第一节数控程序编制的概念 四、程序的结构 1. 程序的构成 零件加工程序由程序号和若干个程序段组成。每个程序号由程序号 地址码和程序的编号组成:每个程序段又由程序段号和若干个指令字组 成,每个指令字由字母、符号、数字组成。 2.程序段格式 程序段的长短、字数和字长都是可变的,字的排列顺序没有严格要求, 不需要的字及与上一程序段相同的续效字可以不写。 程序段一般格式为: N- G Y Z…F S T M; 程序段号准备功能 尺寸 进给功能主轴转速刀具功能辅助功能 3.主程序和子程序 页 目录 上一页 下一页 后退 退出
第一节 数控程序编制的概念 1. 程序的构成 零件加工程序由程序号和若干个程序段组成。每个程序号由程序号 地址码和程序的编号组成;每个程序段又由程序段号和若干个指令字组 成,每个指令字由字母、符号、数字组成。 2. 程序段格式 程序段的长短、字数和字长都是可变的,字的排列顺序没有严格要求, 不需要的字及与上一程序段相同的续效字可以不写。 程序段一般格式为: N— G— X— Y— Z—… F— S— T— M—; 程序段号 准备功能 尺寸 进给功能 主轴转速 刀具功能 辅助功能 3.主程序和子程序 四.程序的结构
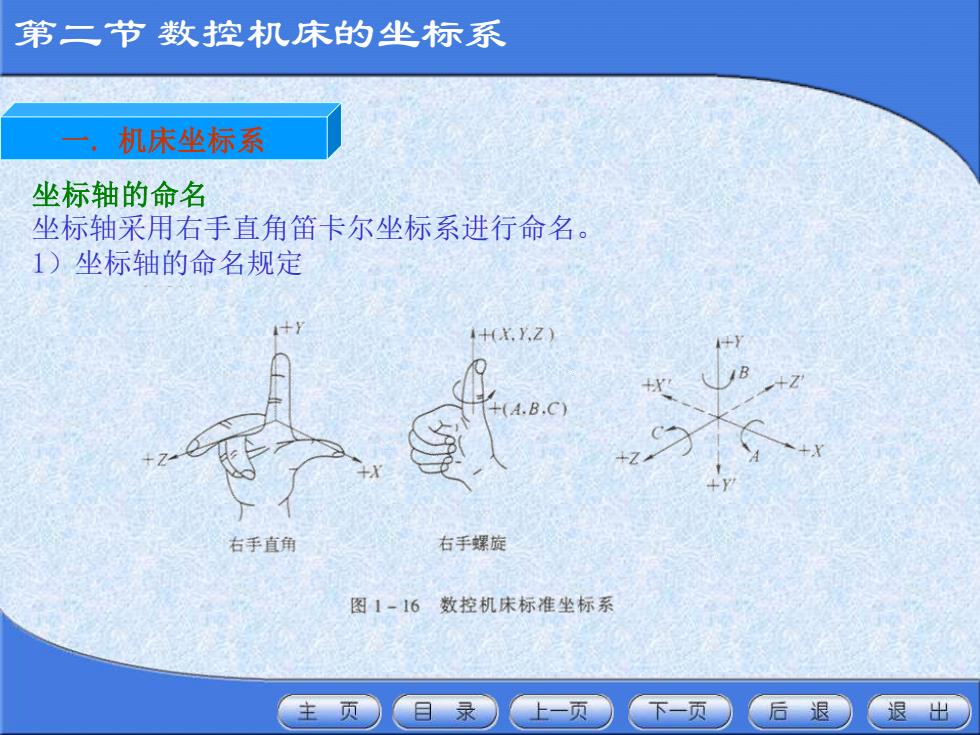
第二节数控机床的坐标系 机床坐标系 坐标轴的命名 坐标轴采用右手直角笛卡尔坐标系进行命名。 1)坐标轴的命名规定 4+k,X,Z) H(4.B.C) 右手直角 右手螺旋 图1-16数控机床标准坐标系 主页 目录 上一页 下一页 后退 退出
第二节 数控机床的坐标系 坐标轴的命名 坐标轴采用右手直角笛卡尔坐标系进行命名。 1)坐标轴的命名规定 一. 机床坐标系

第二节数控机床的坐标系 2)机床坐标系的确定方法 (1)Z轴(2)X轴(3)Y轴(4)A、B、C的转向(5)附加坐标 +T+ 主页 目录 上一页 下一页 后退 退出
第二节 数控机床的坐标系 2) 机床坐标系的确定方法 (1)Z轴(2)X轴 (3)Y轴 (4)A、B、C的转向 (5)附加坐标
