第六章工艺规程设计 第一节概述 一、工艺规程的作用 1。工艺规程悬工厂讲行生产准备工作的主要依据 产品在投入生产之前要作大量的生产准备工作,包括原材料和毛坯的供应,机床的配备和调整 专用工艺装各的设计制造,核算生产成本以及配各人员等,所有这些工作都要根据工艺规程进行。 2.工艺规程是企业组织生产的指导性文件 工厂管理人员根据工艺规程规定的要求,编制生产作业计划,组织工人进行生产,并按照工艺 规程要求验收产品。 3。工”规程基断速和扩撞机械造厂(或车间)的重要持术文架 新建和扩建机械制造厂 或车间)须根据工艺规程确定机床和其他辅助设备的种类、型号规格 和数量,厂房面积,设各布置,生产工人的工种、等级及数量等。 此外,先进的工艺规程还起者交流和推广先进制造技术的作用。典型工艺规程可以缩短工厂摸 索和试制的过程。 二、工艺规程的设计原则 工艺规程设计必须遵循以下原则: 1)所设计的工艺规程必须保证机器零件的加工质量和机器的装配质量,达到设计图样上规定的 各项技术要求。 2)工艺过程应具有较高的生产效率,使产品能尽快投放市场。 3)尽最降低制浩成木 4)注意减轻工人的劳动强度,保证生产安全。 三、工艺规程设计所需原始资料 设计工艺规程必须具备以下原始资料: 1)产品转配图、零件图。 2)产品验收质量标准 3)产品的年生产纲领。 4)毛坯材料与毛坯生产条件。 5)制造厂的生产条件,包括机床设备和工艺装备的规格、性能和当前的技术状态,工人的技术 水平,工厂自制工艺装备的能力以及工厂供电、供气的能力等有关资料。 6)工艺规程设 、工艺装备设计所用设计手册和有关标准, 7)国内外有关制造技术资料等。 第二节机械制造厂的生产过程和工艺过程 一、生产过程和工艺过程 1,生产过程 机械制造厂一般都从其他工厂取得制造机械所需要的原材料或半成品,丛愿材料(半感) 进一真到把成品制造出来的负有关劳动过程的总和统称为工的生产过程,它包括原材料的运输
