数控技术及应用教案及讲稿 上部分:数控技术及编程 图4-21液压拨叉变速数控机床的主轴箱 (②)电磁离合器。电磁离合器可以控制其线圈的接通切断,来控制传动的进行和脱 开,便于实现自动化操作。缺点是体积大,易使机械零件磁化。在数控机床主轴传动中, 使用电磁离合器能够简化变速机构,通过各传动轴离合器的吸合与分离,形成不同的运 动组合传动线路,实现主轴变速。图4-22所示为THK6380型自动换刀数控铣镗床的主 传动系统图,该机床采用双速电动机和六个电磁离合器完成18级变速。 z=74 =85 w min 图4-22THK6380型自动换刀数控铣镗床的主传动系统 图4-23是数控铣镗床主轴箱中使用的无集电环摩擦片式电磁离合器。传动齿轮1 通过螺钉固定在联接件2的端面上,根据不同的传动结构,运动既可以从齿轮1输入, 兰州交通大学机电工程学院
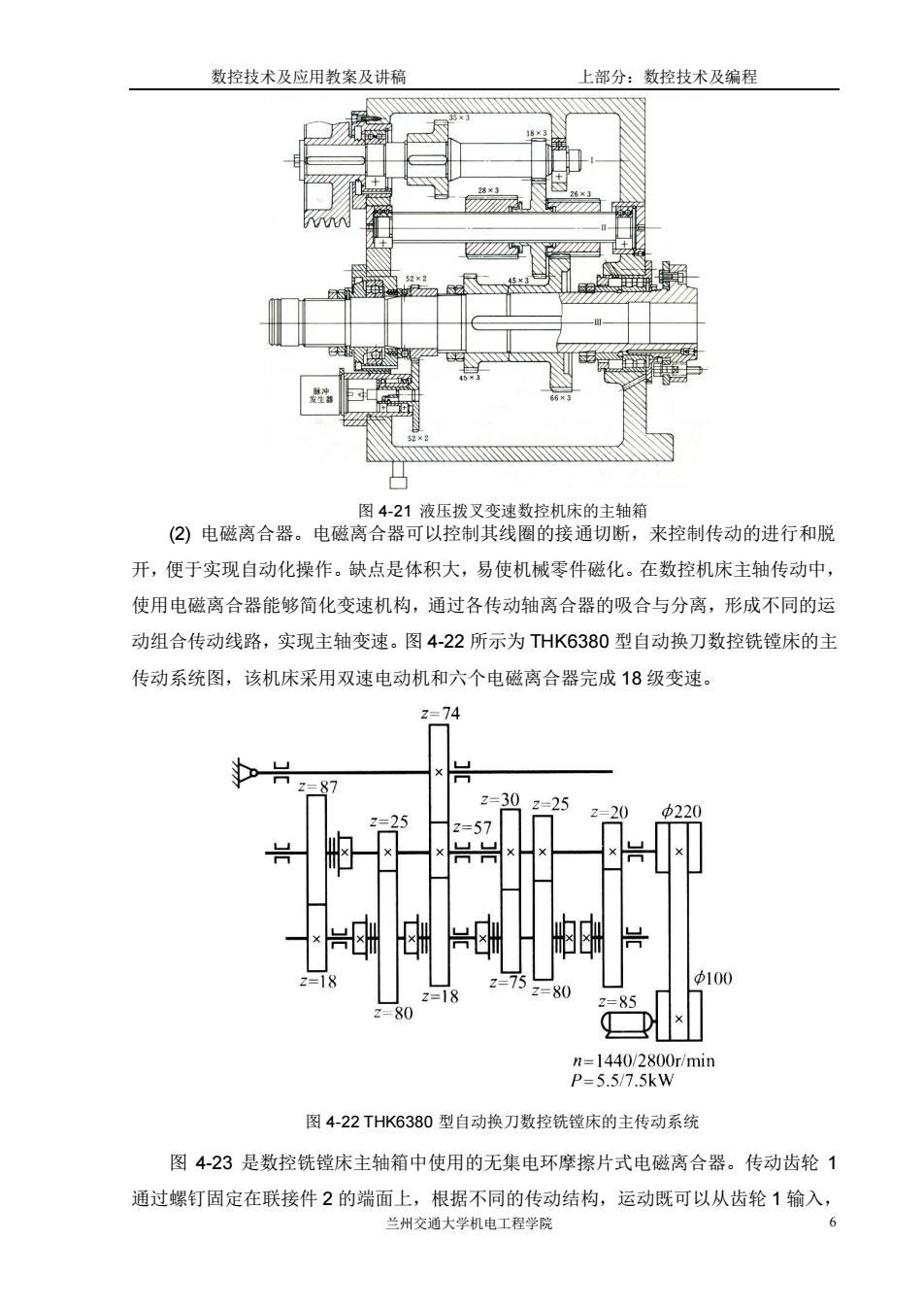
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 6 图 4-21 液压拨叉变速数控机床的主轴箱 (2) 电磁离合器。电磁离合器可以控制其线圈的接通切断,来控制传动的进行和脱 开,便于实现自动化操作。缺点是体积大,易使机械零件磁化。在数控机床主轴传动中, 使用电磁离合器能够简化变速机构,通过各传动轴离合器的吸合与分离,形成不同的运 动组合传动线路,实现主轴变速。图 4-22 所示为 THK6380 型自动换刀数控铣镗床的主 传动系统图,该机床采用双速电动机和六个电磁离合器完成 18 级变速。 图 4-22 THK6380 型自动换刀数控铣镗床的主传动系统 图 4-23 是数控铣镗床主轴箱中使用的无集电环摩擦片式电磁离合器。传动齿轮 1 通过螺钉固定在联接件 2 的端面上,根据不同的传动结构,运动既可以从齿轮 1 输入
