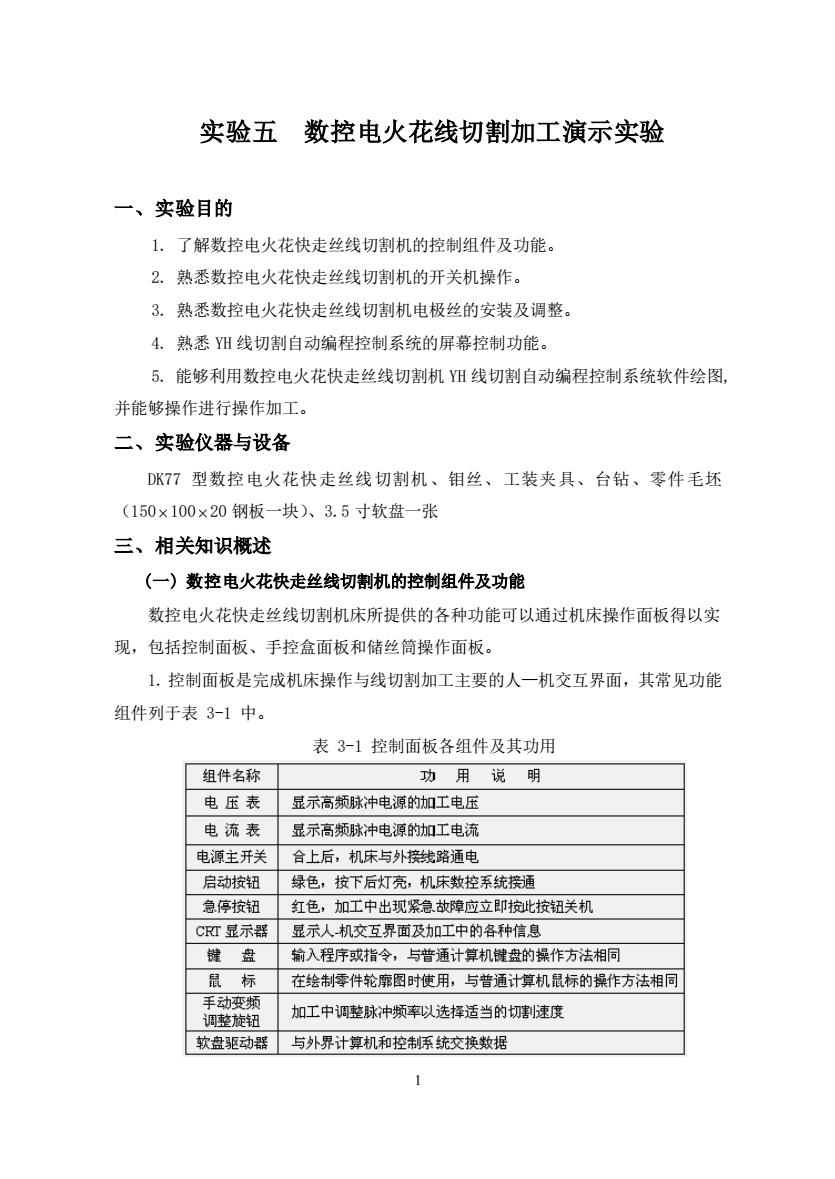
实验五数控电火花线切割加工演示实验 一、实验目的 1.了解数控电火花快走丝线切割机的控制组件及功能。 2。熟悉数控电火花快走丝线切割机的开关机操作。 3.熟悉数控电火花快走丝线切割机电极丝的安装及调整。 4.熟悉H线切割自动编程控制系统的屏幕控制功能。 5。能够利用数控电火花快走丝线切割机YH线切割自动编程控制系统软件绘图, 并能够操作进行操作加工。 二、实验仪器与设备 DK77型数控电火花快走丝线切割机、钼丝、工装夹具、台钻、零件毛坯 (150×100×20钢板一块)入、3.5寸软盘一张 三、相关知识概述 (一)数控电火花快走丝线切割机的控制组件及功能 数控电火花快走丝线切割机床所提供的各种功能可以通过机床操作面板得以实 现,包括控制面板、手控盒面板和储丝筒操作面板。 1.控制面板是完成机床操作与线切割加工主要的人一机交互界面,其常见功能 组件列于表3-1中。 表3-1控制面板各组件及其功用 组件名称 功用说明 电压表 显示高频冲由冠的加工申压 电流表 显示高频脉冲电源的加工电流 电源主开关 合上后,机床与外揆就路通电 启动按钮 绿色,按下后灯亮,机床数控系统接通 急停按钮 红色,加工中出现紧急故障应立即按此按钮关机 CT显示器 显示人机交互界面及工中的各种信息 盘 输入程序或指令,与普通计算机盘的操作方法相丽 用标 在绘制零件轮廓图时使用,与普通计算机鼠标的操作方法相同 手动变频 调整旋钮 加工中调整脉冲频率以选择适当的切速度 软盘驱动器与外界计算机和控制系统交换数据