1 第六章 工艺规程设计 第一节 概 述 一、工艺规程的作用 1.工艺规程是工厂进行生产准备工作的主要依据 产品在投入生产之前要作大量的生产准备工作,包括原材料和毛坯的供应,机床的配备和调整, 专用工艺装备的设计制造,核算生产成本以及配备人员等,所有这些工作都要根据工艺规程进行。 2.工艺规程是企业组织生产的指导性文件 工厂管理人员根据工艺规程规定的要求,编制生产作业计划,组织工人进行生产,并按照工艺 规程要求验收产品。 3.工艺规程是新建和扩建机械制造厂(或车间)的重要技术文件 新建和扩建机械制造厂(或车间)须根据工艺规程确定机床和其他辅助设备的种类、型号规格 和数量,厂房面积,设备布置,生产工人的工种、等级及数量等。 此外,先进的工艺规程还起着交流和推广先进制造技术的作用。典型工艺规程可以缩短工厂摸 索和试制的过程。 二、工艺规程的设计原则 工艺规程设计必须遵循以下原则: l)所设计的工艺规程必须保证机器零件的加工质量和机器的装配质量,达到设计图样上规定的 各项技术要求。 2)工艺过程应具有较高的生产效率,使产品能尽快投放市场。 3)尽量降低制造成本。 4)注意减轻工人的劳动强度,保证生产安全。 三、工艺规程设计所需原始资料 设计工艺规程必须具备以下原始资料: l)产品装配图、零件图。 2)产品验收质量标准。 3)产品的年生产纲领。 4)毛坯材料与毛坯生产条件。 5)制造厂的生产条件,包括机床设备和工艺装备的规格、性能和当前的技术状态,工人的技术 水平,工厂自制工艺装备的能力以及工厂供电、供气的能力等有关资料。 6)工艺规程设计、工艺装备设计所用设计手册和有关标准。 7)国内外有关制造技术资料等。 第二节 机械制造厂的生产过程和工艺过程 一、生产过程和工艺过程 1.生产过程 机械制造厂一般都从其他工厂取得制造机械所需要的原材料或半成品,从原材料(或半成品) 进厂一直到把成品制造出来的各有关劳动过程的总和统称为工厂的生产过程,它包括原材料的运输
