(4)程序检验 将编写好的加工程序输入数控系统,就可控制数控机 床的加工工作。一般在正式加工之前,要对程序进行检验 。通常可采用机床空运转的方式,来检查机床动作和运动 轨迹的正确性,以检验程序。在具有图形模拟显示功能的 数控机床上,可通过显示走刀轨迹或模拟刀具对工件的切 削过程,对程序进行检查。对于形状复杂和要求高的零件 ,也可采用铝件、塑料或石蜡等易切材料进行试切来检验 程序。通过检查试件,不仅可确认程序是否正确,还可知 道加工精度是否符合要求。若能采用与被加工零件材料相 同的材料进行试切,则更能反映实际加工效果,当发现加 工的零件不符合加工技术要求时,可修改程序或采取尺寸 补偿等措施
(4)程序检验 将编写好的加工程序输入数控系统,就可控制数控机 床的加工工作。一般在正式加工之前,要对程序进行检验 。通常可采用机床空运转的方式,来检查机床动作和运动 轨迹的正确性,以检验程序。在具有图形模拟显示功能的 数控机床上,可通过显示走刀轨迹或模拟刀具对工件的切 削过程,对程序进行检查。对于形状复杂和要求高的零件 ,也可采用铝件、塑料或石蜡等易切材料进行试切来检验 程序。通过检查试件,不仅可确认程序是否正确,还可知 道加工精度是否符合要求。若能采用与被加工零件材料相 同的材料进行试切,则更能反映实际加工效果,当发现加 工的零件不符合加工技术要求时,可修改程序或采取尺寸 补偿等措施
2、数控程序编制的方法 (1)手工编程:指主要由人工来完成数控编程中 各个阶段的工作。 编程手册 零件图样 工 夹具表 艺人员 机床表 工艺规程 编程人员 加工程序初稿 加工程序 刀具表 修 改 图12手工编程
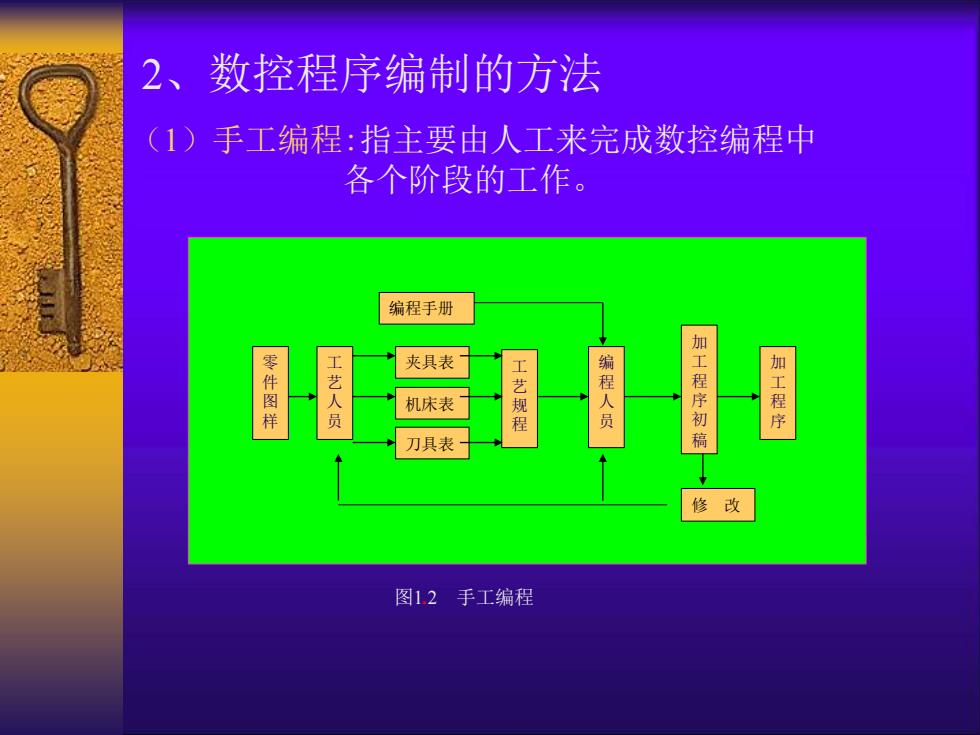
2、数控程序编制的方法 (1)手工编程:指主要由人工来完成数控编程中 各个阶段的工作。 零 件 图 样 工 艺 人 员 夹具表 机床表 刀具表 工 艺 规 程 编 程 人 员 加 工 程 序 初 稿 加 工 程 序 修 改 编程手册 图1.2 手工编程

(2)计算机自动编程 自动编程是指在编程过程中,除了分析零件 图样和制定工艺方案由人工进行外,其余工作 均由计算机辅助完成。采用计算机自动编程时, 数学处理、编写程序、检验程序等工作是由计 算机自动完成的,由于计算机可自动绘制出刀 具中心运动轨迹,使编程人员可及时检查程序 是否正确,需要时可及时修改,以获得正确的 程序。又由于计算机自动编程代替程序编制人 员完成了繁琐的数值计算,可提高编程效率几 十倍乃至上百倍,因此解决了手工编程无法解 决的许多复杂零件的编程难题。因而,自动编 程的特点就在于编程工作效率高,可解决复杂 形状零件的编程难题
