第一节 计算机数控系统慨述 二、 CNC装置的工作工程 位置反馈 工程序 译 刀 处理 速度处理 伺 补 置控制 驱动 PLC控制 译码缓冲区 刀补缓冲区 插补缓冲区 运行缓冲区 主页 目录 上一页 下一页 后退 退出
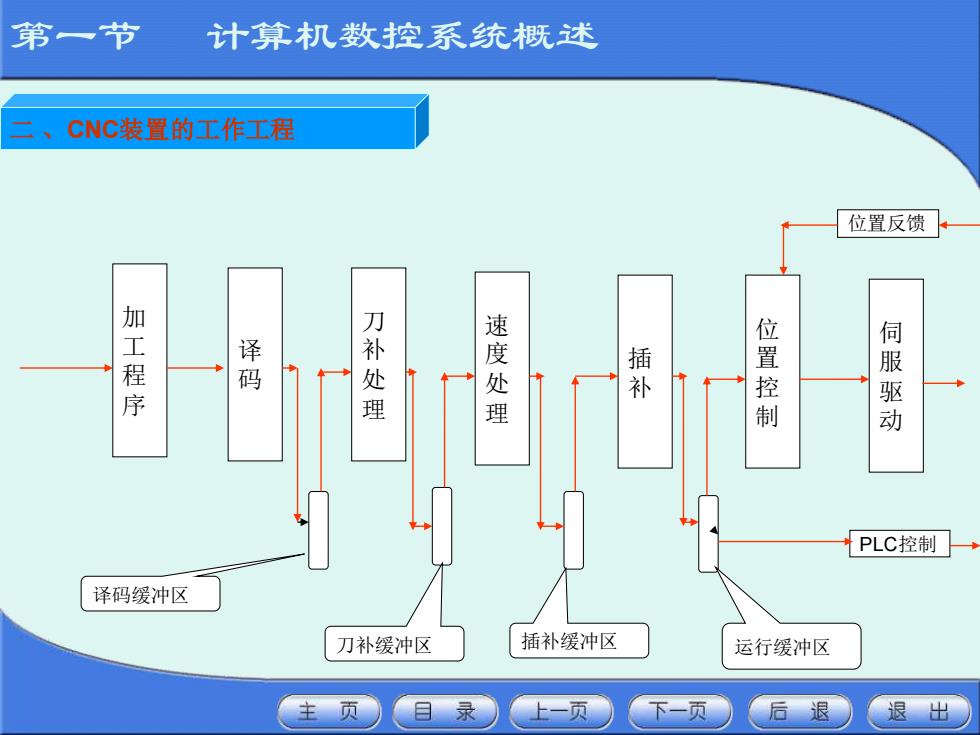
二 、CNC装置的工作工程 加 工 程 序 译 码 刀 补 处 理 速 度 处 理 位 置 控 制 插 补 伺 服 驱 动 PLC控制 位置反馈 译码缓冲区 刀补缓冲区 插补缓冲区 运行缓冲区 第一节 计算机数控系统概述
第二节 计算机数控系统的基本原理 译码 ☒无法显示该图片 译码程序的主要功能是将文本格式表达的零件加工程序,以 程序段为单位翻译成后续程序所要求的数据结构(格式)。 主要功能: 1、翻译; 2、将翻译后的数据存放到指定的位置; 3、查找、纠正错误。 主页 目录 上一页 下一页 后退 退出
一、译码 第二节 计算机数控系统的基本原理 译码程序的主要功能是将文本格式表达的零件加工程序,以 程序段为单位翻译成后续程序所要求的数据结构(格式)。 主要功能: 1、翻译; 2、将翻译后的数据存放到指定的位置; 3、查找、纠正错误
第二节 计算机数控系统的基本原理 刀具半径补偿 1.刀具半径的建本概念 数控加工中,是按零件轮廓进行编程的,而控制总是按刀 具的中心来进行的。由于刀具总有一定的半径(如铣刀半径、铜 丝的半,刀具中心运动的轨迹并不等于所需加工零件的实际 轮廓,而是偏移轮廓一个刀具半径值。需要将零件的轮廓转化 为刀具中心的运动轨迹,这种转化称为称为刀具半径补偿。 2.刀具半径补偿计算 刀具半径补偿计算:根据零件尺寸和刀具半径值计算直线或 圆弧的起点和终点的刀具中心值,以及圆弧刀补后刀具中心轨 迹的圆弧半径值。 刀具半径矢量:在加工过程中始终垂直于编程轨迹 大小 等于刀 具半径,方向指向刀具中心的矢量。 后退 出
1.刀具半径补偿的基本概念 数控加工中,是按零件轮廓进行编程的,而控制总是按刀 具的中心来进行的。由于刀具总有一定的半径(如铣刀半径、铜 丝的半径),刀具中心运动的轨迹并不等于所需加工零件的实际 轮廓,而是偏移轮廓一个刀具半径值。需要将零件的轮廓转化 为刀具中心的运动轨迹,这种转化称为称为刀具半径补偿。 2. 刀具半径补偿计算 刀具半径补偿计算:根据零件尺寸和刀具半径值计算直线或 圆弧的起点和终点的刀具中心值,以及圆弧刀补后刀具中心轨 迹的圆弧半径值。 刀具半径矢量:在加工过程中始终垂直于编程轨迹,大小 等于刀 具半径,方向指向刀具中心的矢量。 二、刀具半径补偿 第二节 计算机数控系统的基本原理