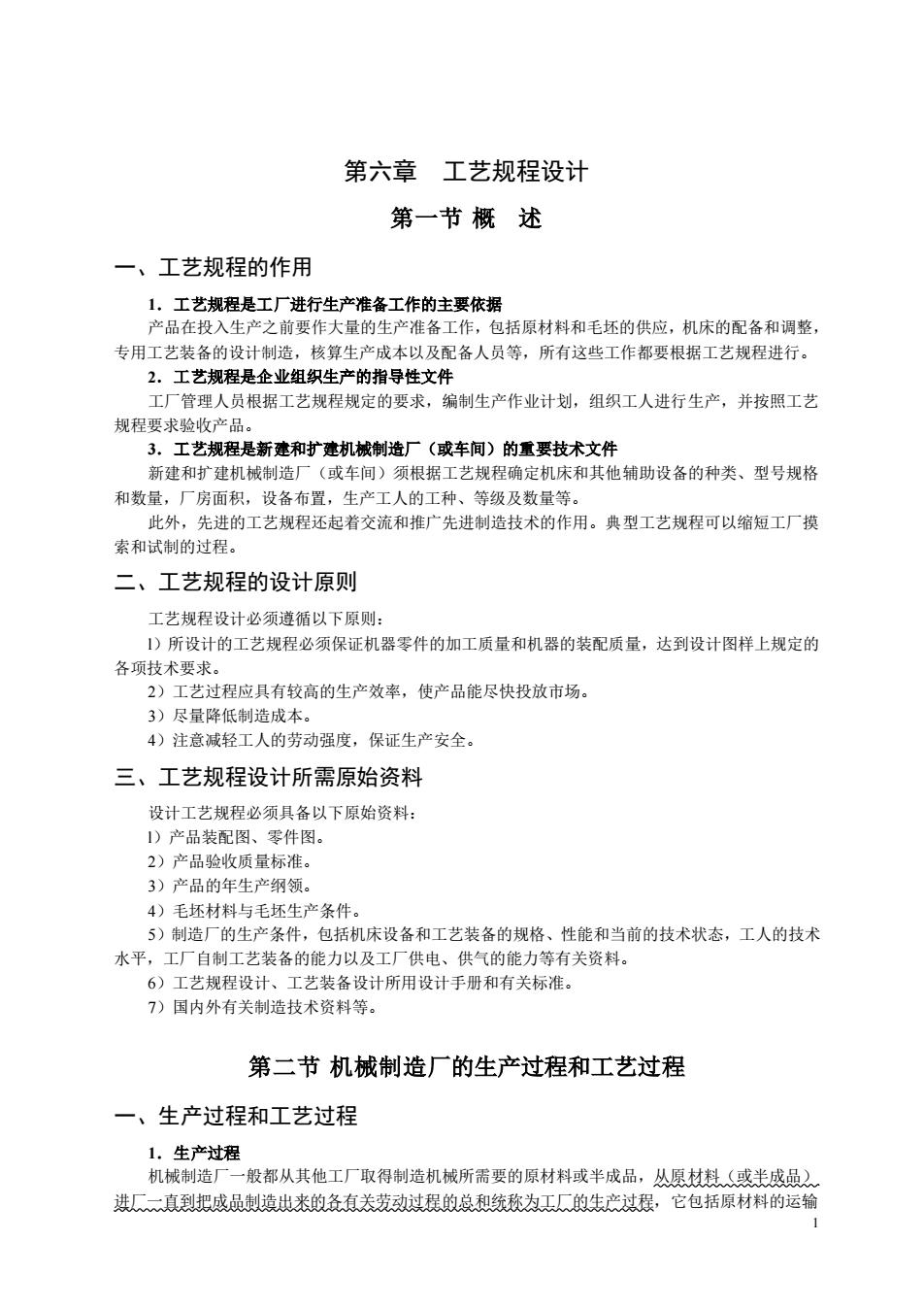
保管、把原材料做成毛坯、把毛坯做成机器零件、把机器零件装配成机器、检验、试车、油漆、包 装等。 工厂的生产过程又可按车间分为若干车间的生产过程。 二.工艺过程 在失产过程史风属真接政变生产对象的尽丈形状一物理化学性熊以及相对位置关系的过程 统称为工艺过程:,其他过程则称为辅助过程。 工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、热处理、装配等工艺过程。“机械制造 技术基础”课只研究机械加工工艺过程和装配工艺过程。 一个凤样要求的零件,可以采用人种不同的艺程米如俱基史总有一种艺过程在验定 的条件下是最合理的,人们把工艺过程的直关内容思文件的形式圆定下来,用以指导生产这个文 件称为工艺规程。 三、工艺过程的组成 1.工序 一个工人惑一组工人在一个工作地对同一工件惑同时对机个工件所连铁卖成的那一郎分工艺 过程称为工序。 机械零件的机械加工工艺过程由若干工序组成,毛坯依次通过这些工序,就被加工成合乎图样 规定要求的零件。 是表1.1工艺过理 工序号 工序名称 工作 工序是工艺讨程的基本组成部分,工序是制订生产计制和讲行成本核算的基本单元。 2.安装 在同一工序中,工件在工作位置可能只装夹一次,也可能要装夹几次。安装是工经一次装表 后所元感的那一郎分工艺过程。例如,表1一1所列工艺过程的第一道工序,一般都要进行两次装夹, 才能把工件上所有的内外表面加工出来。 从减小装夹误差及减少装夹工件所花费的时间考虑,应尽量减少安装数。 3.工位 序中,有时为了减少由于多次装夹而带来的误差及时间损失,往往采用转位工作台或 转位夹具。