数控技术及应用教案及讲稿 上部分:数控技术及编程 第七讲 一、 备课教案 适用专业机械设计制造及其自动化讲次 第七讲 上课 年月日节 时间 第二章计算机数控系统 第三节计算机数控系统的硬件结构 一、概述 教学 了解硬件结构的分类:掌握单微 二、微机基本系统 了解单微 点:了解微机 容 三、接口 提 第四节计算机数控系统的软件结构 及 要求 一、CNC软件的特点 T解CNC软件的特点:掌握CN( 二、多任务性与并行处理技术 罗软组成 解多任务性二 并行处理技术、实时性和优先抢 三、实时性和优先抢占调度机制 占调度机制:理解CC系统的软 件结构 四、典型的CNC软件结构模式 教学实施手段 效果记录 硬件结构的分类 课堂讲授 重 理哭处 单微处理器结构的CNC系统特点: 课堂讨论 点 CNC软件的特点 CC系统的软件结构。 现场示教 小结讲评 难 其它 多任条性与并行处理术 实时性和优先抢占调度机制 点 教具 CAL,黑板 推 陈德道主编数控技术及应用北京 参 国防工业出版社,2009 董玉红主编机床数控技术.哈尔滨 后 书 哈尔滨工业大学出版社,2003 记 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 1 第七讲 一、备课教案 适用专业 机械设计制造及其自动化 讲次 第七讲 上课 时间 年 月 日 节 教 学 内 容 提 纲 及 要 求 第二章 计算机数控系统 第三节 计算机数控系统的硬件结构 一、概述 了解硬件结构的分类;掌握单微 处理器结构;了解单微处理器结 构的 CNC 系统特点;了解微机基 本系统及各种接口 二、微机基本系统 三、接口 第四节 计算机数控系统的软件结构 一、CNC 软件的特点 了解 CNC 软件的特点;掌握 CNC 装置软件组成;了解多任务性与 并行处理技术、实时性和优先抢 占调度机制;理解 CNC 系统的软 件结构。 二、多任务性与并行处理技术 三、实时性和优先抢占调度机制 四、典型的 CNC 软件结构模式 重 点 硬件结构的分类; 单微处理器结构; 单微处理器结构的 CNC 系统特点; CNC 软件的特点; CNC 系统的软件结构。 教学实施手段 效果记录 课堂讲授 √ 课堂讨论 √ 现场示教 小结讲评 难 点 多任务性与并行处理技术; 实时性和优先抢占调度机制。 其 它 教具 CAI,黑板 推 荐 参 考 书 陈德道主编.数控技术及应用.北京: 国防工业出版社,2009 董玉红主编.机床数控技术.哈尔滨: 哈尔滨工业大学出版社,2003 教 学 后 记
