实验一金属罐藏容器质量检验 1目的要求 通过本实验了解金属罐藏容器检验抽样规则,掌握各种检测项目的检验方法。 2检验方法 2.1镀锡板罐检验抽样数 2.1.1空罐成品抽样数 (1)按照生产班次抽样,抽样数为1/3000,尾数超过1000罐者,增抽1罐,但每班 每个品种抽样数不得少于3罐。 (2)某些产品产量较大,则按班产量总数罐20000罐为基数,其抽样数为1/3000。 超过20000罐以上罐数,其抽样数可按1/10000,尾数超过1000罐者,增抽1罐。 抽取的空罐样品进行内、外部目测检验,内、外部计量检验及密封性试验。 2.1.2空罐半成品检验在空罐生产过程中的半成品检验,在正常情况下,每小时抽检 一次,每当调整机器后,需抽样检验。 2.2空罐的检测部位 各种空罐的目测检验,应对被检测的空罐进行全面的观察。外部计量检测按图1】 所示三个部位进行,并测定接缝处的垂边。在接缝的对面的卷边部位切取卷边截面, 进行叠接率的检验,再用钳子完整地撕开卷边,检查整个盖钩的紧密度和盖钩完整率 等,然后综合进行评价。 2.3空罐的检测次序 空罐成品应按下列规定次序进行检测。 2.3.1外部目测检验 2.3.2外部计量检验 2.3.3空罐密封性试验 2.3.4内部计量检验
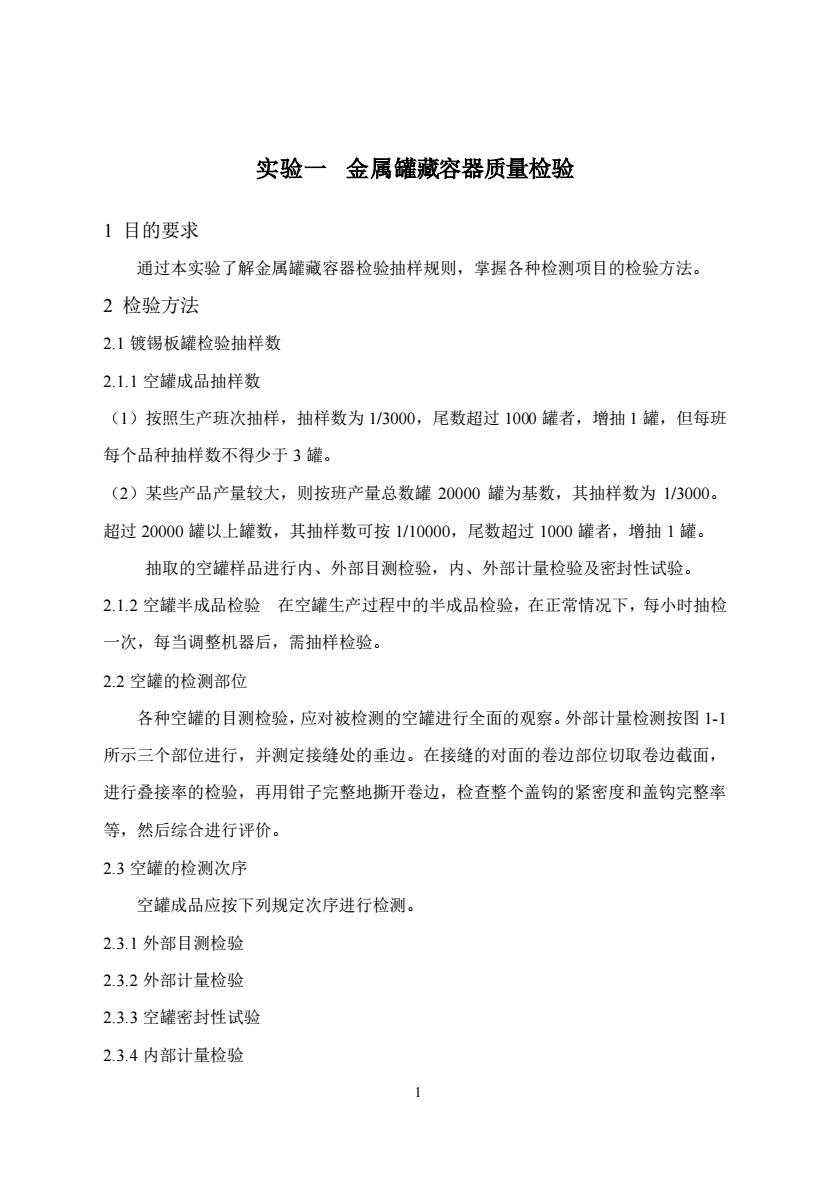
1 实验一 金属罐藏容器质量检验 1 目的要求 通过本实验了解金属罐藏容器检验抽样规则,掌握各种检测项目的检验方法。 2 检验方法 2.1 镀锡板罐检验抽样数 2.1.1 空罐成品抽样数 (1)按照生产班次抽样,抽样数为 1/3000,尾数超过 1000 罐者,增抽 1 罐,但每班 每个品种抽样数不得少于 3 罐。 (2)某些产品产量较大,则按班产量总数罐 20000 罐为基数,其抽样数为 1/3000。 超过 20000 罐以上罐数,其抽样数可按 1/10000,尾数超过 1000 罐者,增抽 1 罐。 