数控技术及应用教案及讲稿 下部分:数控加工工艺 第二讲 一、 备课教案 适用专业机械设计制造及其自动化讲次 第三讲 年月日节 第一章数控加工中工件的装夹与定位 第四节常见定位方式及定位元件 一、常见的定位方式 二、常见的定位元件 攀握常见的定位方式及定位元件 学 内容 第五节定位误差 提 一、定位误差的概念 纲 二、定位误差的计算 理解定位误差的概念:掌握定位 及 误差的计算方法 要 三、常见定位方式的定位误差 求」 教学实施手段 效果记录 课堂讲授 v 重 常见的定位方式及定位元件: 定位误左的之: 课堂讨论 点 定位误差的计算方法。 现场示教 小结讲评 隆 其它 定位误差的计算方法 点 教具 CAL,黑板 推 徐宏海主编数控加工工艺北京化 学工业出版社2004 后 书 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 1 第二讲 一、备课教案 适用专业 机械设计制造及其自动化 讲次 第二讲 上课 时间 年 月 日 节 教 学 内 容 提 纲 及 要 求 第一章 数控加工中工件的装夹与定位 第四节 常见定位方式及定位元件 一、常见的定位方式 二、常见的定位元件 掌握常见的定位方式及定位元件 第五节 定位误差 一、定位误差的概念 理解定位误差的概念;掌握定位 误差的计算方法 二、定位误差的计算 三、常见定位方式的定位误差 重 点 常见的定位方式及定位元件; 定位误差的概念; 定位误差的计算方法。 教学实施手段 效果记录 课堂讲授 √ 课堂讨论 √ 现场示教 小结讲评 难 点 定位误差的计算方法 其 它 教具 CAI,黑板 推 荐 参 考 书 徐宏海主编.数控加工工艺.北京:化 学工业出版社,2004 教 学 后 记
