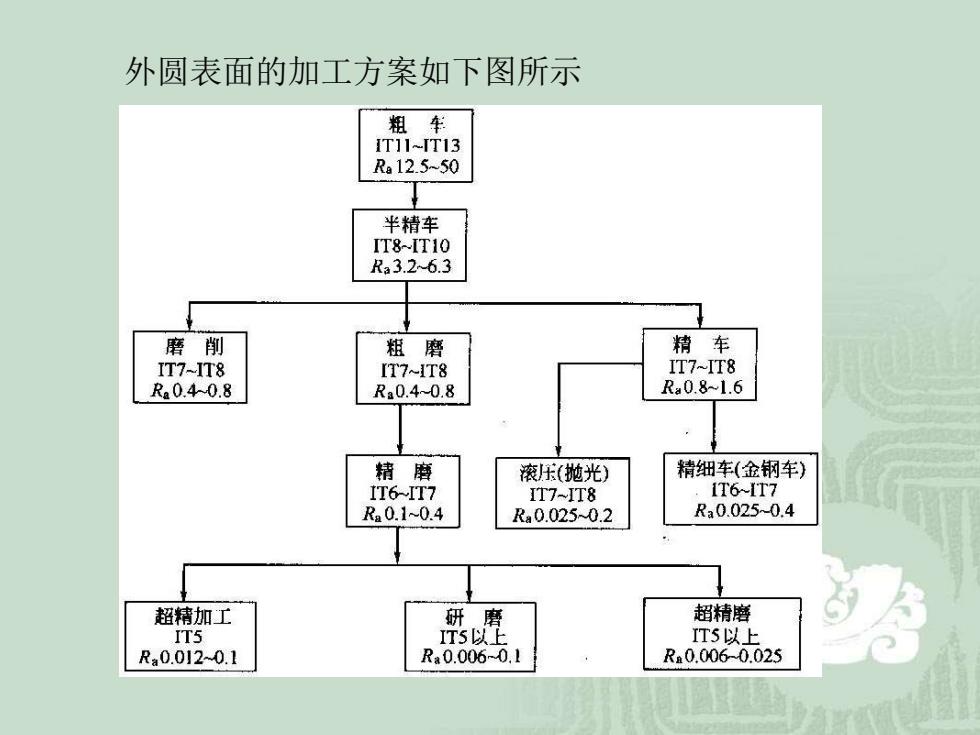
外圆表面的加工方案如下图所示 粗车 IT11~T13 Ra12.5-50 半精车 IT8-IT10 Ra3.26.3 磨削 粗磨 精车 IT7-IT8 [T7~1T8 IT7~IT8 Ra0.40.8 Ra0.40.8 Ra0.81.6 精磨 滚乐(抛光) 精细车(金钢车) IT6-IT7 IT7-IT8 IT6-IT7 Ra0.10.4 Ra0.0250.2 Ra0.0250.4 超精加工 研磨 超精磨 IT5 ITS以上 IT5以上 Ra0.012-0.1 Ra0.006-0.1 Ra0.006-0.025
外圆表面的加工方案如下图所示
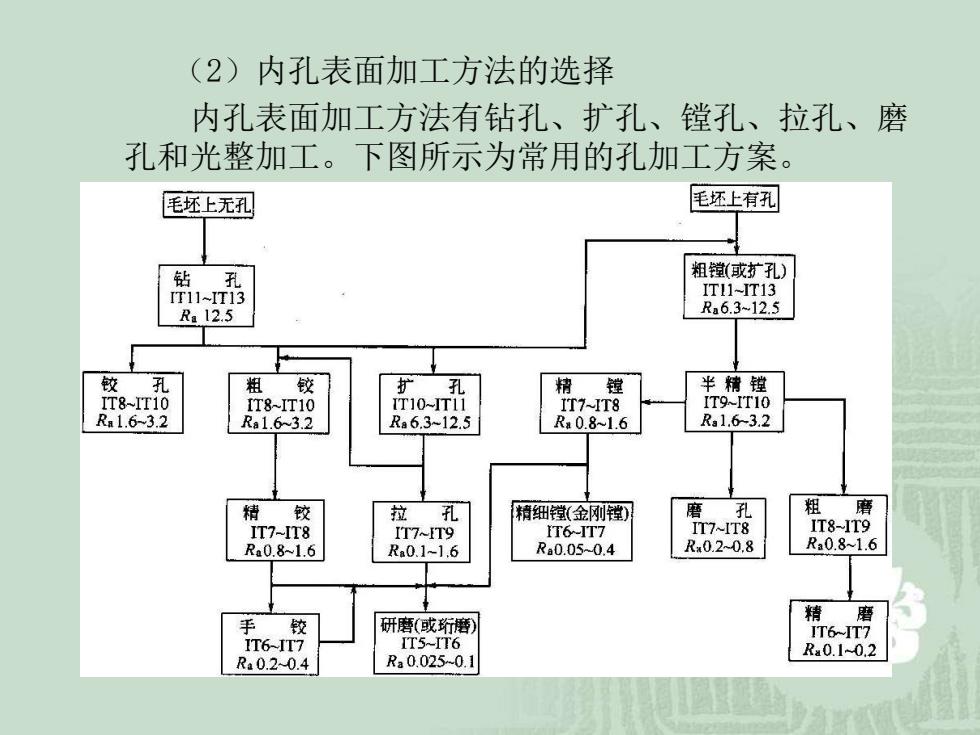
(2)内孔表面加工方法的选择 内孔表面加工方法有钻孔、扩孔、镗孔、拉孔、磨 孔和光整加工。下图所示为常用的孔加工方案。 