工位是在工件的一次安装史,工件相对无机床(感县)每点握一个确切位置中所家感 的那一郎分工过程。 4.工步 一个工序(或一次安装或一个工位)中可能需要加工若干 个表面:也可能只加工 个表面,但却要用若干把不同的刀具 轮流加工:或只用把刀具但却要在加工表面上切多次,而氢 次切削所选用的切削用量不全相同。工悲是在加工表面、切崩 刀具和切削用量(仅指机床主轴转速和进给量)都不变的情况 所完成的那 部分工步过程 上述三个要素中(指加工表面 切削刀具和切削用量)只要有一个要素改变了,就不能认为是 同一个工步。 为了提高生产效率,机械加工中有时用几把刀具同时加工 图13走刀示例 几个表面,这也被看作是一个工步,称为复盒工步。 5.走刀
2 保管、把原材料做成毛坯、把毛坯做成机器零件、把机器零件装配成机器、检验、试车、油漆、包 装等。 工厂的生产过程又可按车间分为若干车间的生产过程。 二.工艺过程 在生产过程中凡属直接改变生产对象的尺寸、形状、物理化学性能以及相对位置关系的过程, 统称为工艺过程;其他过程则称为辅助过程。 工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、热处理、装配等工艺过程。“机械制造 技术基础”课只研究机械加工工艺过程和装配工艺过程。 一个同样要求的零件,可以采用几种不同的工艺过程来加工,但其中总有一种工艺过程在给定 的条件下是最合理的,人们把工艺过程的有关内容用文件的形式固定下来,用以指导生产,这个文 件称为工艺规程。 三、工艺过程的组成 l.工序 一个工人或一组工人,在一个工作地对同一工件或同时对几个工件所连续完成的那一部分工艺 过程,称为工序。 机械零件的机械加工工艺过程由若干工序组成,毛坯依次通过这些工序,就被加工成合乎图样 规定要求的零件。 工序是工艺过程的基本组成部分,工序是制订生产计划和进行成本核算的基本单元。 