数控技术及应用教案及讲稿 下部分:数控加工工艺 二、讲稿 第一章数控加工中工件的装夹与定位 第四节常见定位方式及定位元件 工件的定位是通过工件上的定位基准面和夹具上定位元件工作表面之间的配合或接触实现的, 船应相据 件上定位准面的 形状 选择相应的定位元件。 常见定位方式及定位元件见表1一1」 (1)平面定位 工件以平面作为定位基准时,所用定位元件一般可分为“基本支承”和“辅助支承”两类。“基 本支承”用来限制工件的自由度,具有独立定位的作用。“辅助支承”用来加强工件的支承刚性,不 起限制工件自由度的作用。 表1常见定位元件及定位式 工件定位基准国 定位元件 定位方式简图 定位元件特点 限制的自由度 123-2,9 45- - 可设计为两个或 支承板 1.2-.主. 3-,2 ①基本支承 忘们的尺寸结构已系列化、标准化,可在夹具设计手册中查用。 装在夹具上后 承钉一般用于工件的 面支承。其结构右 如图1-21所示 图121支承钉 A型支承钉与工件接触面大,常用于定位平面较光滑的工件,即适用于精基准。B型,C型支承 钉与工件接触面小,适用于粗基准平面定位。C型齿纹支承钉的突出优点是定位面间摩擦力大,可 阻碍工件移动,加强定位稳定性。但齿纹槽中易积屑,一般常用于粗糙表面的侧面定位。 表以熊表 兰州交通大学机电工程学院
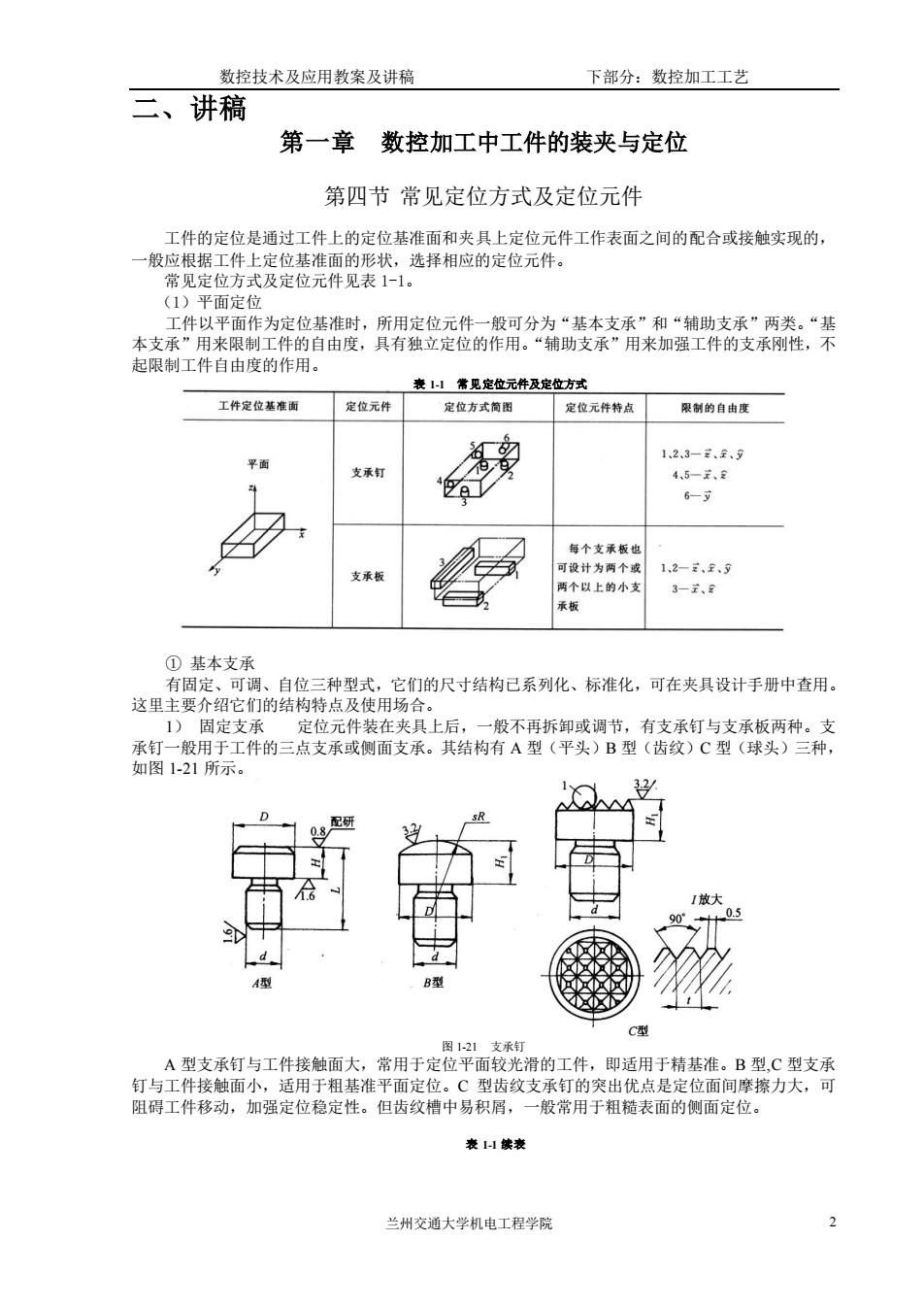