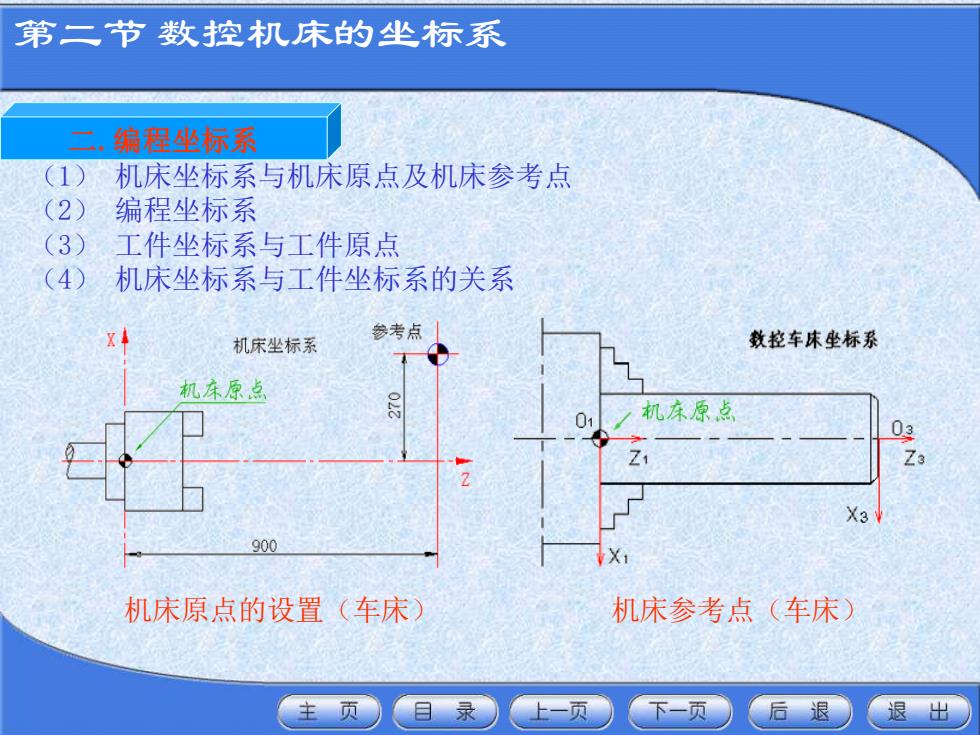
第二节数控机床的坐标系 二,编程坐标系 (1)覆 机床坐标系与机床原点及机床参考点 (2) 编程坐标系 (3) 工件坐标系与工件原点 (4) 机床坐标系与工件坐标系的关系 参考点 机床坐标系 数控车床坐标系 机床原点 机床原点 03 900 机床原点的设置(车床) 机床参考点(车床) 主页 目录 上一页 下一页 后退 退出
第二节 数控机床的坐标系 (1) 机床坐标系与机床原点及机床参考点 (2) 编程坐标系 (3) 工件坐标系与工件原点 (4) 机床坐标系与工件坐标系的关系 机床原点的设置(车床) 机床参考点(车床) 二.编程坐标系
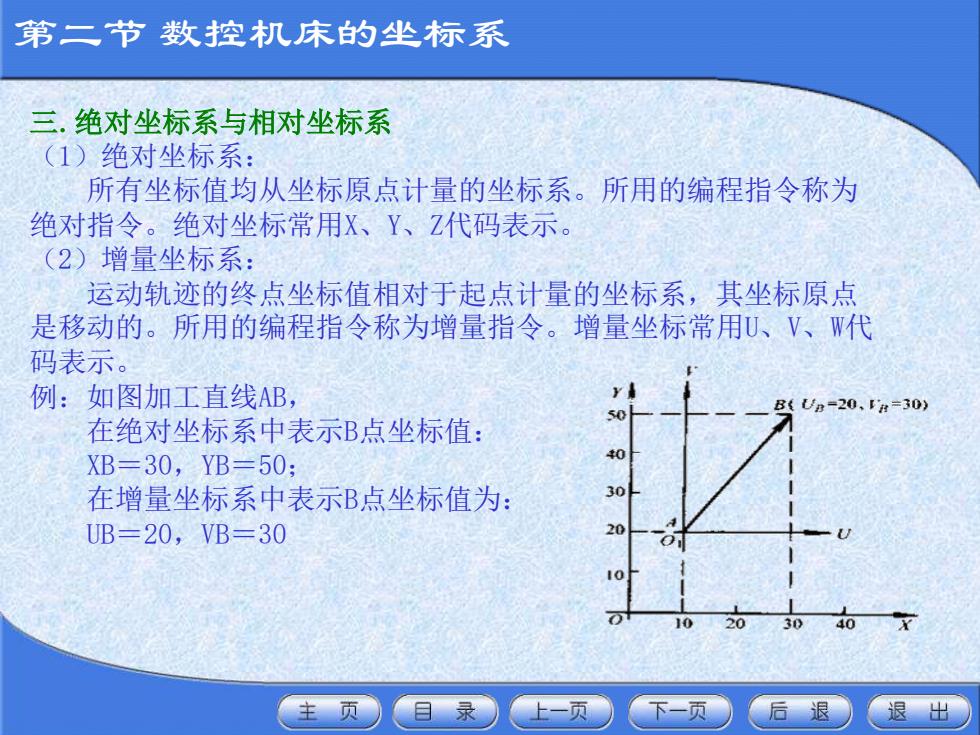
第二节数控机床的坐标系 三.绝对坐标系与相对坐标系 (1)绝对坐标系: 所有坐标值均从坐标原点计量的坐标系。所用的编程指令称为 绝对指令。绝对坐标常用X、Y、Z代码表示。 (2)增量坐标系: 运动轨迹的终点坐标值相对于起点计量的坐标系,其坐标原点 是移动的。所用的编程指令称为增量指令。增量坐标常用U、V、W代 码表示。 例:如图加工直线AB, BUn=20,=30) 在绝对坐标系中表示B点坐标值: XB=30,YB=50: 40 在增量坐标系中表示B点坐标值为: 30 UB=20,VB=30 20 10 页 目录 一页 一页 后退 退出
第二节 数控机床的坐标系 三.绝对坐标系与相对坐标系 (1)绝对坐标系: 所有坐标值均从坐标原点计量的坐标系。所用的编程指令称为 绝对指令。绝对坐标常用X、Y、Z代码表示。 (2)增量坐标系: 运动轨迹的终点坐标值相对于起点计量的坐标系,其坐标原点 是移动的。所用的编程指令称为增量指令。增量坐标常用U、V、W代 码表示。 例:如图加工直线AB, 在绝对坐标系中表示B点坐标值: XB=30,YB=50; 在增量坐标系中表示B点坐标值为: UB=20,VB=30