数控技术及应用教案及讲稿 上部分:数控技术及编程 二、讲稿 第二节计算机数控系统 第三节计算机数控系统的硬件结构 一、概述 作为现代数控系统核心的CNC装置实际是一台专门用于数控加工的计算机系统。 数控系统的主要功能和主要性能指标都取决于C、C装置的硬件结构和软件系统。其硬 件结构从 CNC 系统的总体安装结构看, 有整体式结构和分体式结构两种。所谓整体式 结构是把CT和MDI面板、操作面板以及功能模块板组成的电路板等安装在同一机箱 内。这种方式的优点是结构紧凑,便于安装。分体式结构通常把CRT和MDI面板、操 作面板等做成一个部件,而把功能模块组成的电路板安装在一个机箱内,两者之间用导 线或光纤连接。许多CNC机床把操作面板也单独作为一个部件,这是由于所控制机床 的要求不同,操作面板相应地要改变,做成分体式有利于更换和安装。按CC装置中CPU 的个数可分为单处理器结构和多 处理器结构。 (一)从系统电路板结构分析分为大板式结构和模块化结构。 1.大板式结构 这种结构的特点是一个系统一般都有一块大板(称为主板),主板上装有主CPU和 各轴的位置控制电路等,其他相关的子板(完成一定功能的电路板),如ROM板、零件 程序存储器板和PLC板都直接插在主板上面 组成 系统的核心部分 大板式结构紧凑,体积小,可靠性高,价格低,有很高的性能/价格比,也便于机床的 体化设计,大板结构虽有上述优点,但它的硬件功能不易变动,不利于组织生产。 2.总线模块化的开放系统结构 这种结构的特点是将CPU、存储器、输入输出控制分别做成插件板(称为硬件模块), 甚至将CPU、存储器、输入输出控制组成独立微型计算机级的硬件模块,相应的软件也 是模块结构,固化在硬件模块中。硬、软件模块形成一个特定的功能单元,称为功能楼 块。功能模块间有明确定义的接口,接口是固定的,成为工厂标准或工业标准,彼此可 以进行信息交换。这种积木式组成CNC系统,使设计简单、柔性比较高、有良好的适 应性和扩展性、试制周期短、调整维护方便、效率高。 (一)从系统使用CpLI分折分为单CpII和多CpII结构 初期的 CN 的 型CNC 系统 般采用单CPU结构,而多CPU 结构可以满足数控机床高进给速度、高加工精度和许多复杂功能的要求,适应于并入 FMS和CIMS运行的需要,从而得到了迅速的发展,也反映了当今数控系统的新水平。 1.单CPU数控的系统结构(如图2-34所示) 兰州交通大学机电工程学院
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 2 二、讲稿 第二节计算机数控系统 第三节 计算机数控系统的硬件结构 一、概述 作为现代数控系统核心的 CNC 装置实际是一台专门用于数控加工的计算机系统。 数控系统的主要功能和主要性能指标都取决于 CNC 装置的硬件结构和软件系统。其硬 件结构从 CNC 系统的总体安装结构看,有整体式结构和分体式结构两种。