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 2 二、讲稿 第一章 数控加工中工件的装夹与定位 第四节 常见定位方式及定位元件 工件的定位是通过工件上的定位基准面和夹具上定位元件工作表面之间的配合或接触实现的, 一般应根据工件上定位基准面的形状,选择相应的定位元件。 常见定位方式及定位元件见表 1-1。 (1)平面定位 工件以平面作为定位基准时,所用定位元件一般可分为“基本支承”和“辅助支承”两类。“基 本支承”用来限制工件的自由度,具有独立定位的作用。“辅助支承”用来加强工件的支承刚性,不 起限制工件自由度的作用。 表 1-1 常见定位元件及定位方式 ① 基本支承 有固定、可调、自位三种型式,它们的尺寸结构已系列化、标准化,可在夹具设计手册中查用。 这里主要介绍它们的结构特点及使用场合。 1) 固定支承 定位元件装在夹具上后,一般不再拆卸或调节,有支承钉与支承板两种。支 承钉一般用于工件的三点支承或侧面支承。其结构有 A 型(平头)B 型(齿纹)C 型(球头)三种, 如图 1-21 所示。 图 1-21 支承钉 A 型支承钉与工件接触面大,常用于定位平面较光滑的工件,即适用于精基准。B 型,C 型支承 钉与工件接触面小,适用于粗基准平面定位。C 型齿纹支承钉的突出优点是定位面间摩擦力大,可 阻碍工件移动,加强定位稳定性。但齿纹槽中易积屑,一般常用于粗糙表面的侧面定位。 表 1-1 续表
数控技术及应用教案及讲稿 下部分:数控加工工艺 工件定位图 定公方式黄 定公元件特左餐制的日由置 1-.9 3-f. 1.13m,2.9 1,4-图 4-1.t 黄 一支 留 牢 举结纳 猫 个支们 个窄V形烧 B.E 好 这类固定支承钉, 一般用碳素工具钢T8经热处理至55~60HRC。与夹具体采用H76过盈配合, 当支承钉磨损后,较难更换。若需更换支承钉的应加套 ,衬套内孔与支承钉采用H7s6过渡配合。 兰州交通大学机电工程学院
