初始平面 初始平面 R平面 R平面 (a)单孔加工 (b)多孔加工 图5-7孔加工时刀具z向进给路线示例 (实线为快速移动路线,虚线为工作进给路线)
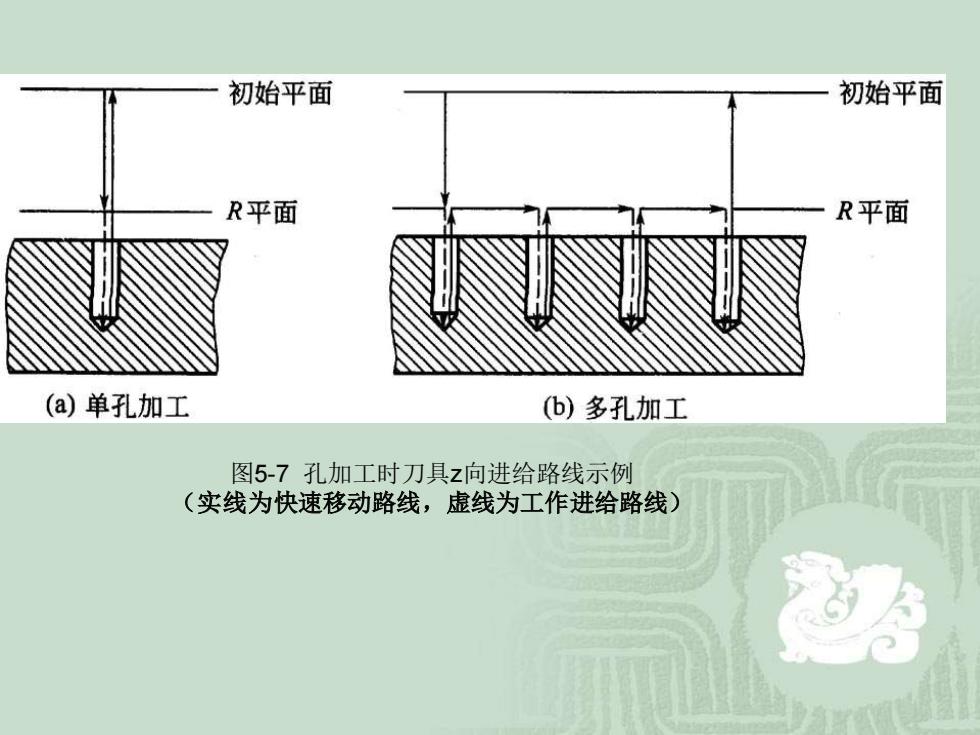
图5-7 孔加工时刀具z向进给路线示例 (实线为快速移动路线,虚线为工作进给路线)
②铣削加工进给路线的确定 铣削加工进给路线包括切削进给和z向快速移动进 给两种进给路线。 (a) (b) (c) 图4-8铣削加工时刀具z向进给路线
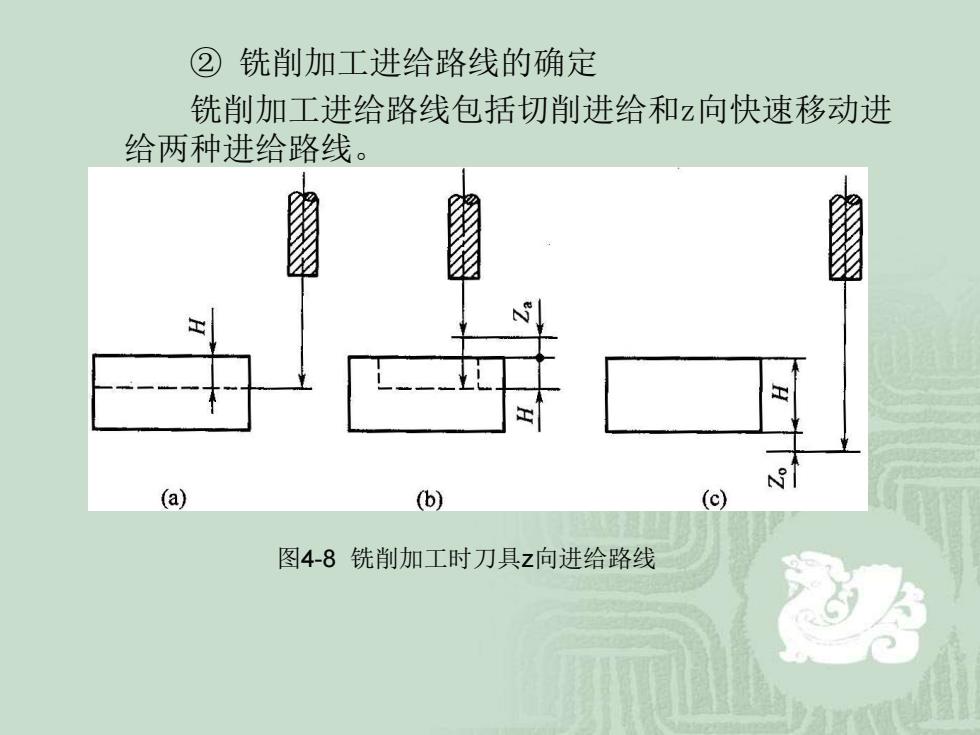
② 铣削加工进给路线的确定 铣削加工进给路线包括切削进给和z向快速移动进 给两种进给路线。 图4-8 铣削加工时刀具z向进给路线
5.2.4加工中心加工工序的设计 (1)夹具的选择 ①夹具选择原则及方法 ②根据加工中心机床特点和加工需要,目前常用的夹具 类型有专用夹具、组合夹真、可调夹真、成组夹具以及工 件统一基准定位装夹系统。 ③加工中心的高柔性要求其夹具比普通机床结构更紧凑、 简单,夹紧动作更迅速、准确,。尽量减少辅助时间,操作 更男便、奢、妄全,而置要保证是够的初性,能灵若多 ④为保持工件在本次定位装夹中所有需要完成的待加工 面充分暴露在外,夹具要尽量敞开,夹紧原件的空间位置 能低则低,必须给刀具运动轨迹留有空间。 ⑤考虑机床主轴与工作台面之间的最小距离和刀具的装 夹程度,夹具在机床工作台上的安装位置应确保在主轴的 行程范围内能使工件的加工内容全部完成。 ⑥自动换刀和交换工作台时不能与夹具或工件发生干涉