毛坯上无孔 毛坯上有孔 钻 粗(或扩孔) T11~IT13 IT11~T13 Ra12.5 Ra6.3-12.5 较孔 粗铰 扩 孔 半精镗 IT8~IT10 IT8~IT10 T10-T11 IT7-IT8 IT9-IT1O Ra1.6-3.2 Ra1.63.2 Ra6.3-12.5 Ra0.81.6 Rg1.63.2 精较 拉 精细镗(金刚镗) 磨孔 粗 磨 IT7-IT8 IT7IT9 IT6-TT7 IT7~IT8 8-IT9 Ra0.81.6 Ra0.1-1.6 Ra0.05-0.4 Rx0.2-0.8 Ra0.8~1.6 精唐 手 较 研磨(或珩磨) IT6~-IT7 IT6-IT7 IT5-IT6 Ra0.10.2 Ra0.20.4 Ra0.025-0.1
(2)内孔表面加工方法的选择 内孔表面加工方法有钻孔、扩孔、镗孔、拉孔、磨 孔和光整加工。下图所示为常用的孔加工方案
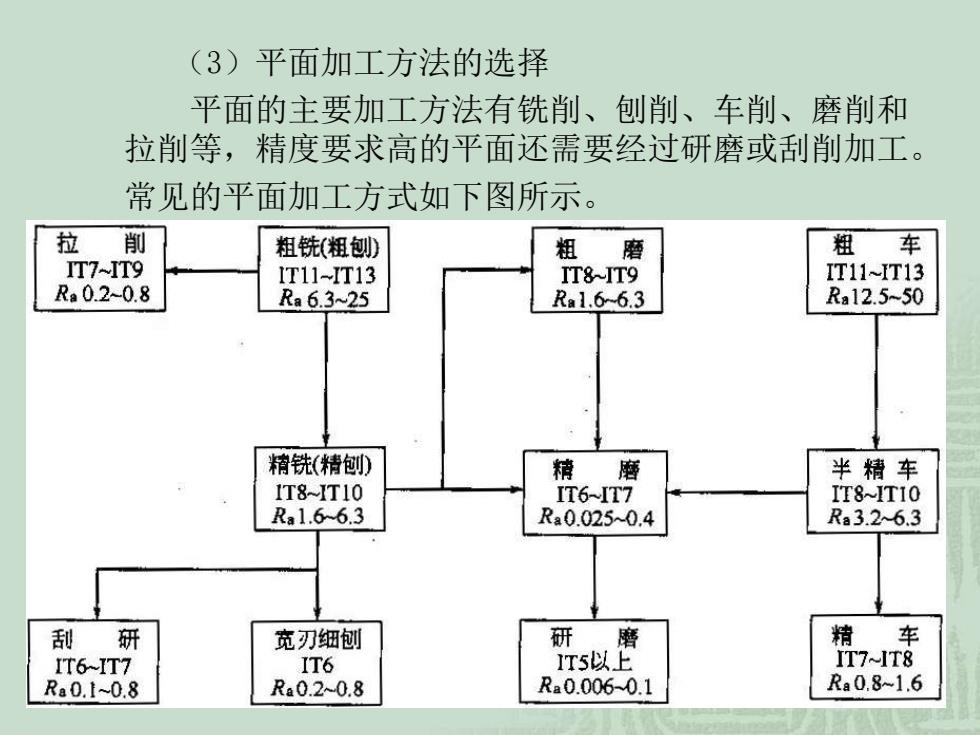
(3)平面加工方法的选择 平面的主要加工方法有铣削、刨削、车削、磨削和 拉削等,精度要求高的平面还需要经过研磨或刮削加工。 常见的平面加工方式如下图所示。 