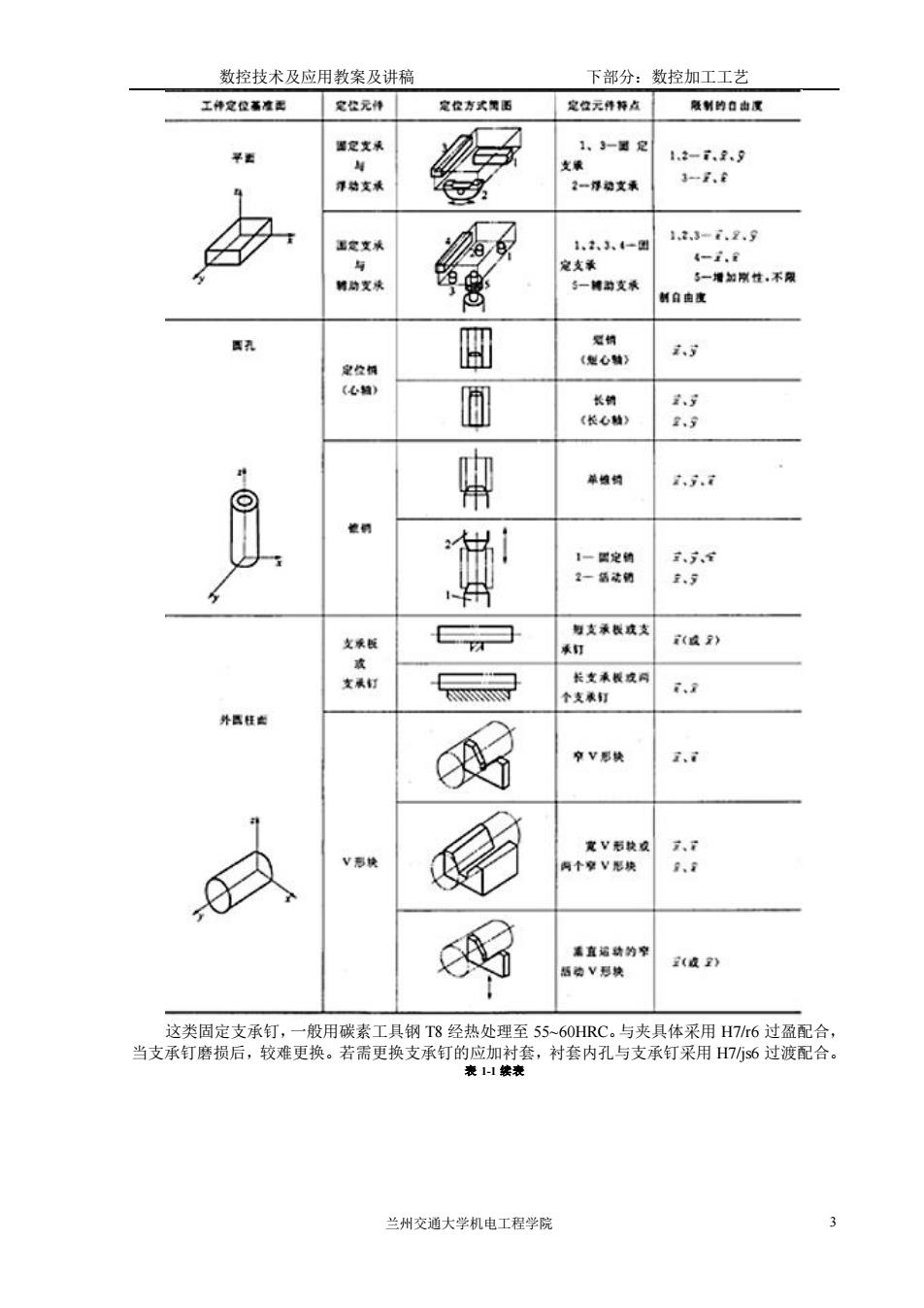
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 3 这类固定支承钉,一般用碳素工具钢 T8 经热处理至 55~60HRC。与夹具体采用 H7/r6 过盈配合, 当支承钉磨损后,较难更换。若需更换支承钉的应加衬套,衬套内孔与支承钉采用 H7/js6 过渡配合。 表 1-1 续表
数控技术及应用教案及讲稿 下部分:数控加工工艺 工件定位备发里 是位元件 定位方式管图 定位元件特点限州的由度 台 知窑 E.F 定位 外医柱 长 知半玉孔 云x 率黑孔村离 长半西孔 2.e 单坡襄 三 以增加工件刚性及稳定性 面支承 型支承板开了斜凹槽,排眉容易, 般作水平面支承,用螺钉与夹具体固 可防止切屑在定 配 ®®® 碳素工 长时,往往在支承部分作热处理,可调部分不作热处理,以保证可调与紧固部分有一定韧性。如图 1-24所示为可调支承的应用。工件为砂型铸件,先以A面定位铣B平面,再以B面定位镗双孔铣B 面时,。若采用固定支承,由于A面尺寸和形状误差较大,铣完后,B面与毛坯孔的距离尺寸变化较 大,可能使镗孔余量不均匀,甚至余量不够。采用可调支承定位时,在工件上划线,以适当调整支 承钉高度,可控制B面与孔的尺寸。 兰州交通大学机电工程学院
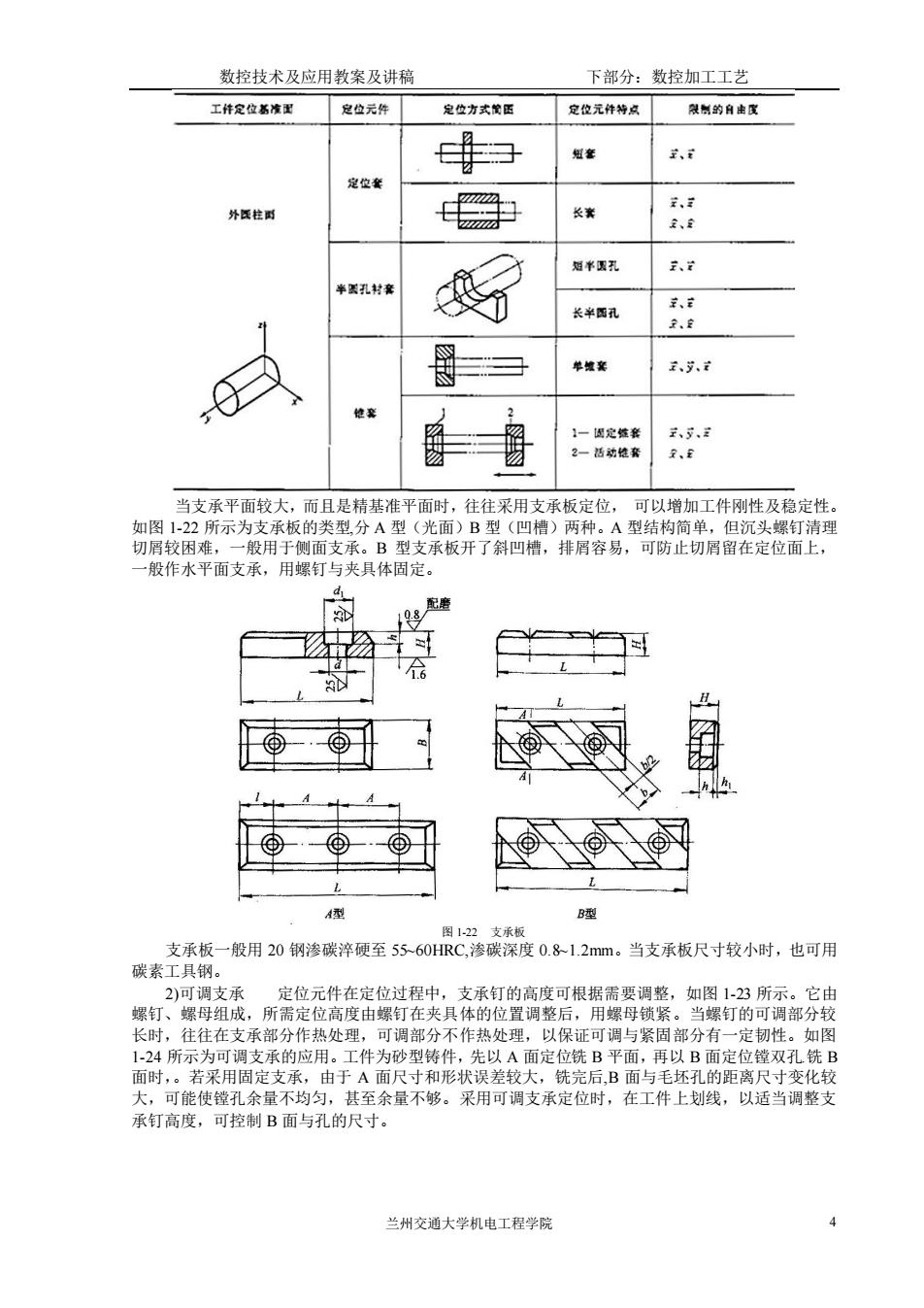
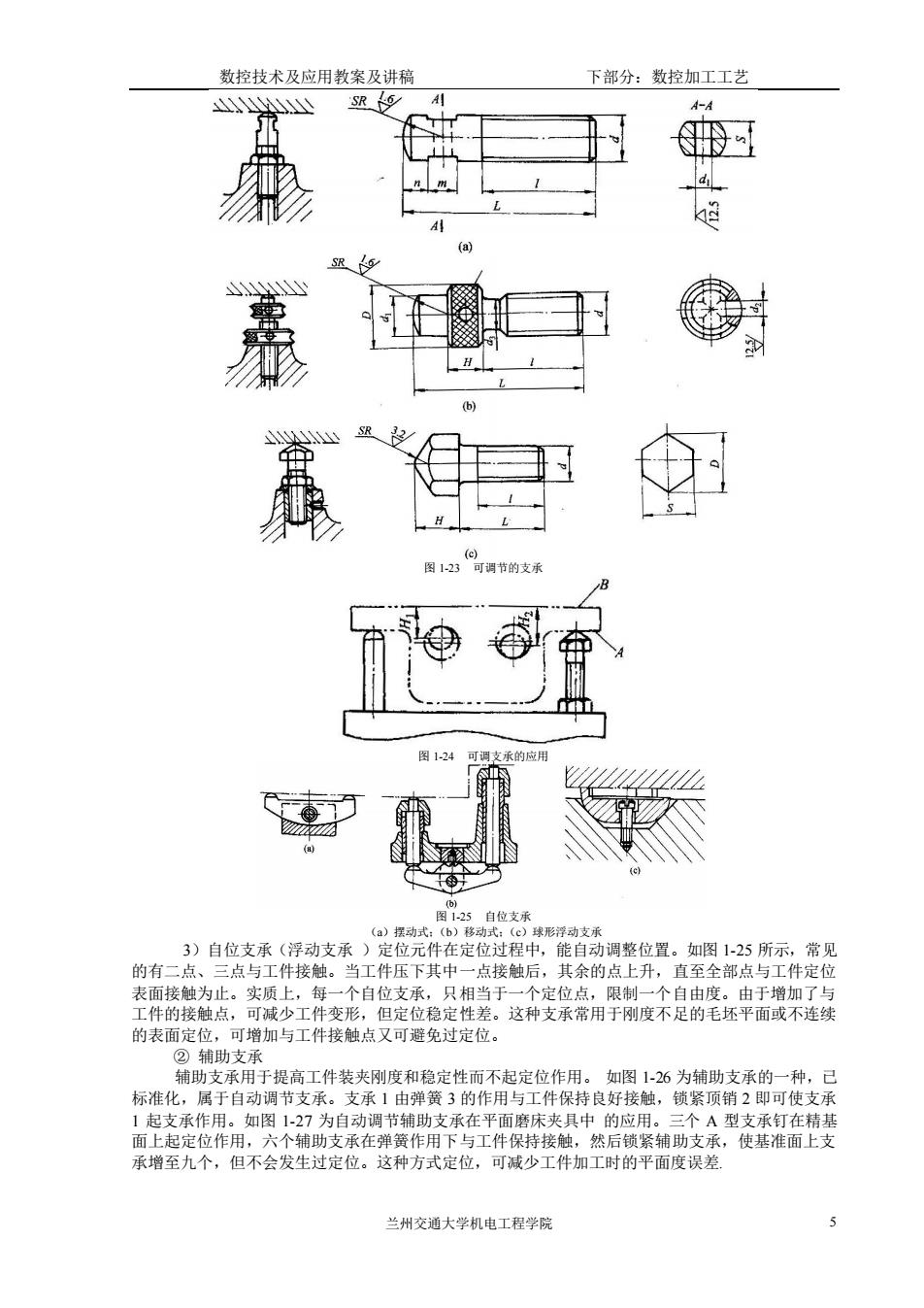