2.安装 在同一工序中,工件在工作位置可能只装夹一次,也可能要装夹几次。安装是工件经一次装夹 后所完成的那一部分工艺过程。例如,表 1-1 所列工艺过程的第一道工序,一般都要进行两次装夹, 才能把工件上所有的内外表面加工出来。 从减小装夹误差及减少装夹工件所花费的时间考虑,应尽量减少安装数。 3.工位 在同一工序中,有时为了减少由于多次装夹而带来的误差及时间损失,往往采用转位工作台或 转位夹具。工位是在工件的一次安装中,工件相对于机床(或刀具)每占据一个确切位置中所完成 的那一部分工艺过程。 4.工步 一个工序(或一次安装或一个工位)中可能需要加工若干 个表面;也可能只加工一个表面,但却要用若干把不同的刀具 轮流加工;或只用一把刀具但却要在加工表面上切多次,而每 次切削所选用的切削用量不全相同。工步是在加工表面、切削 刀具和切削用量(仅指机床主轴转速和进给量)都不变的情况 下所完成的那一部分工艺过程。上述三个要素中(指加工表面、 切削刀具和切削用量)只要有一个要素改变了,就不能认为是 同一个工步。 为了提高生产效率,机械加工中有时用几把刀具同时加工 几个表面,这也被看作是一个工步,称为复合工步。 5.走刀
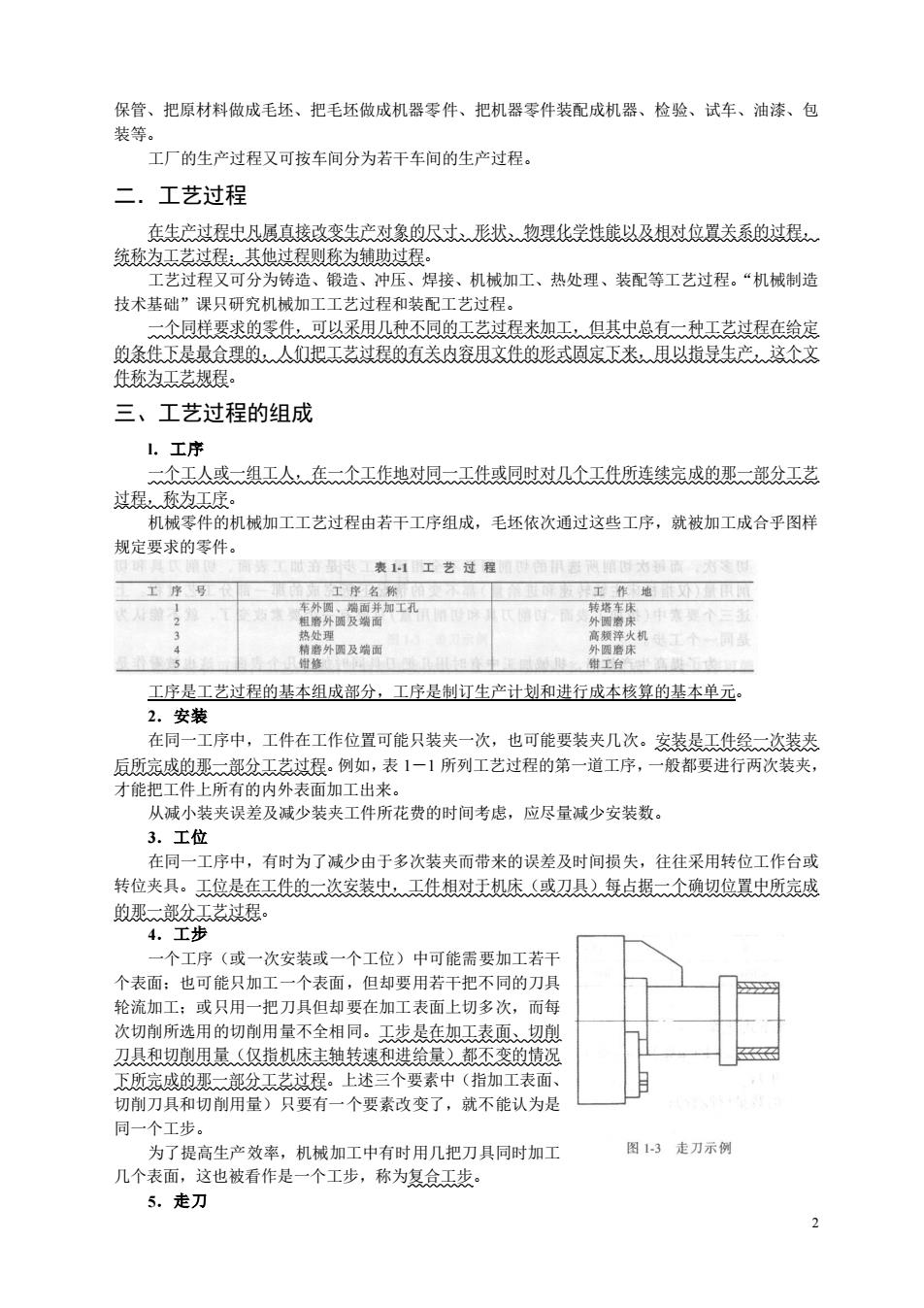
在个天戏史如果要切兢的金居层狠厚可分人欢规复知虬一欢就称为欢走刀 综上分析可知,工艺过程的组成是很复杂的。工艺过程由许多工序组成,一个工序可能有几个 安装,一个安装可能有几个工位,一个工位可能有几个工步,如此等等。 回o0叫 其余号 6.02A 06和农度:0R 图1-】机器零件图 .精车6. .孔3 图1-2多工位加工 第三节生产类型及其工艺特征 根据加工零件的年产纲领和零件本身的特性(轻重、大小、结构复杂程度、精密程度等),可以 将零件的生产类型划分为单件生产、成批生产和大量生产三种生产类型。产种类很多,同一种产 的数最不多,生产很少熏复此种生产称为单件生产。产品的种较少数量很太、每台设备经 觉重复地进行某一工件的某一工序的生产此种生产称为大量生产。成批地制造相同零件的生产
