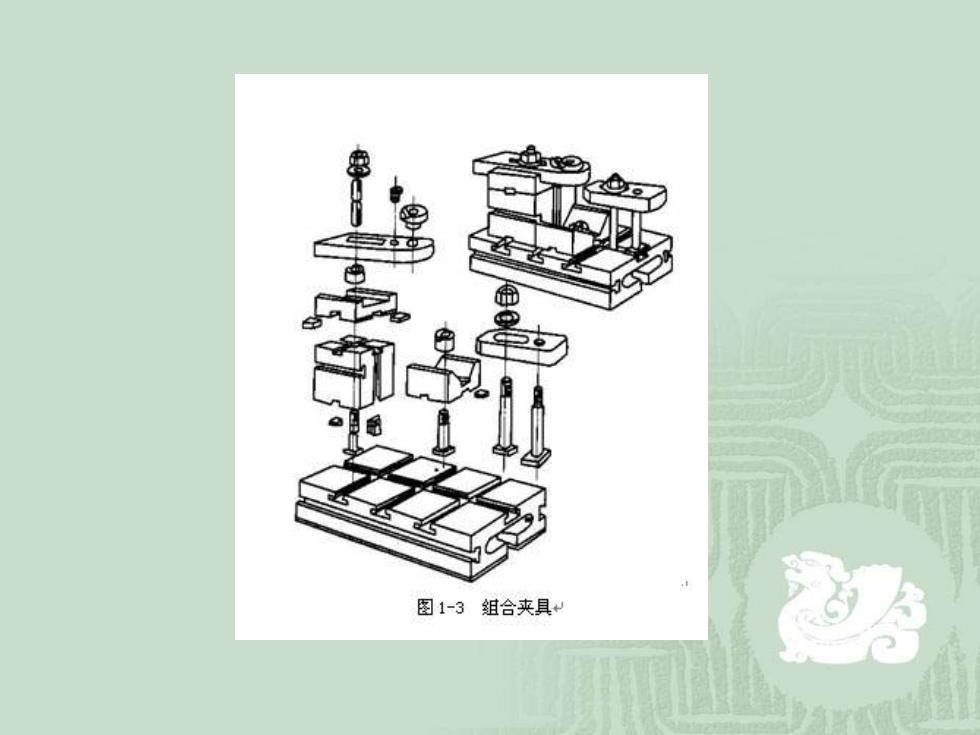
图1-3组合夹具
1.2工件的定位 1.2.1六点定位原理 若要使工件在夹具中获得唯一确定的位置,就 需要在夹具上合理的设置相当于定位元件的六个 支承点,使工件的定位基准与定位元件紧贴接触, 即可消除工件的所有六个自由度,这就是工件的 六点定位原理。 1.2.2六点定位原理的应用 ①完全定位工件的六个自由度全部被夹 具中的定位原件所限制,而在夹具中占有完全确 定的唯一位置,称为完全定位。 ②不完全定位根据工件加工表面的不同 加工要求,定位支承点的数目可以少于六个。 ③欠定位 按照加工要求应该限制的自由 度没有被限制的定位称为欠定位。欠定位是不允 许的
1.2 工件的定位 1.2.1 六点定位原理 若要使工件在夹具中获得唯一确定的位置,就 需要在夹具上合理的设置相当于定位元件的六个 支承点,使工件的定位基准与定位元件紧贴接触, 即可消除工件的所有六个自由度,这就是工件的 六点定位原理。 1.2.2 六点定位原理的应用 ① 完全定位 工件的六个自由度全部被夹 具中的定位原件所限制,而在夹具中占有完全确 定的唯一位置,称为完全定位。 ② 不完全定位 根据工件加工表面的不同 加工要求,定位支承点的数目可以少于六个。 ③ 欠定位 按照加工要求应该限制的自由 度没有被限制的定位称为欠定位。欠定位是不允 许的
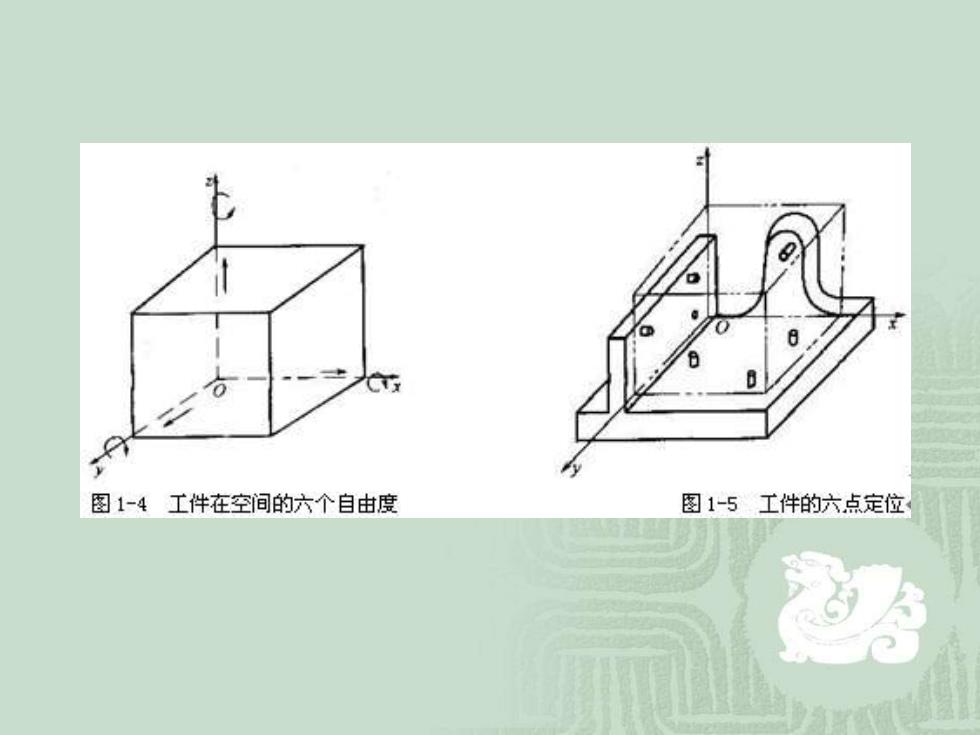
图1-4工件在空间的六个自由度 图1-5工件的六点定位