1 实验五 数控电火花线切割加工演示实验 一、实验目的 1. 了解数控电火花快走丝线切割机的控制组件及功能。 2. 熟悉数控电火花快走丝线切割机的开关机操作。 3. 熟悉数控电火花快走丝线切割机电极丝的安装及调整。 4. 熟悉 YH 线切割自动编程控制系统的屏幕控制功能。 5. 能够利用数控电火花快走丝线切割机 YH 线切割自动编程控制系统软件绘图, 并能够操作进行操作加工。 二、实验仪器与设备 DK77 型数控电火花快走丝线切割机、钼丝、工装夹具、台钻、零件毛坯 (150 100 20 钢板一块)、3.5 寸软盘一张 三、相关知识概述 (一) 数控电火花快走丝线切割机的控制组件及功能 数控电火花快走丝线切割机床所提供的各种功能可以通过机床操作面板得以实 现,包括控制面板、手控盒面板和储丝筒操作面板。 1. 控制面板是完成机床操作与线切割加工主要的人—机交互界面,其常见功能 组件列于表 3-1 中。 表 3-1 控制面板各组件及其功用
2。储丝筒操作面板 储丝筒操作面板主要用于控制储丝筒电机的正转、反转、制动等。 注:手控盒面板可以选配。 (二)数控电火花快走丝线切割机的开关机操作 L.开机步骤如下: (1)检查外接线路是否接通: (2)合上电源主开关,接通总电源: (3)按下启动按钮,进入控制系统。 机床启动后,CT显示器上出现人一机交互画面。 2.关机步骤如下: (1)将工作台移至各轴中间位置: (2)按下红色急停按钮: (3)扳下电源主开关,关闭电源: (4)断开外接线路。 3.紧急停机 机床在手动或自动运行中,一旦发现异常情况,应立即停止机床的运动。通过 按压手控盒上OF按钮、红色急停按钮或电源主开关、储丝筒操作面板上的紧急停 止开关等四个中的任意一个均可使机床停止。 (三)数控电火花快走丝线切割机电极丝的安装及调整 1.电极丝的选择 电极丝是线切割加工过程中必不可少的重要工具,合理选择电极丝的材料、直 径及其均匀性是能否保证加工稳定进行的重要环节。 电极丝材料应具有良好的导电性、较大的抗拉强度和良好的耐电腐蚀性能,且 电极丝的质量应该均匀,直线性好,无弯折和打结现象,便于穿丝。快走丝线切割 机床上用的电极丝主要是钼丝和钨钼合金丝,尤以钼丝的抗拉强度较高,韧性好, 不易断丝,因而应用广泛:钨钼合金丝的加工效果比钼丝好,但抗拉强度较差,价 格较贵,仅在特殊情况下使用。 电极丝材料不同,其直径范围也不同,一般钼丝为中0.06~0.25mm,钨钼合 金丝为Φ0.03~0.35m。电极丝直径小,有利于加工出窄缝和内尖角的工件,但 2
2 2. 储丝筒操作面板 储丝筒操作面板主要用于控制储丝筒电机的正转、反转、制动等。 注:手控盒面板可以选配。 (二) 数控电火花快走丝线切割机的开关机操作 1. 开机步骤如下: (1)检查外接线路是否接通; (2)合上电源主开关,接通总电源; (3)按下启动按钮,进入控制系统。 机床启动后,CRT 显示器上出现人—机交互画面。 2. 关机步骤如下: (1)将工作台移至各轴中间位置; (2)按下红色急停按钮; (3)扳下电源主开关,关闭电源; (4)断开外接线路。 3. 紧急停机 机床在手动或自动运行中,一旦发现异常情况,应立即停止机床的运动。通过 按压手控盒上 OFF 按钮、红色急停按钮或电源主开关、 储丝筒操作面板上的紧急停 止开关等四个中的任意一个均可使机床停止。 (三) 数控电火花快走丝线切割机电极丝的安装及调整 1. 