所谓整体式 结构是把 CRT 和 MDI 面板、操作面板以及功能模块板组成的电路板等安装在同一机箱 内。这种方式的优点是结构紧凑,便于安装。分体式结构通常把 CRT 和 MDI 面板、操 作面板等做成一个部件,而把功能模块组成的电路板安装在一个机箱内,两者之间用导 线或光纤连接。许多 CNC 机床把操作面板也单独作为一个部件,这是由于所控制机床 的要求不同, 操作面板相应地要改变,做成分体式有利于更换和安装。按 CNC 装置中 CPU 的个数可分为单处理器结构和多处理器结构。 (一)从系统电路板结构分析分为大板式结构和模块化结构。 1.大板式结构 这种结构的特点是一个系统一般都有一块大板(称为主板),主板上装有主 CPU 和 各轴的位置控制电路等,其他相关的子板(完成一定功能的电路板),如 ROM 板、零件 程序存储器板和 PLC 板都直接插在主板上面,组成 CNC 系统的核心部分。由此可见, 大板式结构紧凑,体积小,可靠性高,价格低,有很高的性能/价格比,也便于机床的 一体化设计,大板结构虽有上述优点,但它的硬件功能不易变动,不利于组织生产。 2.总线模块化的开放系统结构 这种结构的特点是将 CPU、存储器、输入输出控制分别做成插件板(称为硬件模块), 甚至将 CPU、存储器、输入输出控制组成独立微型计算机级的硬件模块,相应的软件也 是模块结构,固化在硬件模块中。硬、软件模块形成一个特定的功能单元,称为功能模 块。功能模块间有明确定义的接口,接口是固定的,成为工厂标准或工业标准,彼此可 以进行信息交换。这种积木式组成 CNC 系统,使设计简单、柔性比较高、有良好的适 应性和扩展性、试制周期短、调整维护方便、效率高。 (二)从系统使用 CPU 分析分为单 CPU 和多 CPU 结构。 初期的 CNC 系统和现在的一些经济型 CNC 系统一般采用单 CPU 结构,而多 CPU 结构可以满足数控机床高进给速度、高加工精度和许多复杂功能的要求,适应于并入 FMS 和 CIMS 运行的需要,从而得到了迅速的发展,也反映了当今数控系统的新水平。 1.单 CPU 数控的系统结构(如图 2-34 所示)
数控技术及应用教案及讲稿 上部分:数控技术及编程 纸带阅读初机床操作 进给电机 EPROM 「速度控制 速 R圈图可©装可一刻一9 伊礼机电传机做控面板可 图2-34单CPU系统结构图 2.名CD】系统的硬件结物 多CPU结构CNC系统是指在CNC系统中有两个或两个以上的CPU能控制系统总 线或主存储器进行工作的系统结构。 现代的CNC系统大多采用多CPU结构。在这种结构中,每个CPU完成系统中规 定的一部分功能,独立执行程序,它比单CPU结构提高了计算机的处理速度。多CPU 结构的CNC系统采用模块化设计,将软件和硬件模块形成一定的功能模块。