数控技术及应用教案及讲稿 上部分:数控技术及编程 也可以从套简3输入。联接件2的外周开有6条直槽,并与外摩擦片4上的六个花键齿 相配,这样就把齿轮1的转动直接传递给外摩擦片4。套筒3的内孔和外圆都有花键, 而且和挡环6用螺钉11连成一体。内摩擦片5通过内孔花键套装在筒3上,并一起转 动。当线圈8通电时,衔铁10被吸引右移,把内摩擦片5和外摩擦片4压紧在挡环6 上,通过摩擦力矩把齿轮1与套简3结合在一起。无集电环电磁离合器的线圈8和铁心 9是不转动的,在铁心9的右侧均匀分布着六条键槽,用斜键将铁心固定在变速箱的壁 上。当线圈8断电时,外摩擦片4的弹性爪使衔铁10迅速恢复到原来位置,内、外摩 擦片互相分离,运动被切断。这种离合器的优点在于省去了电刷,避免了摩损和接触不 良带来的故障,因此比较适合于高速运转的主运动系统。由于采用摩擦片来传递转矩, 所以允许不停机变速。但也带来了另外的缺点,这就是变速时将产生大量的摩擦热,还 由于线圈和铁心是静止不动的,这就必须在旋转的套筒上装滚动轴承7,因而增加了离 合器的径向尺寸。此外,这种摩擦离合器的磁力线通过钢质的摩擦片,在线圈断电之后 会有剩磁,所以增加了离合器的分离时间 图4-23无集电环摩擦片式电磁离合器 1-传动齿轮2-连接件3套筒4外摩擦片5内摩擦片 6-档环7-滚动轴承8-绕组9-铁心10-衔铁11-螺钉 图4-24为啮合式电磁离合器。它是在摩擦面上做了一定齿形,来提高传递的扭矩。 线圈1通电,带有端面齿的衔铁2又通过渐开线形花键与定位环5相联,再通过螺钉7 与传动件相联。磁轭内孔的花键送给另一个轴,这样,就使与螺钉7相联的轴与另一轴 同时旋转。隔离环6是防止传动轴分离一部分磁力线,进而削弱电磁吸引力。衔铁采用 渐开线花键与定位环5相联是为了保证同轴度。这种离合器必须在低于1~2rmin的转 速下变速。 兰州交通大学机电工程学院