3 在一个工步中,如果要切掉的金属层很厚,可分几次切,每切削一次,就称为一次走刀。 综上分析可知,工艺过程的组成是很复杂的。工艺过程由许多工序组成,一个工序可能有几个 安装,一个安装可能有几个工位,一个工位可能有几个工步,如此等等。 第三节 生产类型及其工艺特征 根据加工零件的年产纲领和零件本身的特性(轻重、大小、结构复杂程度、精密程度等),可以 将零件的生产类型划分为单件生产、成批生产和大量生产三种生产类型。产品种类很多,同一种产 品的数量不多,生产很少重复,此种生产称为单件生产。产品的品种较少,数量很大,每台设备经 常重复地进行某一工件的某一工序的生产,此种生产称为大量生产。成批地制造相同零件的生产
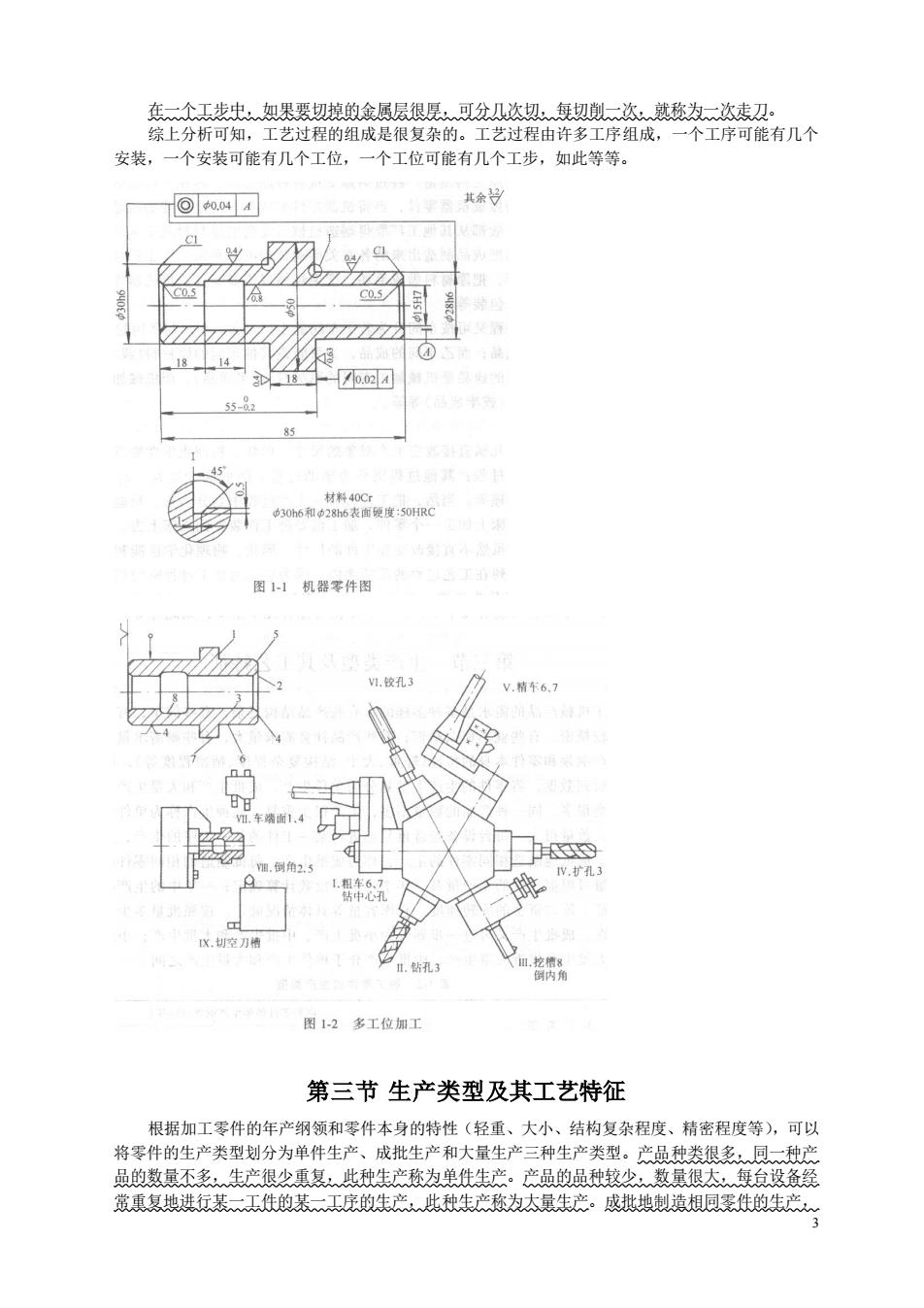
称为感批失产。批制造的相同零件的数熏,称为批熏。批量可根据零件的年产量及一年中的生产 批数计算确定:一年中的生产批数,须根据零件的特征、流动资金的周转速度、仓库容量等具体情 况确定。按照批量多少和被加工零件自身的特性,成批生产又可进一步划分为小批生产、中批生产 和大批生产:小批生产接近单件生产,大批生产接近大量生产:中批生产介于单件生产和大量生产 之间. 表12加工零件的生产类型 同种零件的年生产钢领(件/年) 生产类 重型零件 中型零件 轻哑零件 单件生声 <5 2如 c100 5-100 20-20 100-500 成批生产 100、300 200-50 500-5000 00-10 m-50 500-5000 大量生产 >1000 >500 表13不同机城产品的零件质量型别表 机城产品类别 加工件的质/ 轻型零件 中等件 重型零件 电子工业机制 <4 4-30 >30 机庆 <15 15-350 >50 重形机械 <100 100-3000 不同的生产类型具有不同的工艺特征。