抽取的空罐样品进行内、外部目测检验,内、外部计量检验及密封性试验。 2.1.2 空罐半成品检验 在空罐生产过程中的半成品检验,在正常情况下,每小时抽检 一次,每当调整机器后,需抽样检验。 2.2 空罐的检测部位 各种空罐的目测检验,应对被检测的空罐进行全面的观察。外部计量检测按图 1-1 所示三个部位进行,并测定接缝处的垂边。在接缝的对面的卷边部位切取卷边截面, 进行叠接率的检验,再用钳子完整地撕开卷边,检查整个盖钩的紧密度和盖钩完整率 等,然后综合进行评价。 2.3 空罐的检测次序 空罐成品应按下列规定次序进行检测。 2.3.1 外部目测检验 2.3.2 外部计量检验 2.3.3 空罐密封性试验 2.3.4 内部计量检验
b 图1-1卷边测定部位 a身缝圆罐b椭圆罐c方罐 2.3.5内部日测检验 空罐半成品各道工序应按罐型、半成品规格及技术要求进行检验。 2.4检验工具 罐头工业专用卡尺、卷边测微计、千分表、游标卡尺、深度尺、卷边切割机、卷 边专用锯、钢丝钳、卷边投影仪、试漏器等 2.5检测项目及方法 2.5.1空罐成品目测检验 (1)用肉眼观察空罐外表的光洁度、锈蚀及机械造成的磨损、变形、凹瘪现象、 焊锡的光滑度、沙眼、堆锡现象及翻边状况。 (2)检查罐内壁的污染、涂膜状况、外印铁商标主要图案和文字损伤情况。 (3)用肉眼观察卷边外部全周的假封、大塌边、快口、牙齿、铁舌、卷边破裂、 跳封或跳过、橡胶挤出、卷边伤痕及底盖防锈涂料膜擦伤等现象。 (4)在接缝对面的卷边部位,用卷边切割机或专用锯将卷边沿空罐中线横截作为 测定面,用肉眼和投影仪观察卷边内部空隙的大小、身钩、盖钩叠接情况。 (5)用钢丝钳沿罐边拉去罐盖,轻轻敲下整圈盖钩,观察盖钧钩的皱纹状态,接缝 处罐盖钩下垂程度和罐身壁的压痕情况。 2.5.2空罐成品外部计量检测空罐外部主要构成部分名称见图1-2。二重卷边结构图 见图1-3