拉 削 粗铣(粗刨 粗磨 粗车 IT7~IT9 1T11-T13 IT8~IT9 IT11~IT13 Ra0.20.8 Ra6.3~25 Ra1.6-6.3 Ra12.5-50 精铣(精创) 精磨 半精车 1T8T10 IT6-IT7 IT8~ITIO Ra1.66.3 Ra0.0250.4 Ra3.26.3 刮研 宽刃细刨 研磨 精车 IT6-IT7 IT6 ITs以上 IT7~IT8 Ra0.1-0.8 Ra0.20.8 Ra0.0060.1 Ra0.8-1.6
(3)平面加工方法的选择 平面的主要加工方法有铣削、刨削、车削、磨削和 拉削等,精度要求高的平面还需要经过研磨或刮削加工。 常见的平面加工方式如下图所示
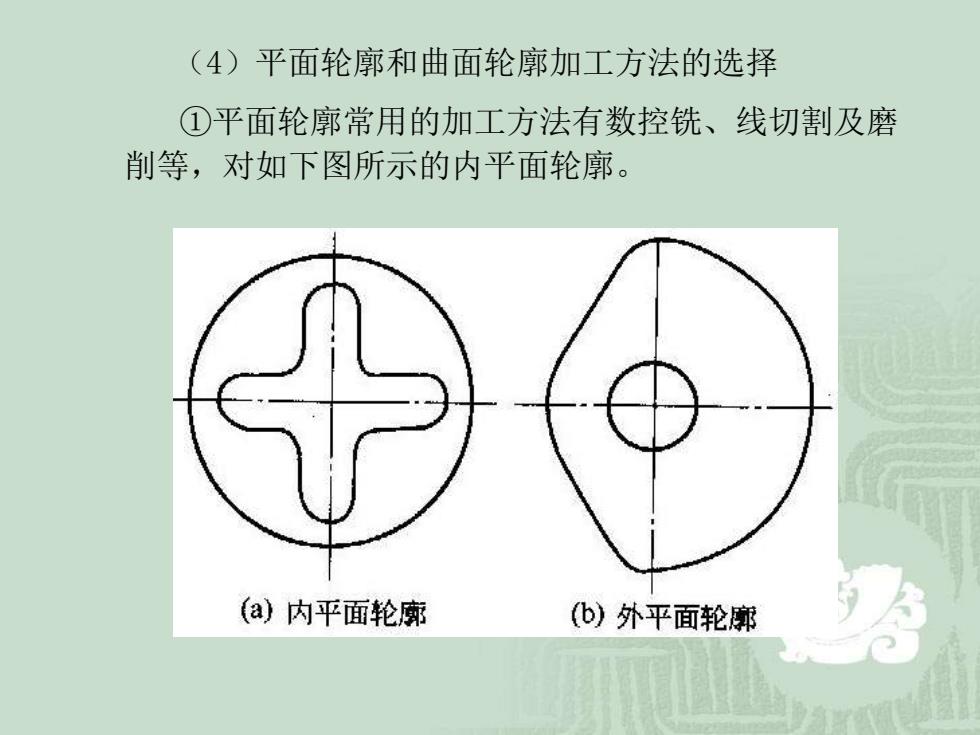
(4)平面轮廓和曲面轮廓加工方法的选择 ①平面轮廓常用的加工方法有数控铣、线切割及磨 削等,对如下图所示的内平面轮廓。 (a)内平面轮廓 (b)外平面轮廓
(4)平面轮廓和曲面轮廓加工方法的选择 ①平面轮廓常用的加工方法有数控铣、线切割及磨 削等,对如下图所示的内平面轮廓