在制订零件机械加工工艺规程时,必须首先确定生产类 型,生产类型确定之后,工艺过程的总体轮院就勾画出来了。 在同一个工厂中,可能同时存在几种不同生产类型的生产。判断一个工厂(或一个车间)的生 产类型应根据该厂(或车间)的主要工艺过程的性质来确定。 4
4 称为成批生产。每批制造的相同零件的数量,称为批量。批量可根据零件的年产量及一年中的生产 批数计算确定;一年中的生产批数,须根据零件的特征、流动资金的周转速度、仓库容量等具体情 况确定。按照批量多少和被加工零件自身的特性,成批生产又可进一步划分为小批生产、中批生产 和大批生产;小批生产接近单件生产,大批生产接近大量生产;中批生产介于单件生产和大量生产 之间。 不同的生产类型具有不同的工艺特征。在制订零件机械加工工艺规程时,必须首先确定生产类 型,生产类型确定之后,工艺过程的总体轮廓就勾画出来了。 在同一个工厂中,可能同时存在几种不同生产类型的生产。判断一个工厂(或一个车间)的生 产类型应根据该厂(或车间)的主要工艺过程的性质来确定
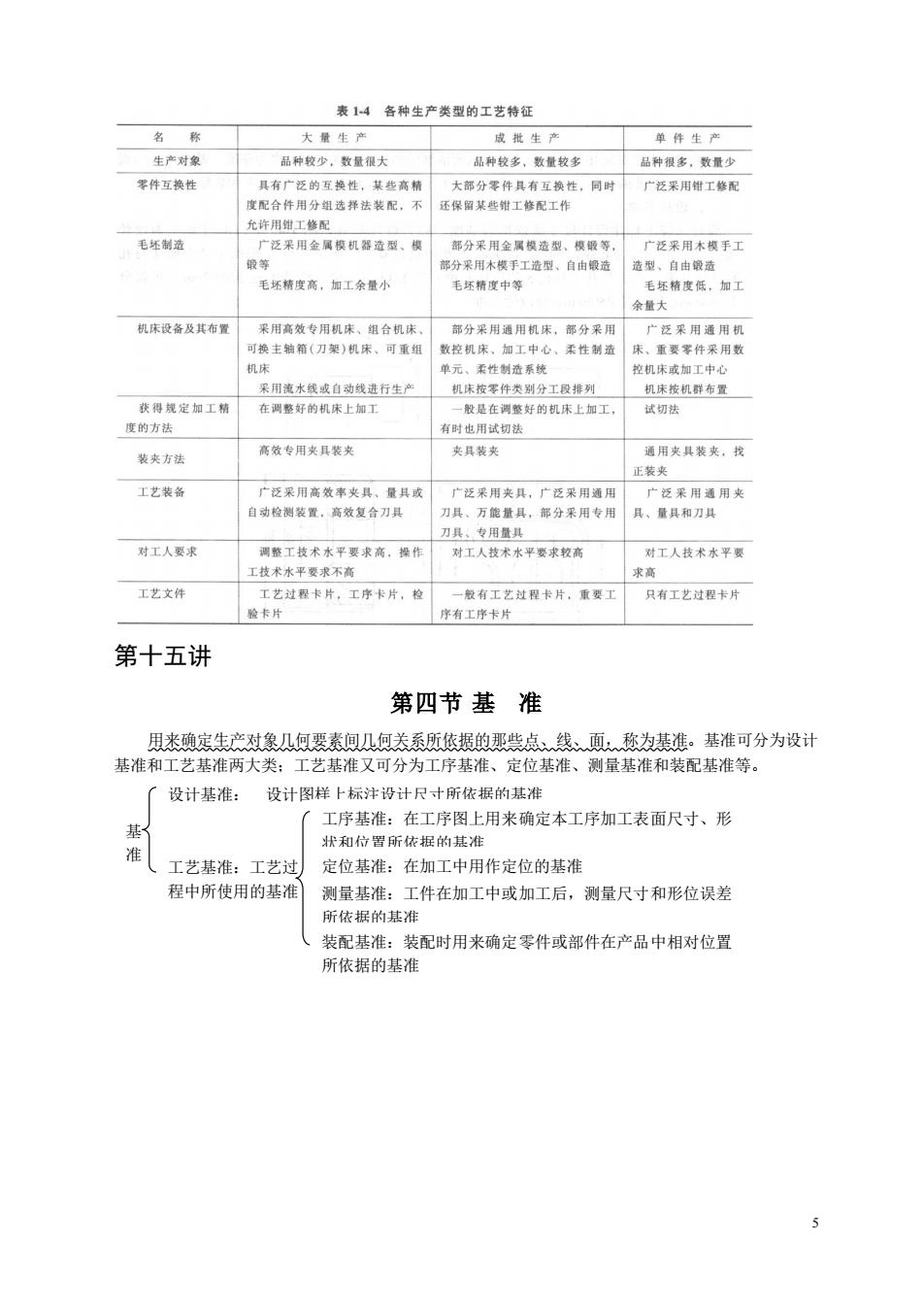
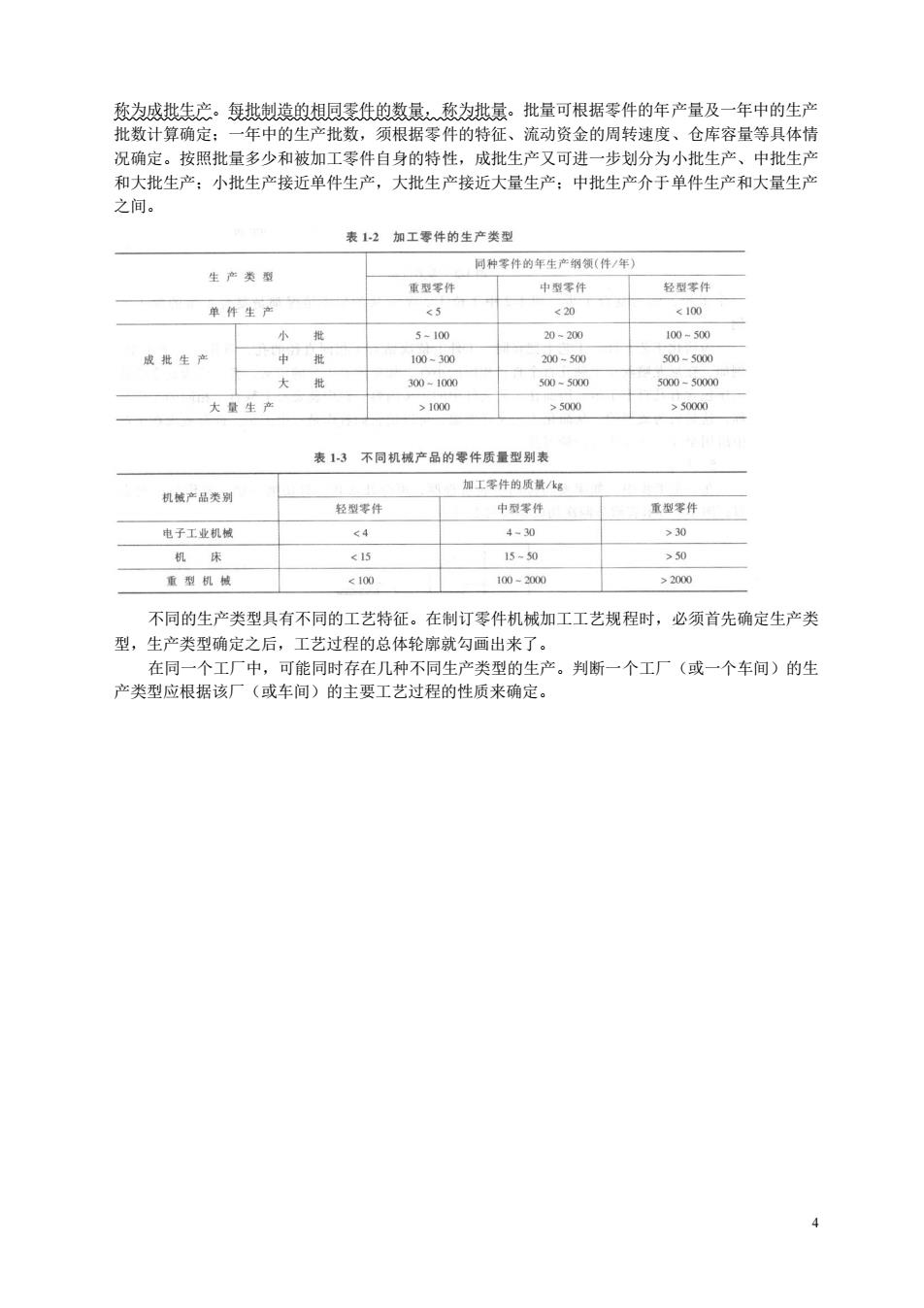
表14各种生产类型的工艺特征 名款 大量生产 成批生声 单件生产 是种校少。数量得大 品种较多,数量牧多 品种程多,数量少 零件互换性 广泛果用钳工修 允许用帽工终配 毛坯制造 广泛采用金属极机器造型、模 部分采用金属模迹型,模吸等 广泛果用木模手工 部分采用木模手工迹型、白由迹 迹型、自由最益 坏精度高,加工余量 坯精度中 大精度低,加工 机床设备及其布置 机 单元。