模块间有 明确的符合工业标准的接口,彼此间可以进行信息交换。这样可以形成模块化结构,缩 短了设计制造周期, 并且具有良好的适应性和扩展性, 结构紧凑。多CPU的CNC系统 由于每个CPU分管各自的任务,形成若干个模块,如果某个模块出了故障,其他模块 仍然照常工作。并且插件模块更换方便,可以使故障对系统的影响减少到最小程度,提 高了可靠性。性能价格比高,适合于多轴控制、高进给速度、高精度的数控机床。多 CPU数控系统的由有两种典型结构,一种时共享总线结构,另一种是共享存储器结构。 这种结构的CNC 系统如图235所示,在这种系统中,只有主模块有权控制系统总 线,且在某一时刻只能有一个主模块占有总线,如有多个主模块同时请求使用总线会产 生竞争总线问题。其结构如图所示:将各个功能模块插在配有总线插座的机框内,由系 统总线将各个模块有效的连接在一起。在共享总线结构中,多采用公共存储器的方式在 各个模块之间进行信息的交换,公共存储器直接挂在总线上,各个模块多可以访问。 共享总线结构系统配置灵活,结构简单,容易实现,无源总线造价低。因此常常被 采用。但是这种结构的缺点是各个主模块使用总线时会引起竞争,而使信息的传输效率 降低。总线一旦出现故障会影响全局。 兰州交通大学机电工程学院
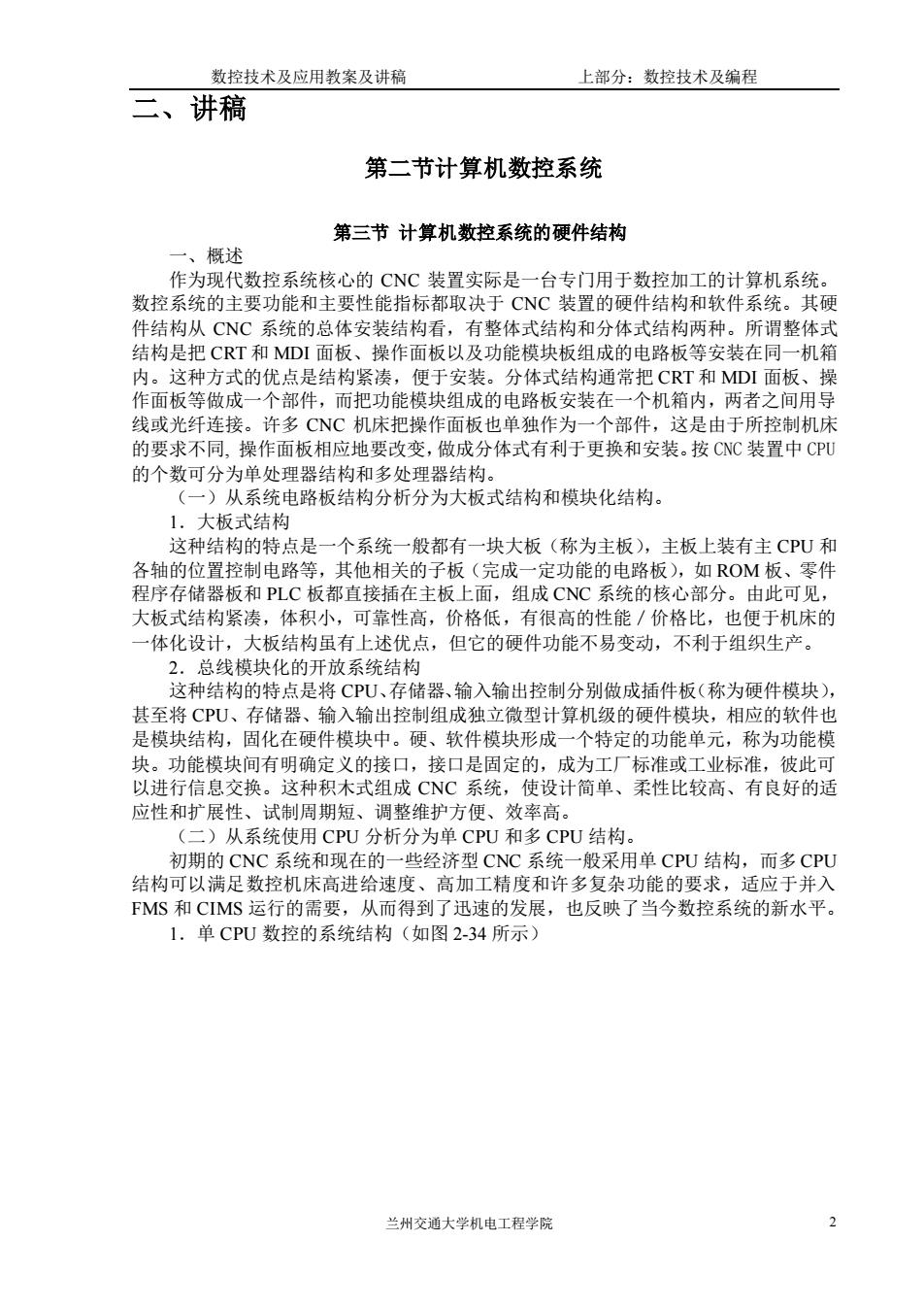
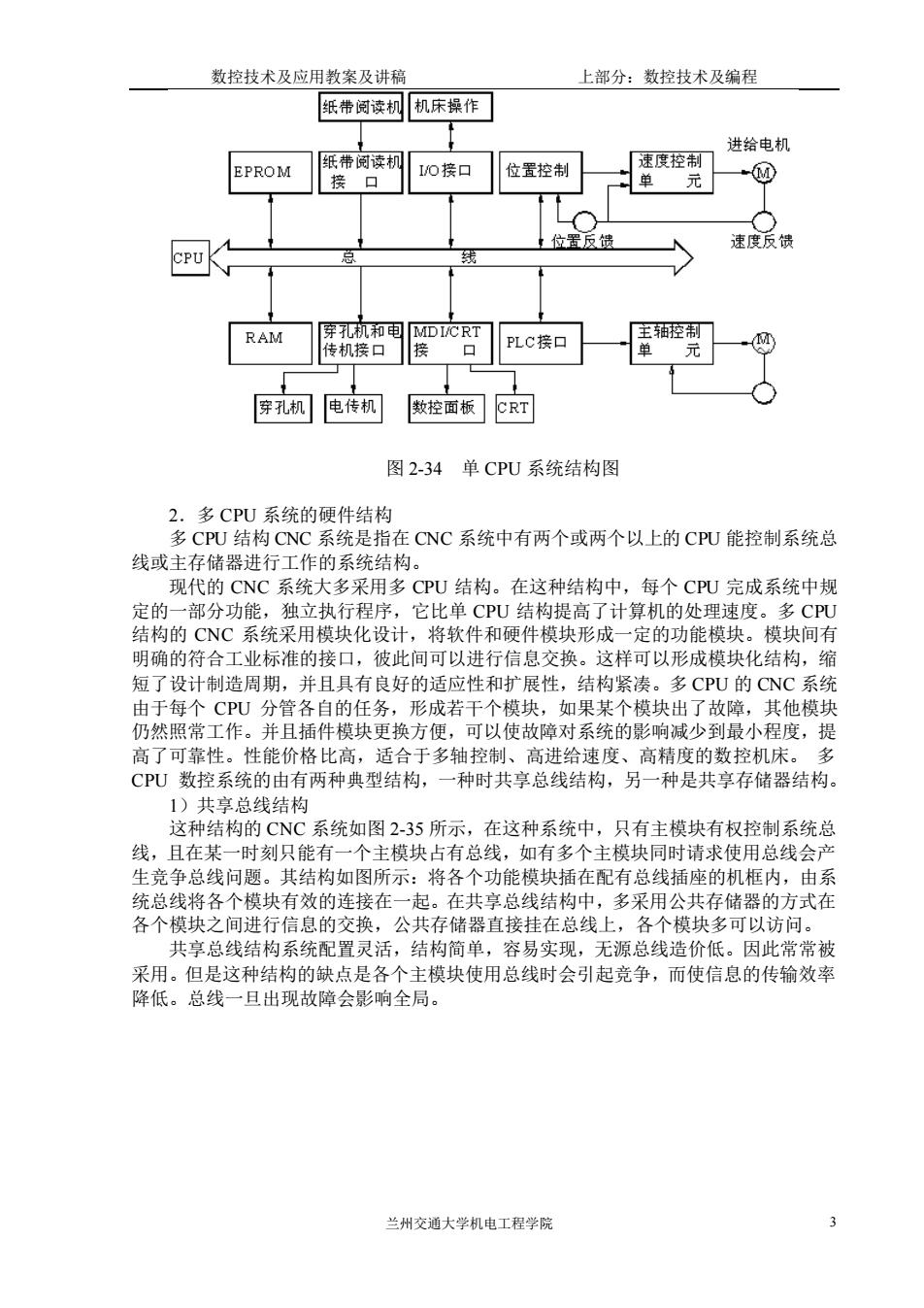
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 3 图 2-34 单 CPU 系统结构图 2.多 CPU 系统的硬件结构 多 CPU 结构 CNC 系统是指在 CNC 系统中有两个或两个以上的 CPU 能控制系统总 线或主存储器进行工作的系统结构。 现代的 CNC 系统大多采用多 CPU 结构。在这种结构中,每个 CPU 完成系统中规 定的一部分功能,独立执行程序,它比单 CPU 结构提高了计算机的处理速度。多 CPU 结构的 CNC 系统采用模块化设计,将软件和硬件模块形成一定的功能模块。模块间有 明确的符合工业标准的接口,彼此间可以进行信息交换。这样可以形成模块化结构,缩 短了设计制造周期,并且具有良好的适应性和扩展性,结构紧凑。多 CPU 的 CNC 系统 由于每个 CPU 分管各自的任务,形成若干个模块,如果某个模块出了故障,其他模块 仍然照常工作。并且插件模块更换方便,可以使故障对系统的影响减少到最小程度,提 高了可靠性。性能价格比高,适合于多轴控制、高进给速度、高精度的数控机床。 多 CPU 数控系统的由有两种典型结构,一种时共享总线结构,另一种是共享存储器结构。 