2 图 1-1 卷边测定部位 a. 身缝圆罐 b 椭圆罐 c 方罐 2.3.5 内部目测检验 空罐半成品各道工序应按罐型、半成品规格及技术要求进行检验。 2.4 检验工具 罐头工业专用卡尺、卷边测微计、千分表、游标卡尺、深度尺、卷边切割机、卷 边专用锯、钢丝钳、卷边投影仪、试漏器等 2.5 检测项目及方法 2.5.1 空罐成品目测检验 (1)用肉眼观察空罐外表的光洁度、锈蚀及机械造成的磨损、变形、凹瘪现象、 焊锡的光滑度、沙眼、堆锡现象及翻边状况。 (2)检查罐内壁的污染、涂膜状况、外印铁商标主要图案和文字损伤情况。 (3)用肉眼观察卷边外部全周的假封、大塌边、快口、牙齿、铁舌、卷边破裂、 跳封或跳过、橡胶挤出、卷边伤痕及底盖防锈涂料膜擦伤等现象。 (4)在接缝对面的卷边部位,用卷边切割机或专用锯将卷边沿空罐中线横截作为 测定面,用肉眼和投影仪观察卷边内部空隙的大小、身钩、盖钩叠接情况。 (5)用钢丝钳沿罐边拉去罐盖,轻轻敲下整圈盖钩,观察盖钩的皱纹状态,接缝 处罐盖钩下垂程度和罐身壁的压痕情况。 2.5.2 空罐成品外部计量检测 空罐外部主要构成部分名称见图 1-2。二重卷边结构图 见图 1-3
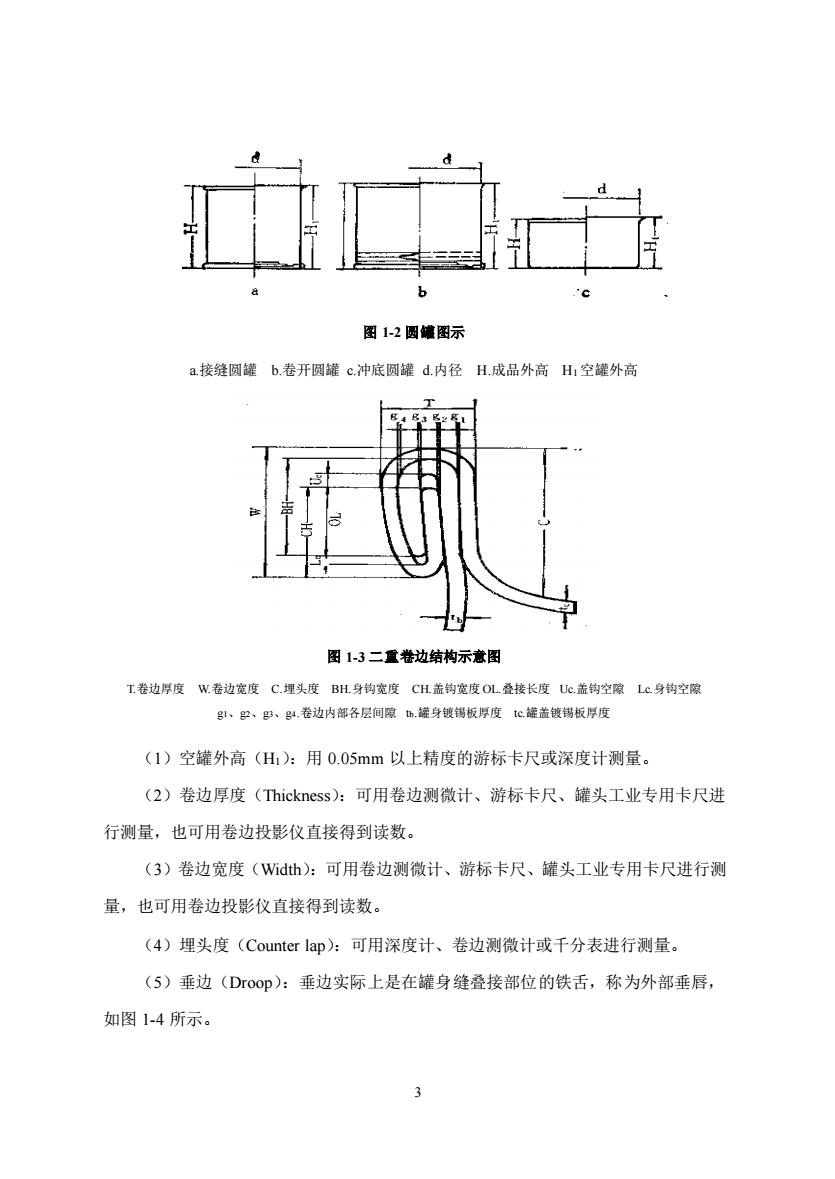
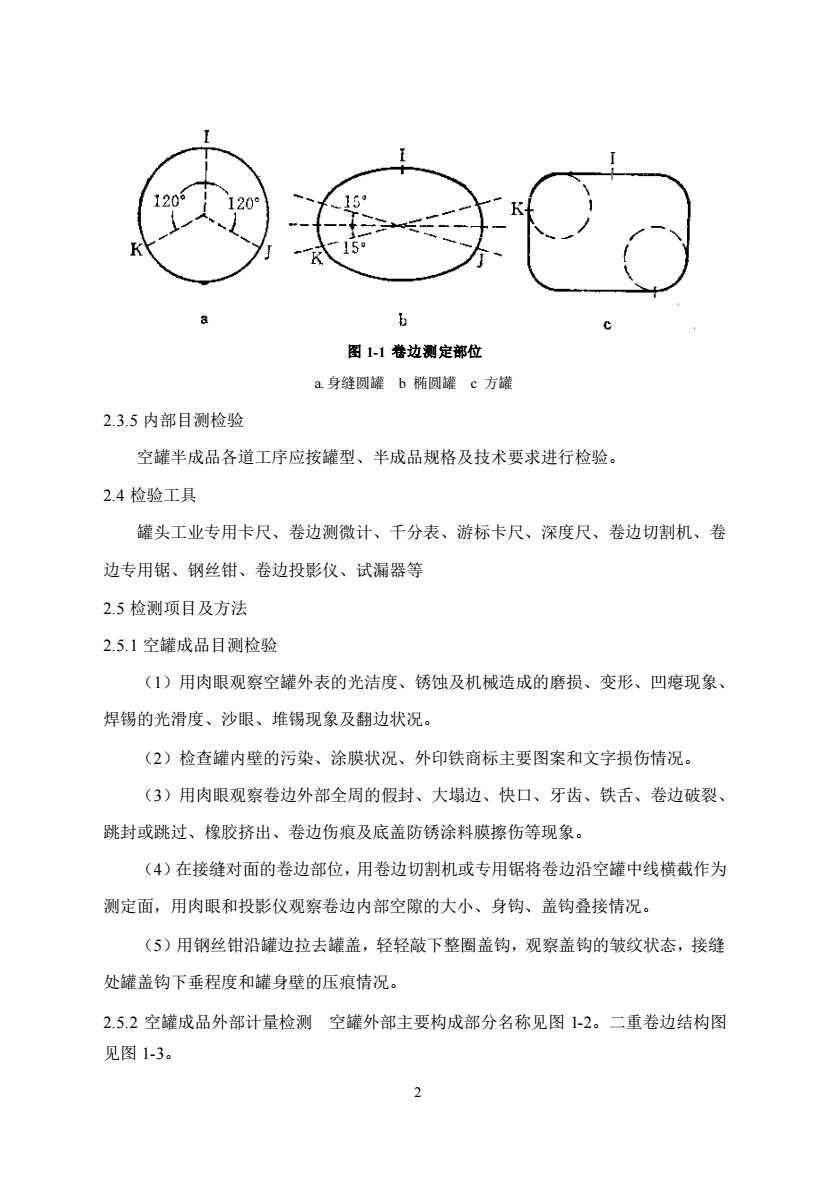
图12圆罐图示 a接缝圆罐b,卷开圆罐c,冲底圆罐d.内径H.成品外高H1空罐外高 图13二重卷边结构示意图 工卷边厚度W卷边宽度C.埋头度BH身钩度CH盖钩宽度OL叠接长度k盖钩空隙Lc身空 g1、职、g.卷边内部各层间限b,罐身镀锡板厚度C罐盖镀锡板厚度 (1)空罐外高(H):用0.05mm以上精度的游标卡尺或深度计测量 (2)卷边厚度(Thickness):可用卷边测微计、游标卡尺、罐头工业专用卡尺进 行测量,也可用卷边投影仪直接得到读数。 (3)卷边宽度(WMdh):可用卷边测微计、游标卡尺、罐头工业专用卡尺进行测 量,也可用卷边投影仪直接得到读数。 (4)埋头度(Counter lap):可用深度计、卷边测微计或千分表进行测量。 (5)垂边(Droop):垂边实际上是在罐身缝叠接部位的铁舌,称为外部垂唇, 如图1-4所示
3 图 1-2 圆罐图示 a.接缝圆罐 b.卷开圆罐 c.冲底圆罐 d.内径 H.成品外高 H1空罐外高 图 1-3 二重卷边结构示意图 T.卷边厚度 W.卷边宽度 C.埋头度 BH.身钩宽度 CH.盖钩宽度 OL.叠接长度 Uc.盖钩空隙 Lc.身钩空隙 g1、g2、g3、g4.卷边内部各层间隙 tb.罐身镀锡板厚度 tc.罐盖镀锡板厚度 (1)空罐外高(H1):用 0.05mm 以上精度的游标卡尺或深度计测量。 (2)卷边厚度(Thickness):可用卷边测微计、游标卡尺、罐头工业专用卡尺进 行测量,也可用卷边投影仪直接得到读数。 (3)卷边宽度(Width):可用卷边测微计、游标卡尺、罐头工业专用卡尺进行测 量,也可用卷边投影仪直接得到读数。 (4)埋头度(Counter lap):可用深度计、卷边测微计或千分表进行测量。 (5)垂边(Droop):垂边实际上是在罐身缝叠接部位的铁舌,称为外部垂唇, 如图 1-4 所示
可用卷边测微计进行测量,然后按下式计算出垂边百分率。 D%=Wx100 式中:W1一接缝处卷边最大宽度: W一卷边宽度。 图1一4垂边 2.5.3罐盖成品的检验这里所说的罐盖,实际上是罐底盖的统称。 (1)外观检验:观察罐盖膨胀圈纹的清晰度、碎裂、缺口状况,然后将罐盖叠起 来检查圆边的圆滑情况。 (2)计量检验: ①圆边厚度:用游标卡尺或千分表测量。 ②圆边后罐盖外径:用游标卡尺或外径卡规测量。 ③罐盖肩胛底内径:用罐盖塞规测量。 ④干胶量:将罐盖胶片全部取下,放在分析天平上称量,精确至毫克数 3实验结果与讨论 将实验数据和情况填入表11、2中。 