委件制清系的 地机床成加工中 柔用德水猴或自动线进行生产 机床按零件类别分工段排 机床按机样布置 在两整好的机康上而 是在调整好的机床上加工 试切法 有时 装夹方法 高专用夹具装卖 用夹具装夹。找 正 工艺装备 广泛采用高效率夹具、量且或 广泛采用夹具。广泛果用通用 广泛买用通用夹 自动检测装置。高效复合刀具 刀具、方万能量县,起分果用专用 且、量其和刀具 对工人要求 刀具、专用量 对工人技术水平要求较高 工人技术水平要 工艺文件 工序卡片,检 有工艺过程卡片,原要工 只有工艺过程卡片 险卡片 岸有工卡片 第十五讲 第四节基准 用来确定生产对象人要素间儿何关系所依损的那些点线、面,称为基進。基准可分为设计 基准和工艺基准两大类;工艺基准又可分为工序基准、定位基准、测量基准和装配基准等。 设计基准: 设计图样卜标汁设计尺十所依据的基准 工序基准:在工序图上用来确定本工序加工表面尺寸、形 状和位晋所依的准 工艺基准:工艺过 定位基准:在加工中用作定位的基准 程中所使用的基准 测量基准:工件在加工中或加工后,测量尺寸和形位误差 所依据的基准 装配基准:装配时用来确定零件或部件在产品中相对位置 所依据的基准
5 第十五讲 第四节 基 准 用来确定生产对象几何要素间几何关系所依据的那些点、线、面,称为基准。基准可分为设计 基准和工艺基准两大类;工艺基准又可分为工序基准、定位基准、测量基准和装配基准等。 基 准 设计基准: 设计图样上标注设计尺寸所依据的基准 工艺基准:工艺过 程中所使用的基准 工序基准:在工序图上用来确定本工序加工表面尺寸、形 状和位置所依据的基准 测量基准:工件在加工中或加工后,测量尺寸和形位误差 所依据的基准 定位基准:在加工中用作定位的基准 装配基准:装配时用来确定零件或部件在产品中相对位置 所依据的基准