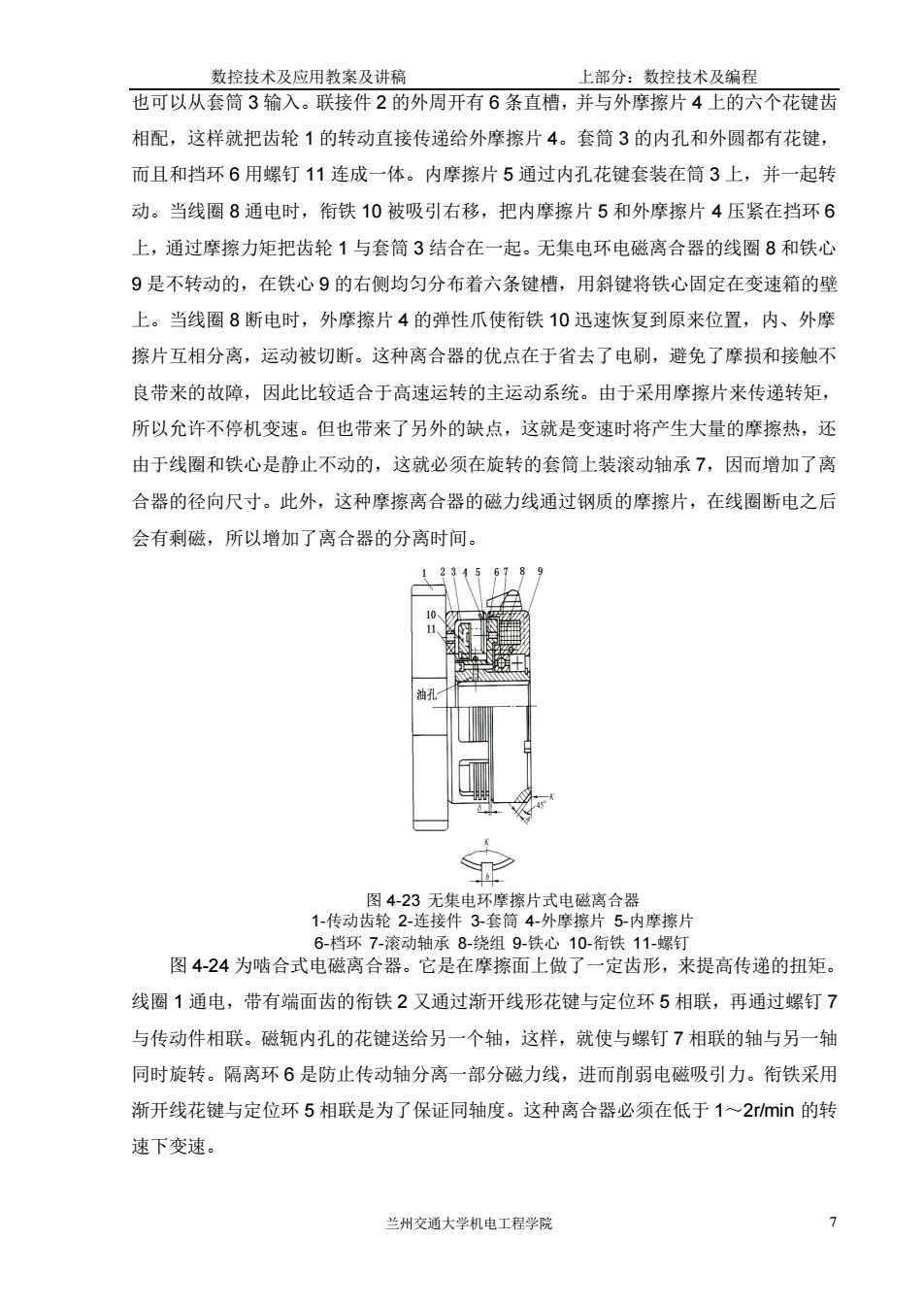
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 7 也可以从套筒 3 输入。联接件 2 的外周开有 6 条直槽,并与外摩擦片 4 上的六个花键齿 相配,这样就把齿轮 1 的转动直接传递给外摩擦片 4。套筒 3 的内孔和外圆都有花键, 而且和挡环 6 用螺钉 11 连成一体。内摩擦片 5 通过内孔花键套装在筒 3 上,并一起转 动。当线圈 8 通电时,衔铁 10 被吸引右移,把内摩擦片 5 和外摩擦片 4 压紧在挡环 6 上,通过摩擦力矩把齿轮 1 与套筒 3 结合在一起。无集电环电磁离合器的线圈 8 和铁心 9 是不转动的,在铁心 9 的右侧均匀分布着六条键槽,用斜键将铁心固定在变速箱的壁 上。当线圈 8 断电时,外摩擦片 4 的弹性爪使衔铁 10 迅速恢复到原来位置,内、外摩 擦片互相分离,运动被切断。这种离合器的优点在于省去了电刷,避免了摩损和接触不 良带来的故障,因此比较适合于高速运转的主运动系统。由于采用摩擦片来传递转矩, 所以允许不停机变速。但也带来了另外的缺点,这就是变速时将产生大量的摩擦热,还 由于线圈和铁心是静止不动的,这就必须在旋转的套筒上装滚动轴承 7,因而增加了离 合器的径向尺寸。此外,这种摩擦离合器的磁力线通过钢质的摩擦片,在线圈断电之后 会有剩磁,所以增加了离合器的分离时间。 