第二节 计算机数控系统的基本原理 (3).两种刀补的处理方法有很大的区别 B刀补法徑确定明具轨迹时,采用的时读一段、算一段,再走 一段的处理方法。这就无法预计到由于刀具半径所造成的下一 段加工轨迹对本段轨迹的影响。于是对于给定的零件轮廓轨迹 来说,当加工内轮廓时,为了避免刀具的干涉,合理选择刀具 的半径以及在相邻加工轨迹转接处选用恰当的过渡圆弧等问题, 就不得不靠程序员来处理。为了解决下一段加工轨迹对本段加 工轨迹的影响问题,C刀补采用的方法是一次对两段进行处理, 即先读第一段、算第一段,再读第二段、算第二段,然后根据 计算结果来确定一二两段其刀具中心轨迹的段间过渡状态,分 析第二段对第一段有无影响,如果有,对第一段进行处理,然后 再走处理后的第一段;如果没有影响,直接走第一段。以后按 这种方法依次进行下去,直到程序结束为正。 主 后退 根出
(3).两种刀补的处理方法有很大的区别 B刀补法在确定刀具轨迹时,采用的时读一段、算一段,再走 一段的处理方法。这就无法预计到由于刀具半径所造成的下一 段加工轨迹对本段轨迹的影响。于是对于给定的零件轮廓轨迹 来说,当加工内轮廓时,为了避免刀具的干涉,合理选择刀具 的半径以及在相邻加工轨迹转接处选用恰当的过渡圆弧等问题, 就不得不靠程序员来处理。为了解决下一段加工轨迹对本段加 工轨迹的影响问题,C刀补采用的方法是一次对两段进行处理, 即先读第一段、算第一段,再读第二段、算第二段,然后根据 计算结果来确定一二两段其刀具中心轨迹的段间过渡状态,分 析第二段对第一段有无影响,如果有,对第一段进行处理,然后 再走处理后的第一段;如果没有影响,直接走第一段。以后按 这种方法依次进行下去,直到程序结束为止。 第二节 计算机数控系统的基本原理
第二节 计算机数控系统的基本原理 4. 刀具半径补偿的执行过程 一般分为三 指塑斯示。 刀补的建立 刀具从起刀点接近工件,并在原来的编程轨迹基础上,刀具中心向左(G41)或向 右(G42)偏移一个偏移量(图中的粗虚线)。在该过程中不进行零件加工,由于 计算的问题 该过程只能走直线。 刀补的进行 刀具中心轨迹(图中的虚线)与编程轨迹(图中的实线)始终偏离一个刀具半径的 距离。 刀补的撒销 刀具撤离工件,使刀具中心轨迹终点与 刀具中心轨迹 编程轨迹 程序轨迹的终点重合(图中的粗虚线)。 它是刀补建立的逆过程。同样,在该过程 中不能进行零件加工。该过程只能走直线。 刀补撤消 刀补进行 起刀点 刀补建立 页 目录 一页 后退 退出
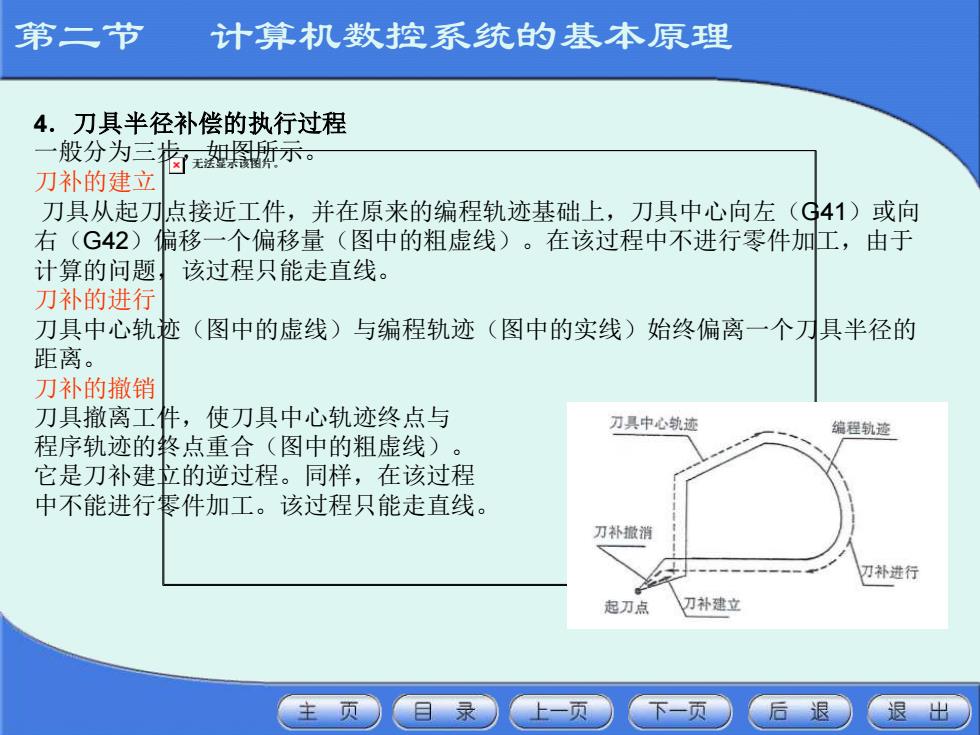
4.刀具半径补偿的执行过程 一般分为三步,如图所示。 刀补的建立 刀具从起刀点接近工件,并在原来的编程轨迹基础上,刀具中心向左(G41)或向 右(G42)偏移一个偏移量(图中的粗虚线)。在该过程中不进行零件加工,由于 计算的问题,该过程只能走直线。 刀补的进行 刀具中心轨迹(图中的虚线)与编程轨迹(图中的实线)始终偏离一个刀具半径的 距离。 刀补的撤销 刀具撤离工件,使刀具中心轨迹终点与 程序轨迹的终点重合(图中的粗虚线)。 它是刀补建立的逆过程。同样,在该过程 中不能进行零件加工。该过程只能走直线。 第二节 计算机数控系统的基本原理