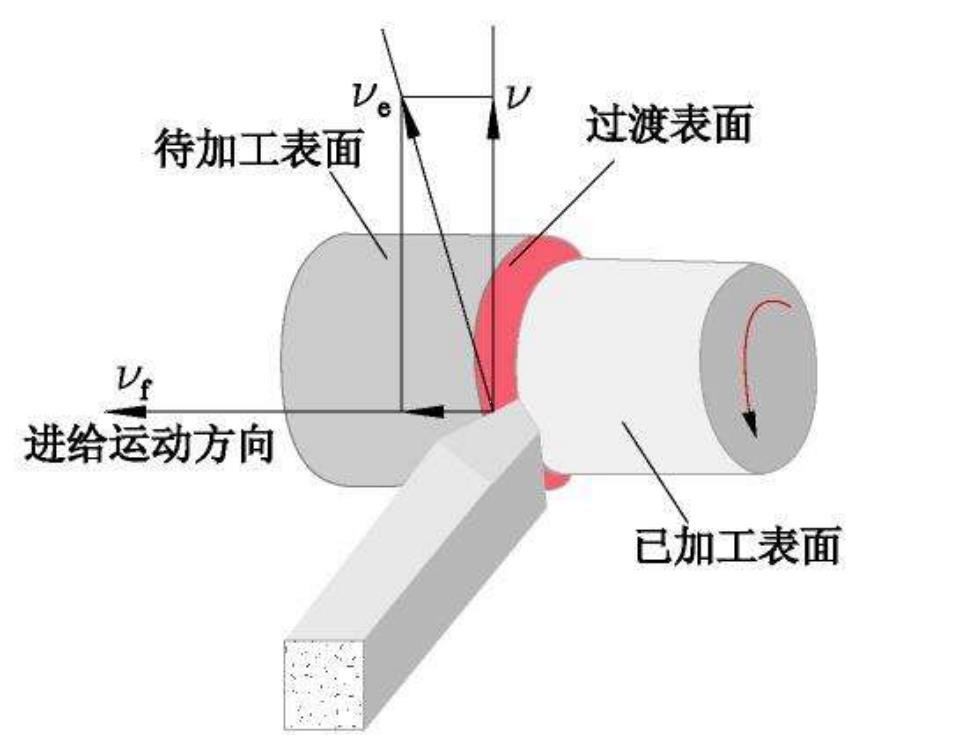
待加工表面 过渡表面 性 进给运动方向 已加工表面
(二)切削用量 切削用量是指切削速度Vς进给量f (或进给速度)和背吃刀量L。三者又称为 切削用量三要素。 表面 1.切削速度Vc(m/ s或m/min) 切削刃相对于工 件的主运动速度称为 切削速度
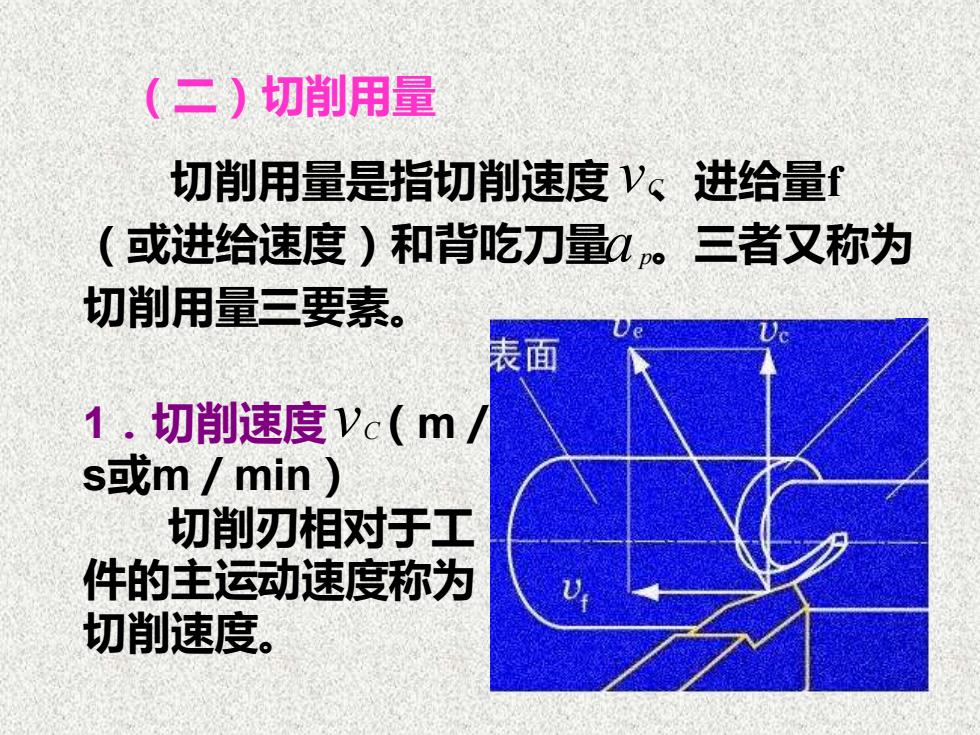
1.切削速度 (m/ s或m/min) 切削刃相对于工 件的主运动速度称为 切削速度。 vC 切削用量是指切削速度 、进给量f (或进给速度)和背吃刀量 。三者又称为 切削用量三要素。 ap vC (二)切削用量
计算切削速度时,应选取刀刃上 速度最高的点进行计算。主运动为旋 转运动时,切削速度由下式确定 πdn Vc= 1000 式中:d-工件或刀具的最大直(mm) n工件或刀具的转速(r/s或r/min)
计算切削速度时,应选取刀刃上 速度最高的点进行计算。主运动为旋 转运动时,切削速度由下式确定 1000 C dn V = 式中: d-工件或刀具的最大直(mm) n-工件或刀具的转速(r/s或r/min)
