4.2.2数控铣削加工零件的工艺性分析 (1)零件图及结构工艺性分析 ①分析零件的形状.结构及尺寸的特点,确定零件上是否 有防碍刀具运动的部位 ②检查零件的加工要求 ③在零件上是否存在对刀具形状及尺寸有限制的部位和 尺寸要求 ④对于零件加工中使用的工艺基准应当着重考虑 ⑤分析零件材料的种类,牌号及热处理要求,了解零件 材料的切削加工性能,才能合理选择刀具材料和切削参数。 ⑥构成零件的轮廓的几何元素(点,线,面)的条件 (如相切,相交,垂直和平行等),是数控编程的重要依据。 ⑦当零件上的也不封内容已经加工完成,这是应充分了 解零件的已加工状态,数控铣削加工的内容与已加工内容之 间的关系,尤其是位置尺寸关系,这些内容之间在加工时如 何协调,采用什么方式或基准保证加工要求。如对其他企业 的外协零件的加工
4.2.2 数控铣削加工零件的工艺性分析 (1)零件图及结构工艺性分析 ① 分析零件的形状.结构及尺寸的特点,确定零件上是否 有防碍刀具运动的部位 ② 检查零件的加工要求 ③ 在零件上是否存在对刀具形状及尺寸有限制的部位和 尺寸要求 ④ 对于零件加工中使用的工艺基准应当着重考虑 ⑤ 分析零件材料的种类,牌号及热处理要求,了解零件 材料的切削加工性能,才能合理选择刀具材料和切削参数。 ⑥ 构成零件的轮廓的几何元素(点,线,面)的条件 (如相切,相交,垂直和平行等),是数控编程的重要依据。 ⑦ 当零件上的也不封内容已经加工完成,这是应充分了 解零件的已加工状态,数控铣削加工的内容与已加工内容之 间的关系,尤其是位置尺寸关系,这些内容之间在加工时如 何协调,采用什么方式或基准保证加工要求。如对其他企业 的外协零件的加工

(2)零件毛坯的工艺性分析 ①毛坯应有充分、稳定的加工余量。 ②分析毛坯的装夹适应性。 ③分析毛坯的余量大小及均匀性。 对不便于装夹的毛坯,可 考虑在毛坯上另外增加装 夹余量或工艺凸台、工艺 增加定位用工艺凸耳2个 凸耳等辅助基准,如图4-4 宽 所示,该工件缺少合适的 定位基准,在毛坯上铸出 图4-4增加辅助基准示例 两个工艺凸耳,在凸耳上 制出定位基准孔
(2) 零件毛坯的工艺性分析 ① 毛坯应有充分、稳定的加工余量。 ② 分析毛坯的装夹适应性。 ③ 分析毛坯的余量大小及均匀性。 对不便于装夹的毛坯,可 考虑在毛坯上另外增加装 夹余量或工艺凸台、工艺 凸耳等辅助基准,如图4-4 所示,该工件缺少合适的 定位基准,在毛坯上铸出 两个工艺凸耳,在凸耳上 制出定位基准孔。 图4-4 增加辅助基准示例
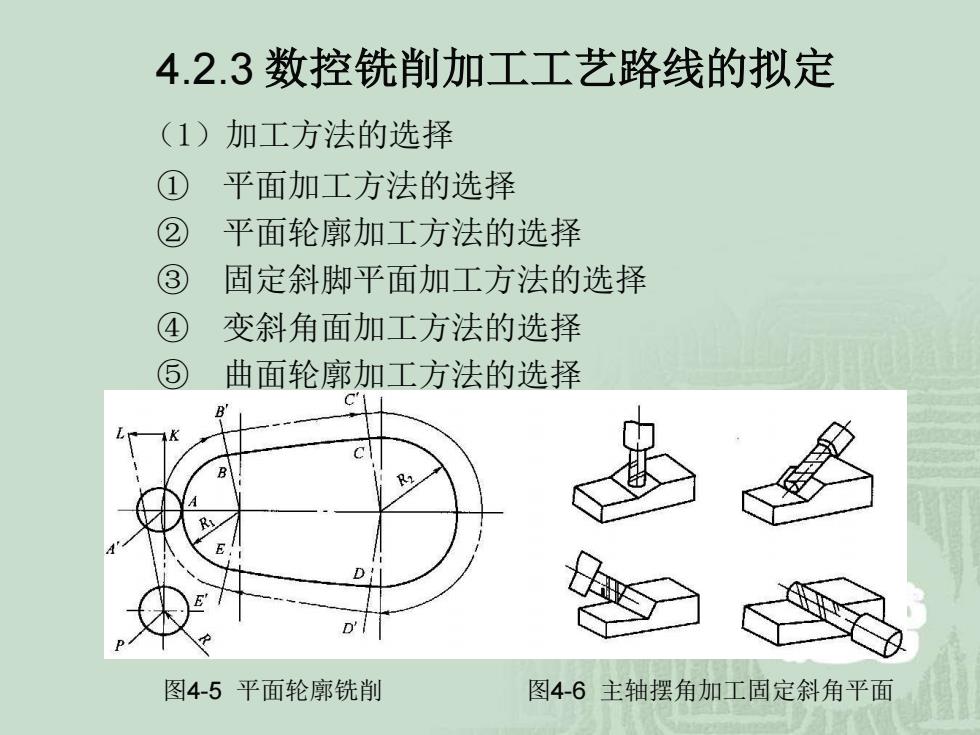
4.2.3数控铣削加工工艺路线的拟定 (1)加工方法的选择 ① 平面加工方法的选择 ② 平面轮廓加工方法的选择 ③ 固定斜脚平面加工方法的选择 ④ 变斜角面加工方法的选择 ⑤ 曲面轮廓加工方法的选择 图4-5平面轮廓铣削 图4-6主轴摆角加工固定斜角平面