1)共享总线结构 这种结构的 CNC 系统如图 2-35 所示,在这种系统中,只有主模块有权控制系统总 线,且在某一时刻只能有一个主模块占有总线,如有多个主模块同时请求使用总线会产 生竞争总线问题。其结构如图所示:将各个功能模块插在配有总线插座的机框内,由系 统总线将各个模块有效的连接在一起。在共享总线结构中,多采用公共存储器的方式在 各个模块之间进行信息的交换,公共存储器直接挂在总线上,各个模块多可以访问。 共享总线结构系统配置灵活,结构简单,容易实现,无源总线造价低。因此常常被 采用。但是这种结构的缺点是各个主模块使用总线时会引起竞争,而使信息的传输效率 降低。总线一旦出现故障会影响全局
数控技术及应用教案及讲稿 上部分:数控技术及编程 管理模块 (CPU) 麦布获 插补模块 PLC功能模 位置控制模 主轴控制模 (CPU 块(CPU) 块(CPU) 块(CPU) 图2-35 共享总线结构 2)共享存储器结构 这种结构的CNC系统如图2-36所示,在该结构中,采用多端口存贮器来实现各 CPU之间的互连和通信,每个端口都配有一套数据、地址、控制线,以供端口访问。由 多端控制逻辑电路解决访问冲突。 当CNC系统功能复杂要求CPU数量增多时,会因争用共享存储器而造成信息传输 的阻塞,降低系统的效率,其扩展功能较为困难 VO (CPUI) 显示(CPU2) 共享存储器 插补(CPU3) 轴控制(CPU4) 图2-36共享存储器的多CPU结构图 3.多CPU系统的各种功能模块 (1)管理模块该模块是管理和组织整个CNC系统工作的模块,主要功能包括: 初始化、中断管理、总线裁决、系统出错识别和处理、系统硬件与软件诊断等功能。 (2)插补模块该模块是进行零件程序的译码、刀具补偿、坐标位移量计算、进 给速度处理等预处理,然后进行插补计算,并给定各坐标轴的位置值 (3)位置控制模块对坐标位置给定值与由位置检测装置测到的实际位置值进行 比较并获得差值、进行自动加减速、回基准点、对伺服系统滞后量的监视和漂移补偿, 最后得到速度控制的模拟电压(或速度的数字量),去驱动进给电动机。 (4)PLC模块零件程序的开关量(S、M、T)和机床面板来的信号在这个模块 中进行逻辑处理,实现机床电气设备的启停,刀具交换,转台分度,工件数量和运转时 间的计数等 (5)命令与数据输入输出模块指零件程序、参数和数据、各种操作指令的输入 输出,以及显示所需要的各种接口电路。 6)存储器模块是程序和数据的主存储器,或是功能模块数据传送用的共享存 储器。 兰州交通大学机电工程学院
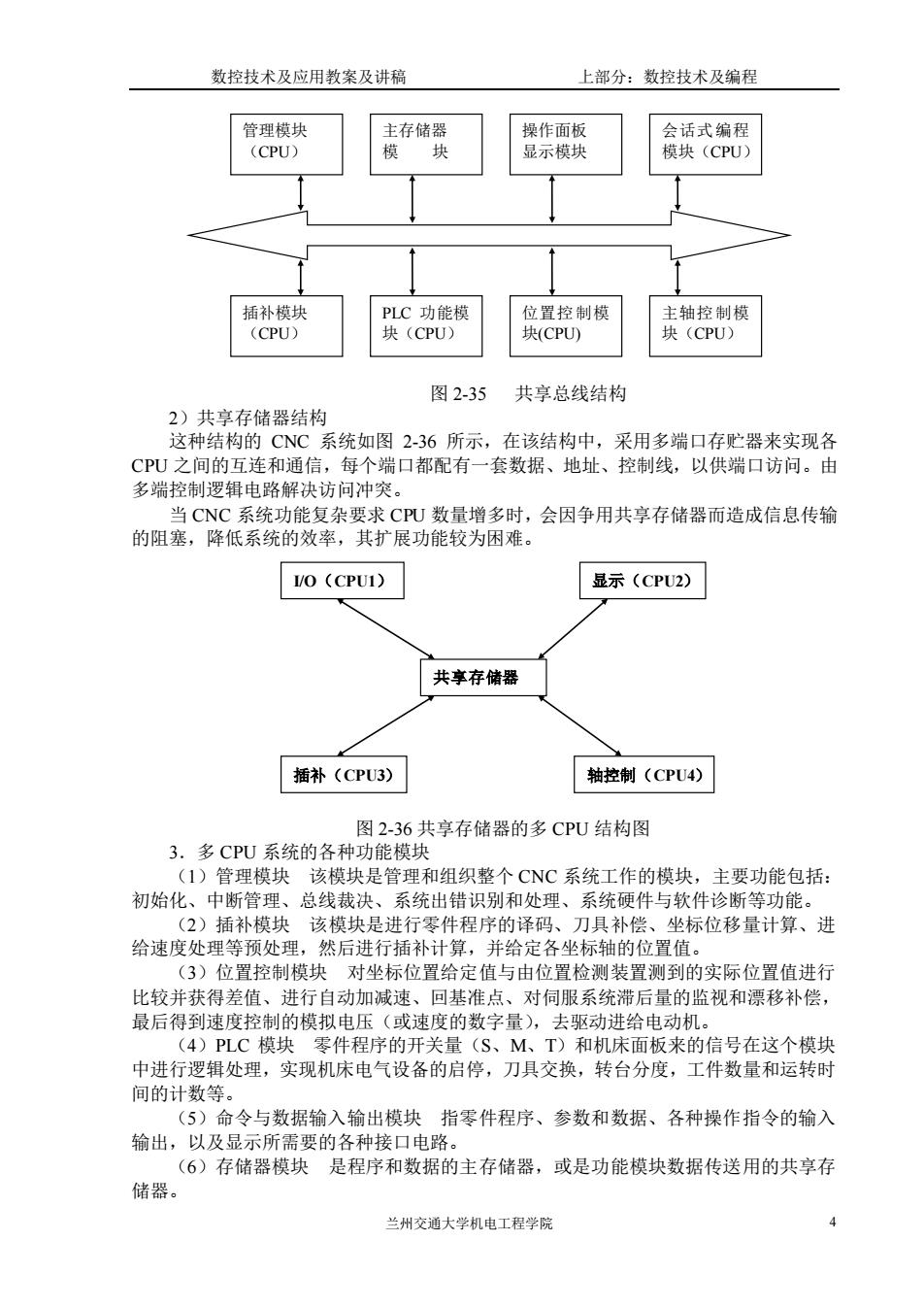