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 4 当支承平面较大,而且是精基准平面时,往往采用支承板定位, 可以增加工件刚性及稳定性。 如图 1-22 所示为支承板的类型,分 A 型(光面)B 型(凹槽)两种。A 型结构简单,但沉头螺钉清理 切屑较困难,一般用于侧面支承。B 型支承板开了斜凹槽,排屑容易,可防止切屑留在定位面上, 一般作水平面支承,用螺钉与夹具体固定。 图 1-22 支承板 支承板一般用 20 钢渗碳淬硬至 55~60HRC,渗碳深度 0.8~1.2mm。当支承板尺寸较小时,也可用 碳素工具钢。 2)可调支承 定位元件在定位过程中,支承钉的高度可根据需要调整,如图 1-23 所示。它由 螺钉、螺母组成,所需定位高度由螺钉在夹具体的位置调整后,用螺母锁紧。当螺钉的可调部分较 长时,往往在支承部分作热处理,可调部分不作热处理,以保证可调与紧固部分有一定韧性。如图 1-24 所示为可调支承的应用。工件为砂型铸件,先以 A 面定位铣 B 平面,再以 B 面定位镗双孔.铣 B 面时,。若采用固定支承,由于 A 面尺寸和形状误差较大,铣完后,B 面与毛坯孔的距离尺寸变化较 大,可能使镗孔余量不均匀,甚至余量不够。采用可调支承定位时,在工件上划线,以适当调整支 承钉高度,可控制 B 面与孔的尺寸
数控技术及应用教案及讲稿 下部分:数控加工工艺 SR 图123可世的支 图12 装系季骨电我男 的有二点 当工件压下其中一点接触后, 余的点上升 面接触为止。实质上,每一个自位支承】 1相 生 个白由 件的接触点:减少工件委形,但定位稳定性差。这种支承常用于刷度不是的是还平面战不连续 的表面定位,可增加与工件接触点又可避免过定位。 ②辅助支承 辅助支承用于提高工件装夹刚度和稳定性而不起定位作用。如图1-26为辅助支承的一种,已 标准化,属于自动调节支承。支承1由弹簧3的作用与工件保持良好接触,锁紧项销2即可使支承 1起支承作用。如图1-27为自动调节辅助支承在平面磨床夹具中的应用,三个A型支承钉在精基 在弹黄作用 持接 :然后锁紧辅助支承,使基准面上支 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 下部分:数控加工工艺 兰州交通大学机电工程学院 5 图 1-23 可调节的支承 图 1-24 可调支承的应用 图 1-25 自位支承 (a)摆动式;(b)移动式;(c)球形浮动支承 3)自位支承(浮动支承 )定位元件在定位过程中,能自动调整位置。如图 1-25 所示,常见 的有二点、三点与工件接触。当工件压下其中一点接触后,其余的点上升,直至全部点与工件定位 表面接触为止。实质上,每一个自位支承,只相当于一个定位点,限制一个自由度。由于增加了与 工件的接触点,可减少工件变形,但定位稳定性差。这种支承常用于刚度不足的毛坯平面或不连续 的表面定位,可增加与工件接触点又可避免过定位。 ② 辅助支承 辅助支承用于提高工件装夹刚度和稳定性而不起定位作用。 如图 1-26 为辅助支承的一种,已 标准化,属于自动调节支承。支承 1 由弹簧 3 的作用与工件保持良好接触,锁紧顶销 2 即可使支承 1 起支承作用。如图 1-27 为自动调节辅助支承在平面磨床夹具中 的应用。三个 A 型支承钉在精基 面上起定位作用,六个辅助支承在弹簧作用下与工件保持接触,然后锁紧辅助支承,使基准面上支 承增至九个,但不会发生过定位。这种方式定位,可减少工件加工时的平面度误差