4.2.3 数控铣削加工工艺路线的拟定 (1)加工方法的选择 ① 平面加工方法的选择 ② 平面轮廓加工方法的选择 ③ 固定斜脚平面加工方法的选择 ④ 变斜角面加工方法的选择 ⑤ 曲面轮廓加工方法的选择 图4-5 平面轮廓铣削 图4-6 主轴摆角加工固定斜角平面

母线 x(摆角) (a)四坐标联动 (⑥)坐标联动 图4-7数控铣床加工变斜角面 对曲率变化较下的变斜角面,选用x、y、z和A四坐标联动的数 控铣床,采用立铣刀(但当零件斜角过大,超过机床主轴摆角范围时, 可用角度成型铣刀加以弥补)以插补方式摆角加工,如图4-7(a)所示。 对曲率变化交大的变斜角面,用四坐标联动加工难以满足加工要求, 最好用x、y、z、A或B(或C转轴)的五坐标联动数控洗床以圆弧插补 方试摆脚加工,如图4-7(b)所示
图4-7 数控铣床加工变斜角面 对曲率变化较下的变斜角面,选用x、y、z和A四坐标联动的数 控铣床,采用立铣刀(但当零件斜角过大,超过机床主轴摆角范围时, 可用角度成型铣刀加以弥补)以插补方式摆角加工,如图4-7(a)所示。 对曲率变化交大的变斜角面,用四坐标联动加工难以满足加工要求, 最好用x、y、z、A或B(或C转轴)的五坐标联动数控冼床以圆弧插补 方试摆脚加工,如图4-7(b)所示
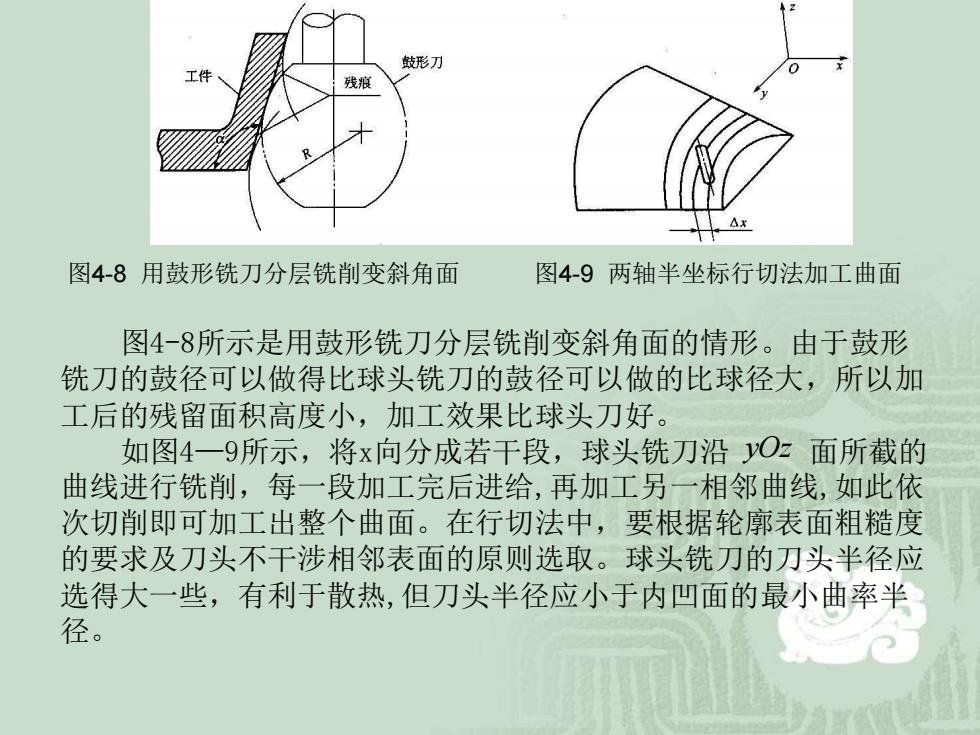
鼓形刀 工件 残痕 图4-8用鼓形铣刀分层铣削变斜角面 图4-9两轴半坐标行切法加工曲面 图4-8所示是用鼓形铣刀分层铣削变斜角面的情形。由于鼓形 铣刀的鼓径可以做得比球头铣刀的鼓径可以做的比球径大,所以加 工后的残留面积高度小,加工效果比球头刀好。 如图4一9所示,将x向分成若干段,球头铣刀沿yOz面所截的 曲线进行铣削,每一段加工完后进给,再加工另一相邻曲线,如此依 次切削即可加工出整个曲面。在行切法中,要根据轮廓表面粗糙度 的要求及刀头不干涉相邻表面的原则选取。球头铣刀的刀头半径应 选得大一些,有利于散热,但刀头半径应小于内凹面的最小曲率半 径
图4-8 用鼓形铣刀分层铣削变斜角面 图4-9 两轴半坐标行切法加工曲面 图4-8所示是用鼓形铣刀分层铣削变斜角面的情形。由于鼓形 铣刀的鼓径可以做得比球头铣刀的鼓径可以做的比球径大,所以加 工后的残留面积高度小,加工效果比球头刀好。 如图4—9所示,将x向分成若干段,球头铣刀沿 面所截的 曲线进行铣削,每一段加工完后进给,再加工另一相邻曲线,如此依 次切削即可加工出整个曲面。在行切法中,要根据轮廓表面粗糙度 的要求及刀头不干涉相邻表面的原则选取。球头铣刀的刀头半径应 选得大一些,有利于散热,但刀头半径应小于内凹面的最小曲率半 径。 yOz