电极丝的选择 电极丝是线切割加工过程中必不可少的重要工具,合理选择电极丝的材料、直 径及其均匀性是能否保证加工稳定进行的重要环节。 电极丝材料应具有良好的导电性、较大的抗拉强度和良好的耐电腐蚀性能,且 电极丝的质量应该均匀,直线性好,无弯折和打结现象,便于穿丝。快走丝线切割 机床上用的电极丝主要是钼丝和钨钼合金丝,尤以钼丝的抗拉强度较高,韧性好, 不易断丝,因而应用广泛;钨钼合金丝的加工效果比钼丝好,但抗拉强度较差,价 格较贵,仅在特殊情况下使用。 电极丝材料不同,其直径范围也不同,一般钼丝为 Φ0.06~0.25mm ,钨钼合 金丝为 Φ0.03~0.35mm 。电极丝直径小,有利于加工出窄缝和内尖角的工件,但
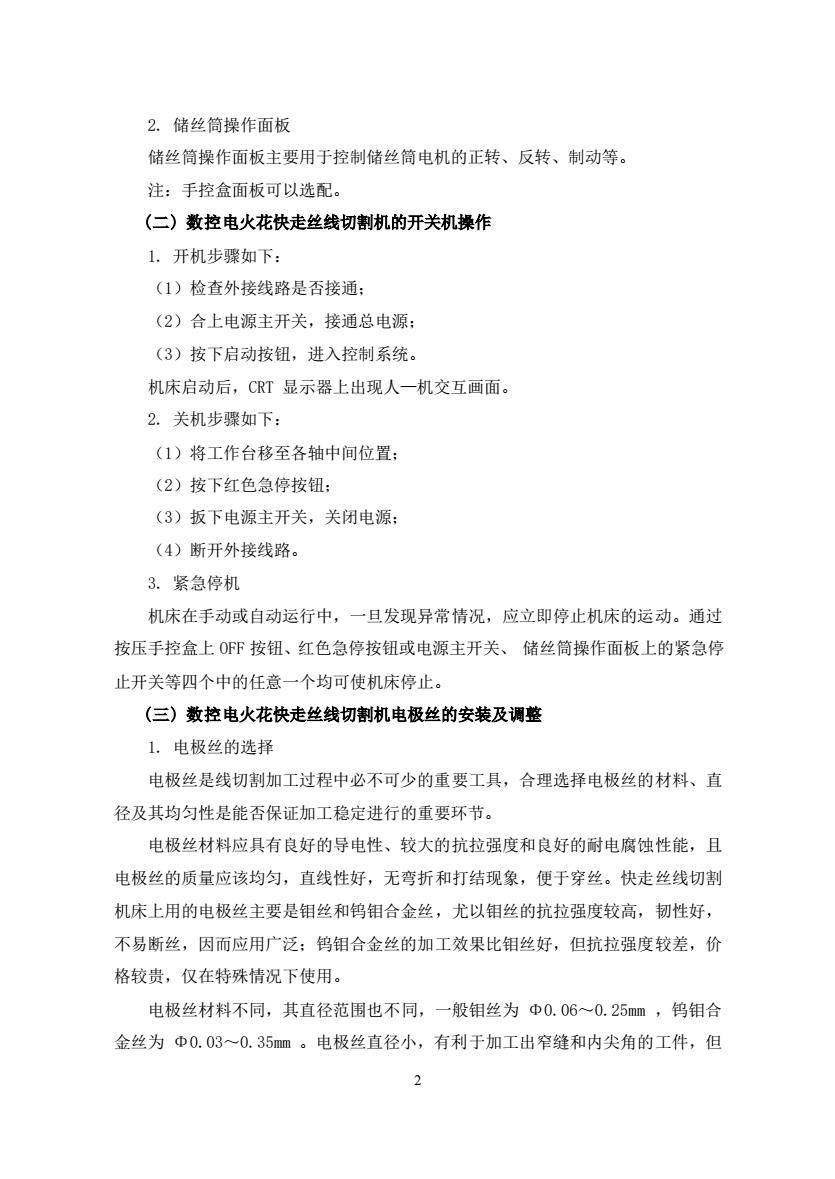
线径太细,能够加工的工件厚度也将受限。因此,电极丝直径的大小应根据切缝宽 窄、工件厚度及凹角尺寸大小等要求进行确定,快走丝线切割加工中一般使用 Φ0.12~0.20mm。 2.电极丝的安装 安装电极丝一般分为两步:先绕丝,再穿丝。 (1)绕丝 通过操纵储丝筒操作面板来进行控制,具体步骤如下: 1)使储丝筒移动到其行程的一端,把电极丝通过导丝轮引向储丝筒端部的螺钉 处并压紧: 2)旋转储丝筒,使电极丝以一定的张力逐渐均匀地盘绕在储丝筒上: 3)待储丝筒移至其行程的另一端时,停止储丝筒旋转,从丝盘处剪断电极丝并 固定好丝头。 (2)穿丝 穿丝路线如图3-1所示。 1一走丝溜板2一储丝筒3一电极丝4一丝架 5一下丝臂6一上丝臂7导轮 图3-1穿丝路线 具体步骤如下: 1)牵引电极丝剪断端依次穿过各个导轮、导电块,用储丝筒的螺钉压紧并剪掉 多余丝头 2)使用储丝筒操作面板上的运丝开关,机动操作储丝筒反向运动,手动操作张 3