图 4-23 无集电环摩擦片式电磁离合器 1-传动齿轮 2-连接件 3-套筒 4-外摩擦片 5-内摩擦片 6-档环 7-滚动轴承 8-绕组 9-铁心 10-衔铁 11-螺钉 图 4-24 为啮合式电磁离合器。它是在摩擦面上做了一定齿形,来提高传递的扭矩。 线圈 1 通电,带有端面齿的衔铁 2 又通过渐开线形花键与定位环 5 相联,再通过螺钉 7 与传动件相联。磁轭内孔的花键送给另一个轴,这样,就使与螺钉 7 相联的轴与另一轴 同时旋转。隔离环 6 是防止传动轴分离一部分磁力线,进而削弱电磁吸引力。衔铁采用 渐开线花键与定位环 5 相联是为了保证同轴度。这种离合器必须在低于 1~2r/min 的转 速下变速
数控技术及应用教案及讲稿 上部分:数控技术及编程 【61线阳?衔铁合式电览资5 8-旋 啮合式电磁离合器能够传递较大的转矩,主轴箱的结构紧凑。啮合过程无滑动,但 带有旋转集电环9,电刷与滑环之问有摩擦,影响了变速的可靠性,还应避免在很高的 转速下工作。离合器必须在低于1~2r/min的转速F变速,这给自动变速带来不便。 啮合式电磁离合器较适宜于在要求温升小和结构紧凑的数控机床上使用。 4.内置电动机主轴变速 近年来出现了一种新式的内装电动机主轴,即主轴与电动机转子合为一体。其优点 是主轴组件结构紧凑,重量轻,惯量小,可提高启动、停止的响应特性,并利于控制振 动和噪声。缺点是电动机运转产生的热量易使主轴产生热变形。因此,温度控制和冷却 是使用内装电动机主轴的关键问题。图4-25所示为结构示意图以及冷却油流经路线。 图4-26是日本研制的立式加工中心主轴组件,其内装电动机主轴的最高转速可达20 000rmin。 兰州交通大学机电工程学院
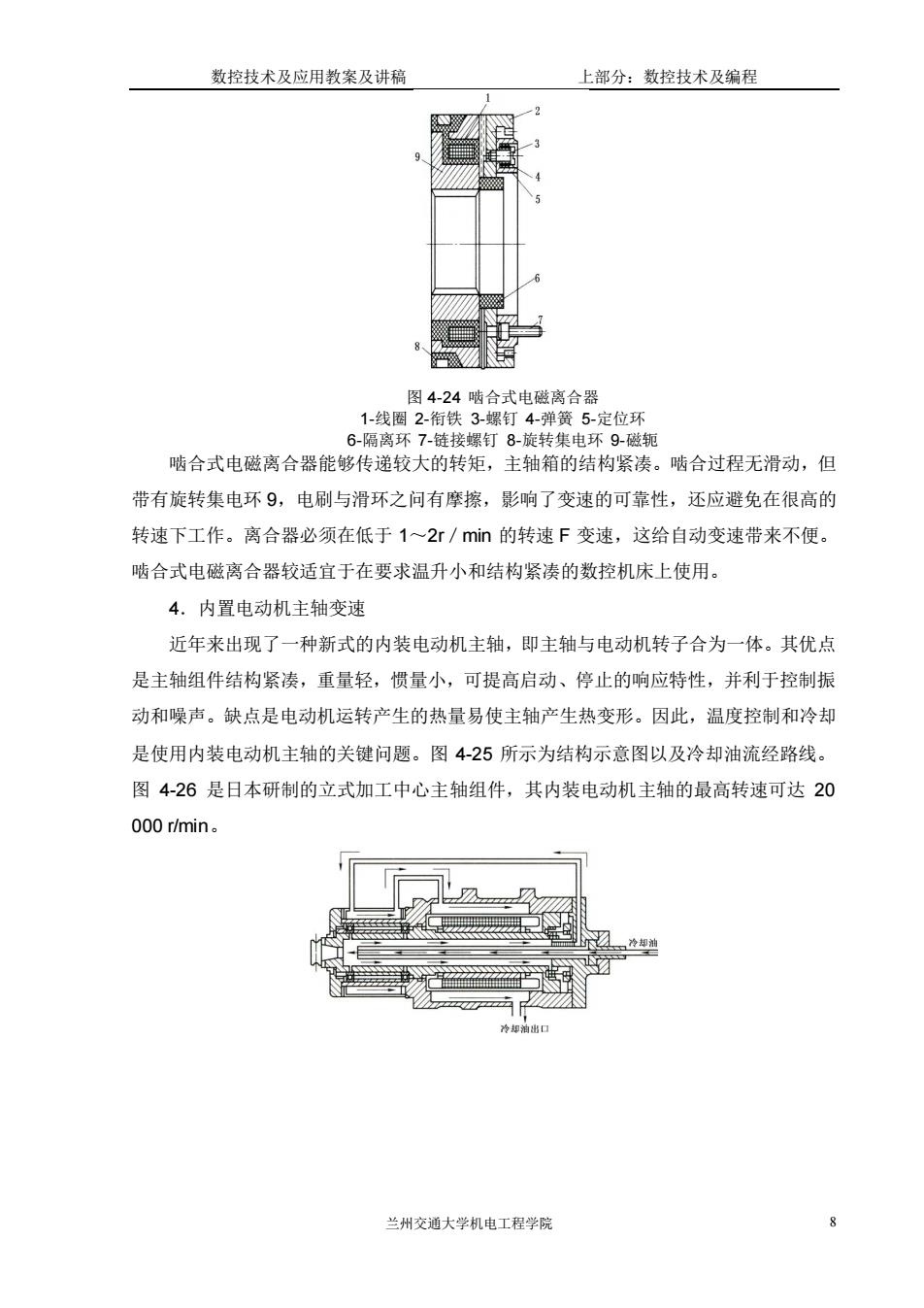
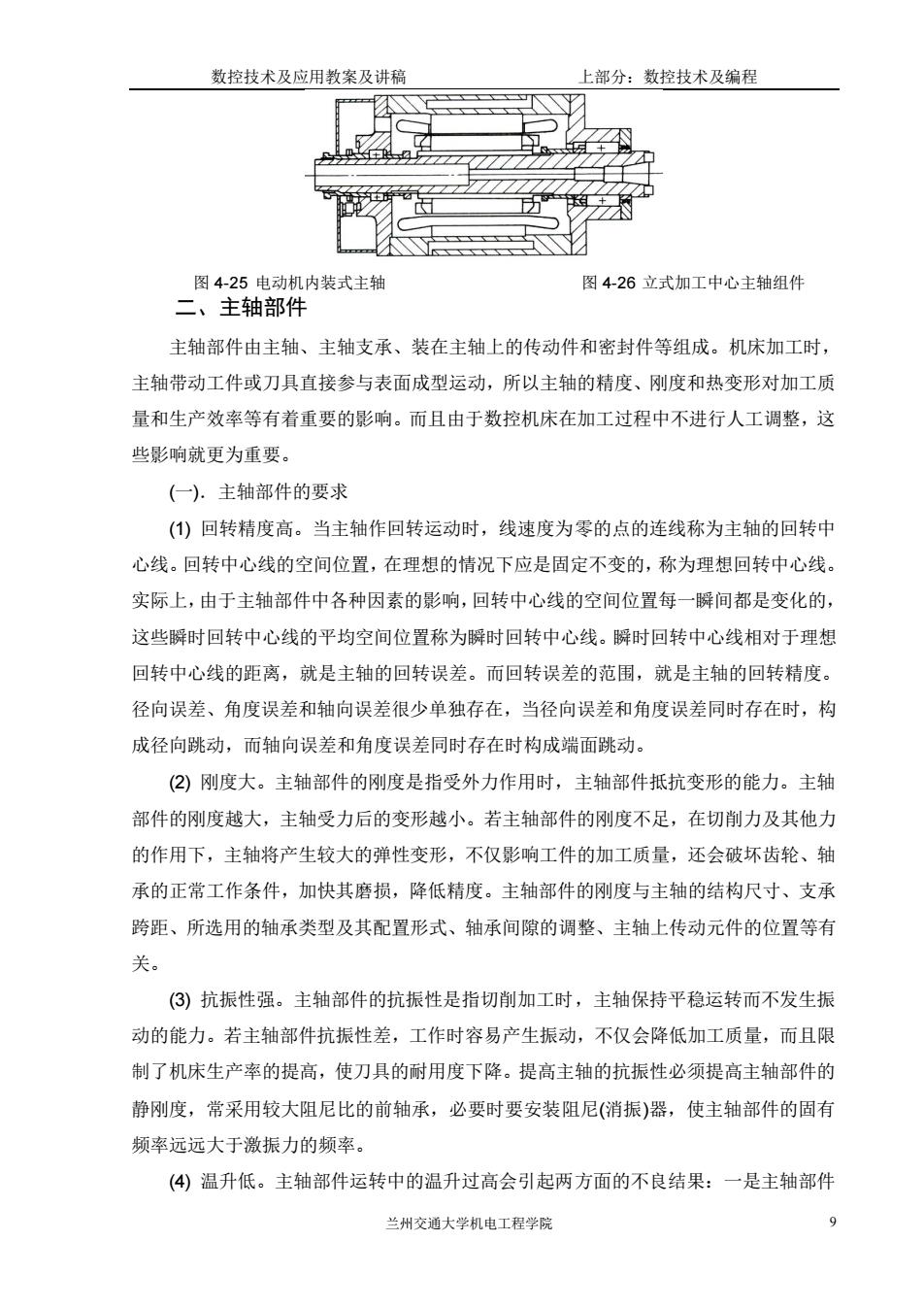