表1-1 二重卷边外部尺寸和目测情况 实验 重卷边外部尺寸(mm) 二重卷边目测缺路幸 编号 外高卷边宽 卷边埋头 2 10 H 度W 厚度T度C 3 目测缺陷中的编号所指的缺陷如下: 1.锐边:2快口:3.假封、大塌边:4.垂唇、铁舌、牙齿:5.滑封、跳过:6.代号过浅:7.代号过深: 8.代号模糊:9.罐身突角:10接缝突角:11其它缺陷
4 可用卷边测微计进行测量,然后按下式计算出垂边百分率。 % 100 1 − = W W W D 式中:W1-接缝处卷边最大宽度; W-卷边宽度。 图 1-4 垂边 2.5.3 罐盖成品的检验 这里所说的罐盖,实际上是罐底盖的统称。 (1)外观检验:观察罐盖膨胀圈纹的清晰度、碎裂、缺口状况,然后将罐盖叠起 来检查圆边的圆滑情况。 (2)计量检验: ①圆边厚度:用游标卡尺或千分表测量。 ②圆边后罐盖外径:用游标卡尺或外径卡规测量。 ③罐盖肩胛底内径:用罐盖塞规测量。 ④干胶量:将罐盖胶片全部取下,放在分析天平上称量,精确至毫克数。 3 实验结果与讨论 将实验数据和情况填入表 1-1、2 中。 表 1-1 二重卷边外部尺寸和目测情况 实验 编号 二重卷边外部尺寸(mm) 二重卷边目测缺陷* 外高 H 卷边宽 度 W 卷边 厚度 T 埋头 度 C 1 2 3 4 5 6 7 8 9 10 1 2 3 * 目测缺陷中的编号所指的缺陷如下: 1. 锐边;2.快口;3.假封、大塌边;4.垂唇、铁舌、牙齿;5.滑封、跳过;6.代号过浅;7.代号过深; 8.代号模糊;9.罐身突角;10.接缝突角;11.其它缺陷

表1-2 罐盖成品检验结果 检验结果 项目 3 平均 圆边厚度(mm 圆边后罐盖外径(mm》 糖盖肩胛底内径(mm) 干胶量(mm)
5 表 1-2 罐盖成品检验结果 项 目 检 验 结 果 1 2 3 平均 圆 边 厚 度(mm) 圆边后罐盖外径(mm) 罐盖肩胛底内径(mm) 干 胶 量(mm)