3 线径太细,能够加工的工件厚度也将受限。因此,电极丝直径的大小应根据切缝宽 窄、工件厚度及凹角尺寸大小等要求进行确定,快走丝线切割加工中一般使用 Φ0.12~0.20mm。 2. 电极丝的安装 安装电极丝一般分为两步:先绕丝,再穿丝。 (1)绕丝 通过操纵储丝筒操作面板来进行控制,具体步骤如下: 1)使储丝筒移动到其行程的一端,把电极丝通过导丝轮引向储丝筒端部的螺钉 处并压紧; 2)旋转储丝筒,使电极丝以一定的张力逐渐均匀地盘绕在储丝筒上; 3)待储丝筒移至其行程的另一端时,停止储丝筒旋转,从丝盘处剪断电极丝并 固定好丝头。 (2)穿丝 穿丝路线如图 3-1 所示。 图 3-1 穿丝路线 具体步骤如下: 1)牵引电极丝剪断端依次穿过各个导轮、导电块,用储丝筒的螺钉压紧并剪掉 多余丝头; 2)使用储丝筒操作面板上的运丝开关,机动操作储丝筒反向运动,手动操作张
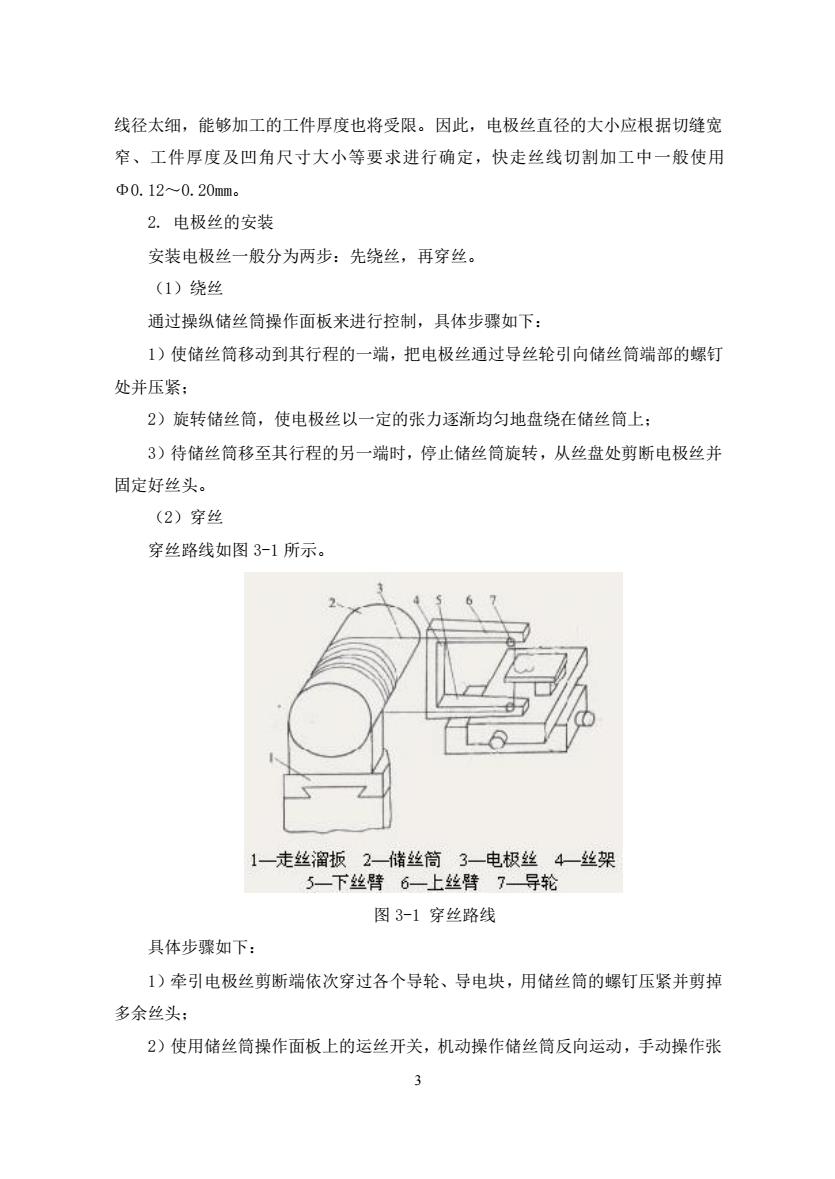
紧电极丝,再次用储丝筒的螺钉压紧并剪掉多余丝头: 3)使储丝筒移向中间位置,利用左、右行程撞块调整好其移动行程,至两端仍 各余有数圈电极丝为止: 4)使用储丝筒操作面板上的运丝开关,机动操作储丝筒自动地进行正反向往返 运动一次,检查电极丝的松紧程度,若电极丝过松或过紧,重复2)、3)和4)步, 直到电极丝的松紧程度符合要求。 细而长的钼丝以一定张力平整地卷绕在储丝筒上,储丝筒通过弹性联轴器与驱 动电机相连,作旋转运动,同时沿轴向移动,走丝速度等于储丝筒周边的线速度。 