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 4 图 2-35 共享总线结构 2)共享存储器结构 这种结构的 CNC 系统如图 2-36 所示,在该结构中,采用多端口存贮器来实现各 CPU 之间的互连和通信,每个端口都配有一套数据、地址、控制线,以供端口访问。由 多端控制逻辑电路解决访问冲突。 当 CNC 系统功能复杂要求 CPU 数量增多时,会因争用共享存储器而造成信息传输 的阻塞,降低系统的效率,其扩展功能较为困难。 图 2-36 共享存储器的多 CPU 结构图 3.多 CPU 系统的各种功能模块 (1)管理模块 该模块是管理和组织整个 CNC 系统工作的模块,主要功能包括: 初始化、中断管理、总线裁决、系统出错识别和处理、系统硬件与软件诊断等功能。 (2)插补模块 该模块是进行零件程序的译码、刀具补偿、坐标位移量计算、进 给速度处理等预处理,然后进行插补计算,并给定各坐标轴的位置值。 (3)位置控制模块 对坐标位置给定值与由位置检测装置测到的实际位置值进行 比较并获得差值、进行自动加减速、回基准点、对伺服系统滞后量的监视和漂移补偿, 最后得到速度控制的模拟电压(或速度的数字量),去驱动进给电动机。 (4)PLC 模块 零件程序的开关量(S、M、T)和机床面板来的信号在这个模块 中进行逻辑处理,实现机床电气设备的启停,刀具交换,转台分度,工件数量和运转时 间的计数等。 (5)命令与数据输入输出模块 指零件程序、参数和数据、各种操作指令的输入 输出,以及显示所需要的各种接口电路。 (6)存储器模块 是程序和数据的主存储器,或是功能模块数据传送用的共享存 储器。 管理模块 (CPU) 主存储器 模 块 操作面板 显示模块 会话式编程 模块(CPU) 插补模块 (CPU) PLC 功能模 块(CPU) 位置控制模 块(CPU) 主轴控制模 块(CPU) 共享存储器 I/O(CPU1) 显示(CPU2) 插补(CPU3) 轴控制(CPU4)
数控技术及应用教案及讲稿 上部分:数控技术及编程 二、微机基本系统 通常微机基本系统是由CPU、存储器(EPROM、RAM)、定时器、中断控制器 等几个主要部分组成 (1) CPU CPU是整个数控系统的核心 常见的中低档数控系统基本上采用8 位或16位CPU: 如8088/8086、8031等。随着CPU系统向高精度方向发展,要求 其最小设定单位越来越小,同时又要求CPU系统能满足大型机床的需要,当最小设定 单位是1μm时,16位二进制数所表示的最大坐标为-32.767~32.767mm,这显然是不 够的,而采用32位二进制数时,最大坐标范围约为-2000一2000m因此数控系统一般 采用24位二进制数 ,其坐标范围为-8388.607 0300EA7. 