2.进给量f 工件或刀具转一周(或每往复一次), 两者在进给运动方向上的相对位移量称为进 给量,其单位是mm/r(或mm/双行 程)。 V,=nf=nf 式中:4一为进 给速度一为每 齿进给量
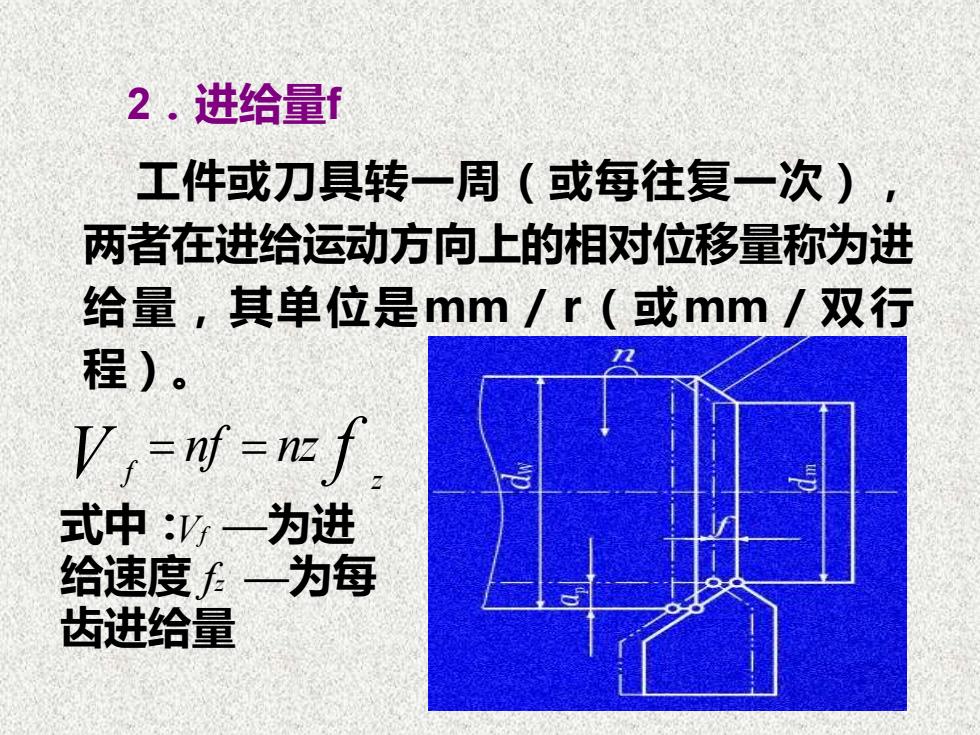
工件或刀具转一周(或每往复一次), 两者在进给运动方向上的相对位移量称为进 给量,其单位是mm/r(或mm/双行 程)。 f z V = = nf nz f 2.进给量f 式中: —为进 给速度 —为每 齿进给量 Vf fz
3.背吃刀量ap(mm) 4d 2 式中:dw-工件 上待加工表面直径 (mm) dm-工件 上已加工表面直径 (mm)
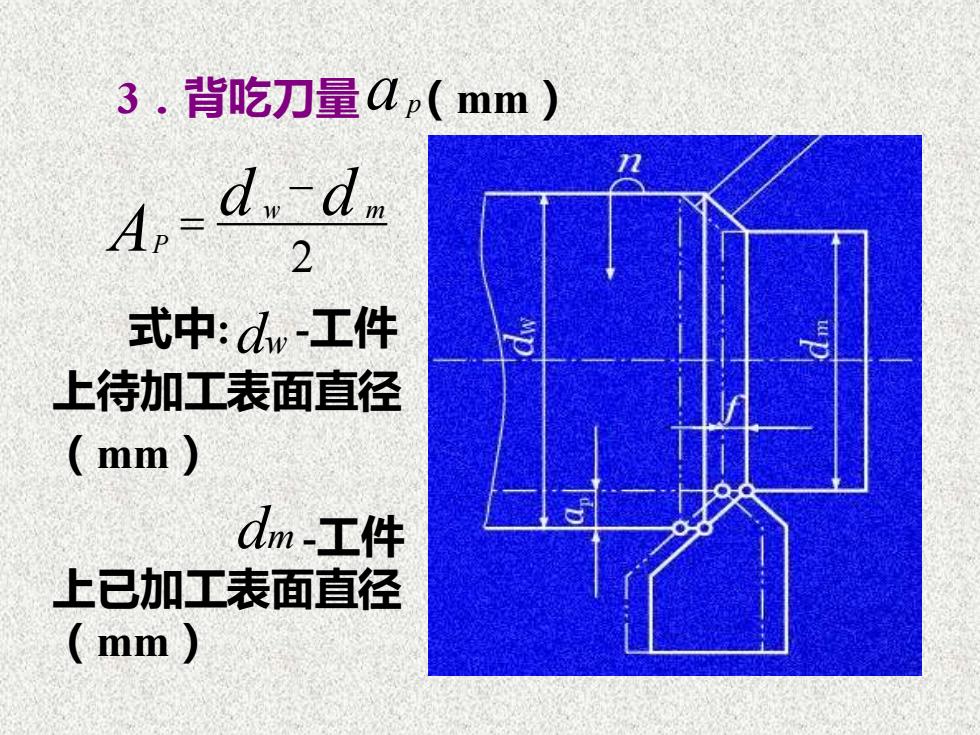
2 w m P d d A − = 3.背吃刀量 ap (mm) 式中: -工件 上待加工表面直径 (mm) -工件 上已加工表面直径 (mm) dw dm