为重复使用该段钼丝,储丝筒下方的走丝溜扳上置有左、右行程撞块,当储丝筒轴 向运动到钼丝供丝端终端时,行程撞块碰到行程开关,立即控制储丝筒反转,使供 丝端成为收丝端,钼丝反向移动,如此循环交替运转,实现钼丝的往复运动。在运 动过程中,钼丝由丝架支撑,并依靠上、下导轮形成锯弓状。 3.Z轴行程的调整 (1)松开Z轴锁紧把手: (2)根据工件厚度摇动Z轴升降手轮,使工件大致处于上、下主导轮中部: (3)锁紧把手。 4.电极丝垂直校正 在具有儿、V轴的线切割机床上,电极丝运行一段时间、重新穿丝后或加工新工 件之前,需要重新调整电极丝对坐标工作台表面的垂直度。校正时使用一个各平面 相互平行或垂直的长方体,称为校正器,如图3-2所示 图3-2校正电极丝的垂直度 4
4 紧电极丝,再次用储丝筒的螺钉压紧并剪掉多余丝头; 3)使储丝筒移向中间位置,利用左、右行程撞块调整好其移动行程,至两端仍 各余有数圈电极丝为止; 4)使用储丝筒操作面板上的运丝开关,机动操作储丝筒自动地进行正反向往返 运动一次,检查电极丝的松紧程度,若电极丝过松或过紧,重复 2)、3)和 4)步, 直到电极丝的松紧程度符合要求。 细而长的钼丝以一定张力平整地卷绕在储丝筒上,储丝筒通过弹性联轴器与驱 动电机相连,作旋转运动,同时沿轴向移动,走丝速度等于储丝筒周边的线速度。 为重复使用该段钼丝,储丝筒下方的走丝溜扳上置有左、右行程撞块,当储丝筒轴 向运动到钼丝供丝端终端时,行程撞块碰到行程开关,立即控制储丝筒反转,使供 丝端成为收丝端,钼丝反向移动,如此循环交替运转,实现钼丝的往复运动。在运 动过程中,钼丝由丝架支撑,并依靠上、下导轮形成锯弓状。 3. Z 轴行程的调整 (1)松开 Z 轴锁紧把手; (2)根据工件厚度摇动 Z 轴升降手轮,使工件大致处于上、下主导轮中部; (3)锁紧把手。 