因此选用8位CPU就 需要三 个或四个字节运算,这就 重影响了运算速度,当最小设定单位为0.1μm时 这个问题将更加严重。因此现代数控系统大多采用16位或32位的CPU,以满足其 性能指标,如采用8位CPU,则为多CPU结构。例如FANUCI5、SIEMENS84O、 FAGOR8050等系统均为32位CPU,而FAGOR8025系统则采用8位多CPU结 构。 (2)EPROM EPROM用于固化系统控制软件 数控系统的所有功能都是固化 在EPROM中的程序的控制下完成的。在数控系统中,硬软件有密切的关系,由于软件 的执行速度较硬件慢,当CPU功能较弱时,则需要专用硬件解决问题或采用多CPU 结构。现代数控系统常采用标准化与通用化总线结构,因此不同的机床数控系统可以采 用基本相同的硬件结构 ,并且系统的改进与扩展十分方便。 在硬件相对不变 软件仍有相当大的灵活性。扩充软件就可以扩展CNG 的功能,而且软件的这种灵活性有时会对数控系统的功能产生极大的影响。在国外,软 件的成本甚至超过硬件。例如FANUC3T与3M的差别仅在EPROM中的软件, FANUC3M二轴半联动变为三轴联动也仅需要更换EPROM中的软件。 (3)RAMRAM中存放可能改写的信息,在图2-37中,除中断堆栈存放区和控 制软件数据暂存区外,均有后备电池掉电保护功能, 即当电源消失后,由电池来维持 RAM芯片电压 ,以保持其中信息,其原理示意如图2-38所示。 现 大量使用的CMOS 半导体RAM芯片如62648(8K),62256(32K),628128(128K),其维持功耗很低。如 日立HM628128芯片,其电源电压大于2V即可维持信息不丢失,并且维持电流小于 1uA左右,这就大大延长了电池的使用寿命 (4)定时器与中断控制器 定时器与中断控制器用于计算机系统的定时控制与多 级中断管理 CPL」中断向量存放风 系统控制敏件数据 存区 刀具参数表 4+5 G53G59参数表 丝打间橙值 RAM 系统梦数表 后备电 零件加工程序目录 364.5 零件加工程序存放区 图2-37数控系统RAM区分配示意图 图2-38RAM芯片掉电示意图 三、接口 1.人机界面接口 兰州交通大学机电工程学院
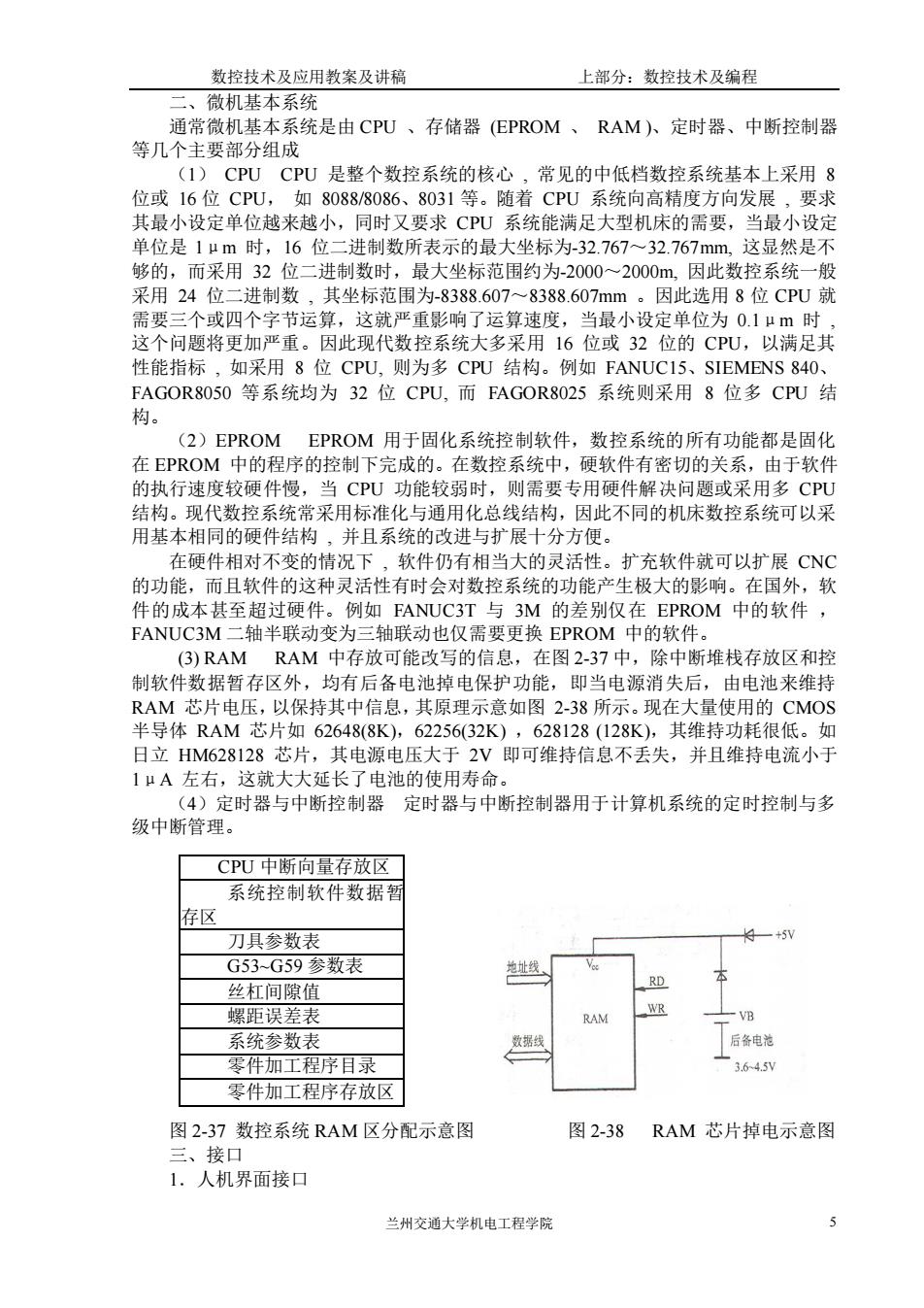
数控技术及应用教案及讲稿 上部分:数控技术及编程 兰州交通大学机电工程学院 5 二、微机基本系统 通常微机基本系统是由 CPU 、存储器 (EPROM 、 RAM )、定时器、中断控制器 等几个主要部分组成 (1) CPU CPU 是整个数控系统的核心 , 常见的中低档数控系统基本上采用 8 位或 16 位 CPU, 如 8088/8086、8031 等。