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 8 图 4-24 啮合式电磁离合器 1-线圈 2-衔铁 3-螺钉 4-弹簧 5-定位环 6-隔离环 7-链接螺钉 8-旋转集电环 9-磁轭 啮合式电磁离合器能够传递较大的转矩,主轴箱的结构紧凑。啮合过程无滑动,但 带有旋转集电环 9,电刷与滑环之问有摩擦,影响了变速的可靠性,还应避免在很高的 转速下工作。离合器必须在低于 1~2r/min 的转速 F 变速,这给自动变速带来不便。 啮合式电磁离合器较适宜于在要求温升小和结构紧凑的数控机床上使用。 4.内置电动机主轴变速 近年来出现了一种新式的内装电动机主轴,即主轴与电动机转子合为一体。其优点 是主轴组件结构紧凑,重量轻,惯量小,可提高启动、停止的响应特性,并利于控制振 动和噪声。缺点是电动机运转产生的热量易使主轴产生热变形。因此,温度控制和冷却 是使用内装电动机主轴的关键问题。图 4-25 所示为结构示意图以及冷却油流经路线。 图 4-26 是日本研制的立式加工中心主轴组件,其内装电动机主轴的最高转速可达 20 000 r/min
数控技术及应用数案及讲癌 上部分:数控技术及编程 图426立式加工中心主轴组件 主轴部件由主轴、主轴支承、装在主轴上的传动件和密封件等组成。机床加工时, 主轴带动工件或刀具直接参与表面成型运动,所以主轴的精度、刚度和热变形对加工质 量和生产效率等有着重要的影响。而且由于数控机床在加工过程中不进行人工调整,这 些影响就更为重要。 (一).主轴部件的要求 ()回转精度高。当主轴作回转运动时,线速度为零的点的连线称为主轴的回转中 心线。回转中心线的空间位置,在理想的情况下应是固定不变的,称为理想回转中心线。 