4. 电极丝垂直校正 在具有 U、V 轴的线切割机床上,电极丝运行一段时间、重新穿丝后或加工新工 件之前,需要重新调整电极丝对坐标工作台表面的垂直度。校正时使用—个各平面 相互平行或垂直的长方体,称为校正器, 如图 3-2 所示。 图 3-2 校正电极丝的垂直度
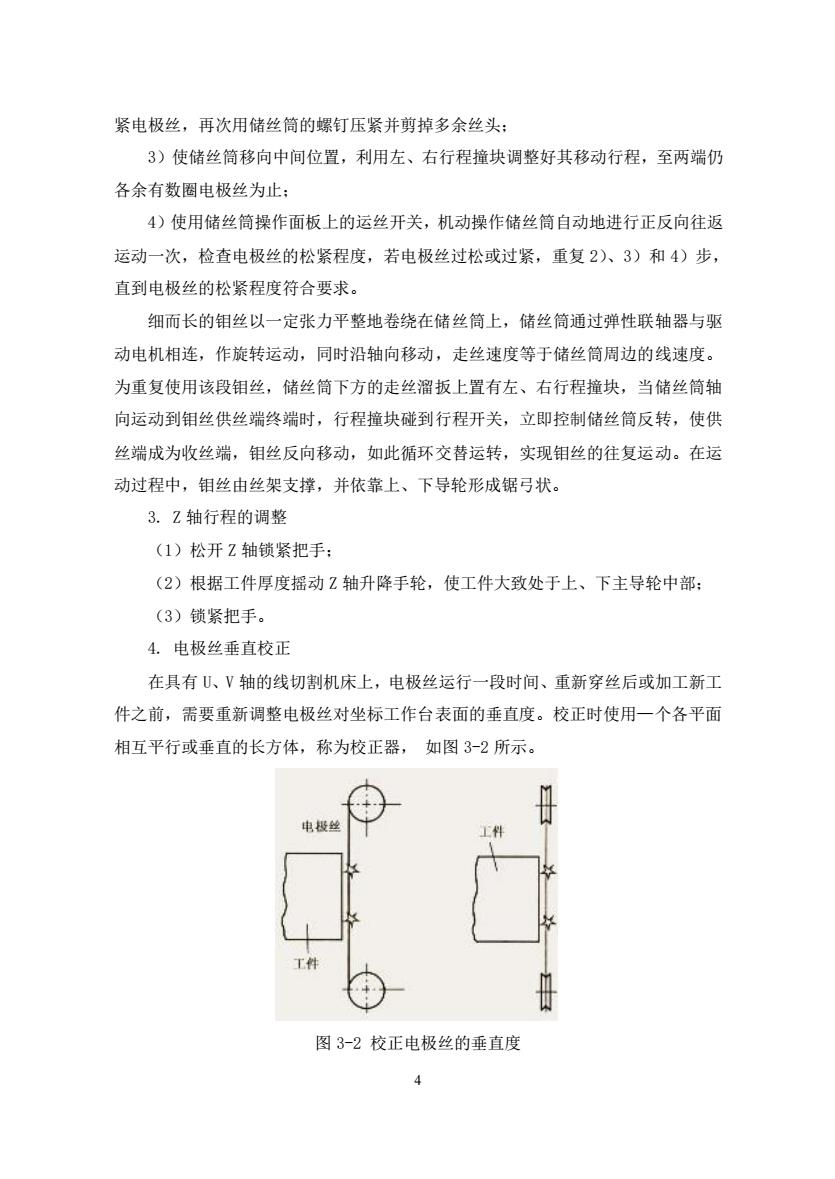
具体步骤如下: (1)擦净工作台面和校正器各表面,选择校正器上的两个垂直于底面的相邻侧 面作为基准面,选定位置将两侧面沿X、Y坐标轴方向平行放好: (2)选择机床的微弱放电功能,使电极丝与校正器间被加上脉冲电压,运行电 极丝: (3)移动X轴使电极丝接近校正器的一个侧面,至有轻微放电火花: (4)目测电极丝和校正器侧面可接触长度上放电火花的均匀程度,如出现上端 或下端中只有一端有火花,说明该端离校正器侧面距离近,而另一端离校正器侧面 远,电极丝不平行于该侧面,需要校正: (5)通过移动U轴,直到上下火花均匀一致,电极丝相对X坐标垂直: (6)用同样方法调整电极丝相对Y坐标的垂直度。 5.锥度切割装置 锥度切割装置用于某些有锥度(斜度)的内外表面,在线切割机床上广泛采用, 实现的方法也有多种,比较常见的一种结构型式是数控四轴联动锥度切割装置,如 图3-3所示。它主要依靠上部导向器作U、V轴驱动,与坐标工作台的X、Y轴驱动 构成数控四轴联动,使电极丝倾斜一定的角度,从而切割工件上各个方向的斜面和 加工上下截面形状异形的扭转体,最大切割锥度一般为士15°~士30°。 贝 一工件 2一上部导向器 3一U轴驱动电机 4一V轴驱动电机 5数控装置6一Y轴驱动电机7一X轴驱动电机8一下部导向器 图3-3数控四轴联动锥度切制装置 (四)YH线切割自动编程控制系统的屏幕控制功能 Y阳线切割自动编程控制系统所有的操作按钮、状态、图形显示全部在屏幕上实