5.2.4 加工中心加工工序的设计 (1)夹具的选择 ① 夹具选择原则及方法 ② 根据加工中心机床特点和加工需要,目前常用的夹具 类型有专用夹具、组合夹具、可调夹具、成组夹具以及工 件统一基准定位装夹系统。 ③ 加工中心的高柔性要求其夹具比普通机床结构更紧凑、 简单,夹紧动作更迅速、准确,尽量减少辅助时间,操作 更方便、省力、安全,而且要保证足够的刚性,能灵活多 变。 ④ 为保持工件在本次定位装夹中所有需要完成的待加工 面充分暴露在外,夹具要尽量敞开,夹紧原件的空间位置 能低则低,必须给刀具运动轨迹留有空间。 ⑤ 考虑机床主轴与工作台面之间的最小距离和刀具的装 夹程度,夹具在机床工作台上的安装位置应确保在主轴的 行程范围内能使工件的加工内容全部完成。 ⑥ 自动换刀和交换工作台时不能与夹具或工件发生干涉
⑦有些时候,夹具上的定位块是安装工件时使用的,在 加工过程中,为满足前后左右各个工位的加工防止干涉,工 件夹紧后即可拆去。 ⑧尽量不要加工中途更换夹紧点。如必须更换加紧点时, 要特别注意不能因更换夹紧点而破环定位精度,必要还是应 在工艺文件中注明。 5.2.4.2刀具的选择 (1) 对刀具的要求 (2) 刀具的种类 (3) 刀柄 ①ER弹簧夹头刀柄 ② 强力夹头刀柄 ③ 莫式锥度刀柄 ④ 侧固式刀柄 ⑤ 面铣刀刀柄 ⑥ 钻夹头刀柄 ⑦ 丝锥夹头刀柄 ⑧ 镗刀刀柄
⑦ 有些时候,夹具上的定位块是安装工件时使用的,在 加工过程中,为满足前后左右各个工位的加工防止干涉,工 件夹紧后即可拆去。 ⑧ 尽量不要加工中途更换夹紧点。如必须更换加紧点时, 要特别注意不能因更换夹紧点而破坏定位精度,必要还是应 在工艺文件中注明。 5.2.4.2 刀具的选择 (1) 对刀具的要求 (2) 刀具的种类 (3) 刀柄 ① ER弹簧夹头刀柄 ② 强力夹头刀柄 ③ 莫式锥度刀柄 ④ 侧固式刀柄 ⑤ 面铣刀刀柄 ⑥ 钻夹头刀柄 ⑦ 丝锥夹头刀柄 ⑧ 镗刀刀柄

⑨增速刀柄 ⑩转角刀柄 (a)中心钻 (b)麻花钻 (c)铰刀 (d)机夹可转位硬质合金高速钻头(e)丝锥 图5-9孔加工刀具
⑨ 增速刀柄 ⑩ 转角刀柄 图5-9 孔加工刀具