实际上,由于主轴部件中各种因素的影响,回转中心线的空间位置每一瞬间都是变化的, 这些瞬时回转中心线的平均空间位置称为瞬时回转中心线。瞬时回转中心线相对于理想 回转中心线的距离,就是主轴的回转误差。而回转误差的范围,就是主轴的回转精度。 径向误差、角度误差和轴向误差很少单独存在,当径向误差和角度误差同时存在时,构 成径向跳动,而轴向误差和角度误差同时存在时构成端面跳动。 (②)刚度大。主轴部件的刚度是指受外力作用时,主轴部件抵抗变形的能力。主轴 部件的刚度越大,主轴受力后的变形越小。若主轴部件的刚度不足,在切削力及其他力 的作用下,主轴将产生较大的弹性变形,不仅影响工件的加工质量,还会破坏齿轮、轴 承的正常工作条件,加快其磨损,降低精度。主轴部件的刚度与主轴的结构尺寸、支承 跨距、所选用的轴承类型及其配置形式、轴承间隙的调整、主轴上传动元件的位置等有 关。 (③)抗振性强。主轴部件的抗振性是指切削加工时,主轴保持平稳运转而不发生振 动的能力。若主轴部件抗振性差,工作时容易产生振动,不仅会降低加工质量,而且限 制了机床生产率的提高,使刀具的耐用度下降。提高主轴的抗振性必须提高主轴部件的 静刚度,常采用较大阻尼比的前轴承,必要时要安装阻尼(消振)器,使主轴部件的固有 频率远远大于激振力的频率。 (4)温升低。主轴部件运转中的温升过高会引起两方面的不良结果:一是主轴部件 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 9 图 4-25 电动机内装式主轴 图 4-26 立式加工中心主轴组件 二、主轴部件 主轴部件由主轴、主轴支承、装在主轴上的传动件和密封件等组成。