随着 CPU 系统向高精度方向发展 , 要求 其最小设定单位越来越小,同时又要求 CPU 系统能满足大型机床的需要,当最小设定 单位是 1μm 时,16 位二进制数所表示的最大坐标为-32.767~32.767mm, 这显然是不 够的,而采用 32 位二进制数时,最大坐标范围约为-2000~2000m, 因此数控系统一般 采用 24 位二进制数 , 其坐标范围为-8388.607~8388.607mm 。因此选用 8 位 CPU 就 需要三个或四个字节运算,这就严重影响了运算速度,当最小设定单位为 0.1μm 时 , 这个问题将更加严重。因此现代数控系统大多采用 16 位或 32 位的 CPU,以满足其 性能指标 , 如采用 8 位 CPU, 则为多 CPU 结构。例如 FANUC15、SIEMENS 840、 FAGOR8050 等系统均为 32 位 CPU, 而 FAGOR8025 系统则采用 8 位多 CPU 结 构。 (2)EPROM EPROM 用于固化系统控制软件,数控系统的所有功能都是固化 在 EPROM 中的程序的控制下完成的。在数控系统中,硬软件有密切的关系,由于软件 的执行速度较硬件慢,当 CPU 功能较弱时,则需要专用硬件解决问题或采用多 CPU 结构。现代数控系统常采用标准化与通用化总线结构,因此不同的机床数控系统可以采 用基本相同的硬件结构 , 并且系统的改进与扩展十分方便。 在硬件相对不变的情况下 , 软件仍有相当大的灵活性。扩充软件就可以扩展 CNC 的功能,而且软件的这种灵活性有时会对数控系统的功能产生极大的影响。在国外,软 件的成本甚至超过硬件。例如 FANUC3T 与 3M 的差别仅在 EPROM 中的软件 , FANUC3M 二轴半联动变为三轴联动也仅需要更换 EPROM 中的软件。 (3) RAM RAM 中存放可能改写的信息,在图 2-37 中,除中断堆栈存放区和控 制软件数据暂存区外,均有后备电池掉电保护功能,即当电源消失后,由电池来维持 RAM 芯片电压,以保持其中信息,其原理示意如图 2-38 所示。现在大量使用的 CMOS 半导体 RAM 芯片如 62648(8K),62256(32K) ,628128 (128K),其维持功耗很低。如 日立 HM628128 芯片,其电源电压大于 2V 即可维持信息不丢失,并且维持电流小于 1μA 左右,这就大大延长了电池的使用寿命。 (4)定时器与中断控制器 定时器与中断控制器用于计算机系统的定时控制与多 级中断管理。 图 2-37 数控系统 RAM 区分配示意图 图 2-38 RAM 芯片掉电示意图 三、接口 1.人机界面接口 CPU 中断向量存放区 系统控制软件数据暂 存区 刀具参数表 G53~G59 参数表 丝杠间隙值 螺距误差表 系统参数表 零件加工程序目录 零件加工程序存放区