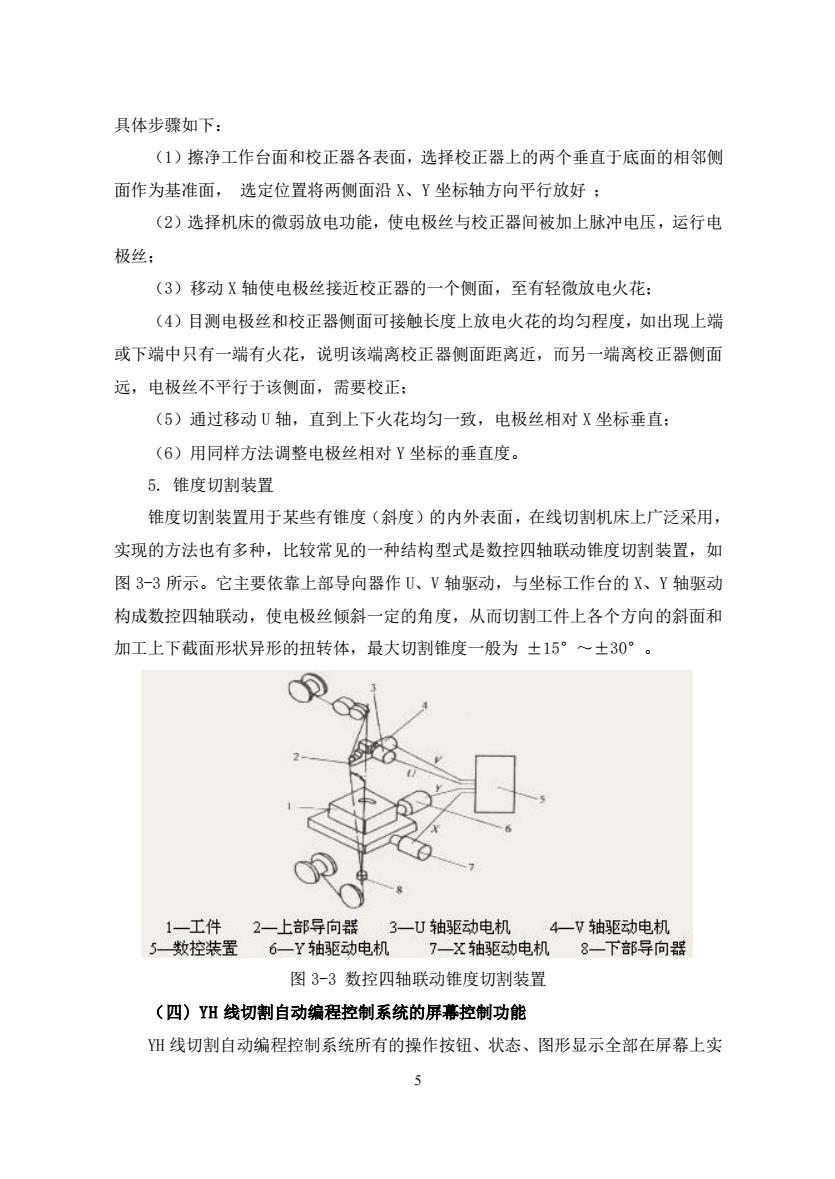
5 具体步骤如下: (1)擦净工作台面和校正器各表面,选择校正器上的两个垂直于底面的相邻侧 面作为基准面, 选定位置将两侧面沿 X、Y 坐标轴方向平行放好 ; (2)选择机床的微弱放电功能,使电极丝与校正器间被加上脉冲电压,运行电 极丝; (3)移动 X 轴使电极丝接近校正器的一个侧面,至有轻微放电火花; (4)目测电极丝和校正器侧面可接触长度上放电火花的均匀程度,如出现上端 或下端中只有一端有火花,说明该端离校正器侧面距离近,而另一端离校正器侧面 远,电极丝不平行于该侧面,需要校正; (5)通过移动 U 轴,直到上下火花均匀一致,电极丝相对 X 坐标垂直; (6)用同样方法调整电极丝相对 Y 坐标的垂直度。 5. 锥度切割装置 锥度切割装置用于某些有锥度(斜度)的内外表面,在线切割机床上广泛采用, 实现的方法也有多种,比较常见的一种结构型式是数控四轴联动锥度切割装置,如 图 3-3 所示。它主要依靠上部导向器作 U、V 轴驱动,与坐标工作台的 X、Y 轴驱动 构成数控四轴联动,使电极丝倾斜一定的角度,从而切割工件上各个方向的斜面和 加工上下截面形状异形的扭转体,最大切割锥度一般为 ±15°~±30°。 图 3-3 数控四轴联动锥度切割装置 (四) YH 线切割自动编程控制系统的屏幕控制功能 YH 线切割自动编程控制系统所有的操作按钮、状态、图形显示全部在屏幕上实