机床加工时, 主轴带动工件或刀具直接参与表面成型运动,所以主轴的精度、刚度和热变形对加工质 量和生产效率等有着重要的影响。而且由于数控机床在加工过程中不进行人工调整,这 些影响就更为重要。 (一).主轴部件的要求 (1) 回转精度高。当主轴作回转运动时,线速度为零的点的连线称为主轴的回转中 心线。回转中心线的空间位置,在理想的情况下应是固定不变的,称为理想回转中心线。 实际上,由于主轴部件中各种因素的影响,回转中心线的空间位置每一瞬间都是变化的, 这些瞬时回转中心线的平均空间位置称为瞬时回转中心线。瞬时回转中心线相对于理想 回转中心线的距离,就是主轴的回转误差。而回转误差的范围,就是主轴的回转精度。 径向误差、角度误差和轴向误差很少单独存在,当径向误差和角度误差同时存在时,构 成径向跳动,而轴向误差和角度误差同时存在时构成端面跳动。 (2) 刚度大。主轴部件的刚度是指受外力作用时,主轴部件抵抗变形的能力。主轴 部件的刚度越大,主轴受力后的变形越小。若主轴部件的刚度不足,在切削力及其他力 的作用下,主轴将产生较大的弹性变形,不仅影响工件的加工质量,还会破坏齿轮、轴 承的正常工作条件,加快其磨损,降低精度。主轴部件的刚度与主轴的结构尺寸、支承 跨距、所选用的轴承类型及其配置形式、轴承间隙的调整、主轴上传动元件的位置等有 关。 (3) 抗振性强。主轴部件的抗振性是指切削加工时,主轴保持平稳运转而不发生振 动的能力。若主轴部件抗振性差,工作时容易产生振动,不仅会降低加工质量,而且限 制了机床生产率的提高,使刀具的耐用度下降。提高主轴的抗振性必须提高主轴部件的 静刚度,常采用较大阻尼比的前轴承,必要时要安装阻尼(消振)器,使主轴部件的固有 频率远远大于激振力的频率。 (4) 温升低。主轴部件运转中的温升过高会引起两方面的不良结果:一是主轴部件