(2)计算机自动编程 自动编程是指在编程过程中,除了分析零件 图样和制定工艺方案由人工进行外,其余工作 均由计算机辅助完成。采用计算机自动编程时, 数学处理、编写程序、检验程序等工作是由计 算机自动完成的,由于计算机可自动绘制出刀 具中心运动轨迹,使编程人员可及时检查程序 是否正确,需要时可及时修改,以获得正确的 程序。又由于计算机自动编程代替程序编制人 员完成了繁琐的数值计算,可提高编程效率几 十倍乃至上百倍,因此解决了手工编程无法解 决的许多复杂零件的编程难题。因而,自动编 程的特点就在于编程工作效率高,可解决复杂 形状零件的编程难题
3、字与字的功能 (1)字:在数控加工程序中,字是指一系列按规定排 列的字符,作为一个信息单元存储、传递和操作。 字是由一个英文字母与随后的若干位十进制数字组 成,这个英文字母称为地址符。 如: “X2500”是一个字,X为地址符,数字 “2500”为地址中的内容。 (2)字的功能: 组成程序段的每一个字都有其特定的功能含义,以 下是以FANUC-OM数控系统的规范为主来介绍的,实 际工作中,请遵照机床数控系统说明书来使用各个 功能字。 (三菱、FANUC、SIEMENS)
3、字与字的功能 (1)字:在数控加工程序中,字是指一系列按规定排 列的字符,作为一个信息单元存储、传递和操作。 字是由一个英文字母与随后的若干位十进制数字组 成,这个英文字母称为地址符。 如:“X2500”是一个字,X为地址符,数字 “2500”为地址中的内容。 (2)字的功能: 组成程序段的每一个字都有其特定的功能含义,以 下是以FANUC-0M数控系统的规范为主来介绍的,实 际工作中,请遵照机床数控系统说明书来使用各个 功能字。 (三菱、 FANUC、SIEMENS)
①顺序号字N 顺序号又称程序段号或程序段序号。顺序号位于程 序段之首,由顺序号字和后续数字组成。顺序号字 是地址符,后续数字一般为1~4位的正整数。数控加 工中的顺序号实际上是程序段的名称,与程序执行的 先后次序无关。数控系统不是按顺序号的次序来执行 程序,而是按照程序段编写时的排列顺序逐段执行。 顺序号的作用:对程序的校对和检索修改;作为条件 转向的目标,即作为转向目的程序段的名称。有顺序 号的程序段可以进行复归操作,这是指加工可以从程 序的中间开始,或回到程序中断处开始。 ,一般使用方法:编程时将第一程序段冠以N10,以后以 间隔10递增的方法设置顺序号,这样,在调试程序时, 如果需要在N10和N20之间插入程序段时,就可以使用 N11、N12等
①顺序号字N 顺序号又称程序段号或程序段序号。顺序号位于程 序段之首,由顺序号字N和后续数字组成。顺序号字N 是地址符,后续数字一般为1~4位的正整数。数控加 工中的顺序号实际上是程序段的名称,与程序执行的 先后次序无关。数控系统不是按顺序号的次序来执行 程序,而是按照程序段编写时的排列顺序逐段执行。 顺序号的作用:对程序的校对和检索修改;作为条件 转向的目标,即作为转向目的程序段的名称。有顺序 号的程序段可以进行复归操作,这是指加工可以从程 序的中间开始,或回到程序中断处开始。 一般使用方法:编程时将第一程序段冠以N10,以后以 间隔10递增的方法设置顺序号,这样,在调试程序时, 如果需要在N10和N20之间插入程序段时,就可以使用 N11、N12等