蒙古科技大学教案 材料与冶金学院李振亮 课程名称:《材料成型控制工程基础》 (第9章,共11章 编写时间:2010年9月1日 授课章节 9板带材生产过程自动控制 9.1热轧板带轧制过程控制的基本内容9.2厚度自动控制9.3板形自动控制9.4温度控制 本章介绍了包钢CSP控制系统的相关组成与控制功能(1)掌握轧机刚度K、轧件刚度M、 目的要求 压下有效系数的概念(2)深入理解“弹跳方程理论 重点:重点掌握板带钢轧制厚度控制、板形控制的分类和控制原理、压下有效系数概念 重点难点 难点:不同厚度控制方式的控制原理
1 内 蒙 古 科 技 大 学 教 案 材 料 与 冶 金 学 院 李 振 亮 课程名称:《材料成型控制工程基础》 (第 9 章,共 11 章) 编写时间:2010 年 9 月 1 日 授课章节 9 板带材生产过程自动控制 9.1 热轧板带轧制过程控制的基本内容 9.2 厚度自动控制 9.3 板形自动控制 9.4 温度控制 目的要求 本章介绍了包钢 CSP 控制系统的相关组成与控制功能(1)掌握轧机刚度 K、轧件刚度 M、 压下有效系数的概念(2)深入理解“弹跳方程理论” (3)不同厚度控制方式的控制原理 重点难点 重点:重点掌握板带钢轧制厚度控制、板形控制的分类和控制原理、压下有效系数概念 难点:不同厚度控制方式的控制原理
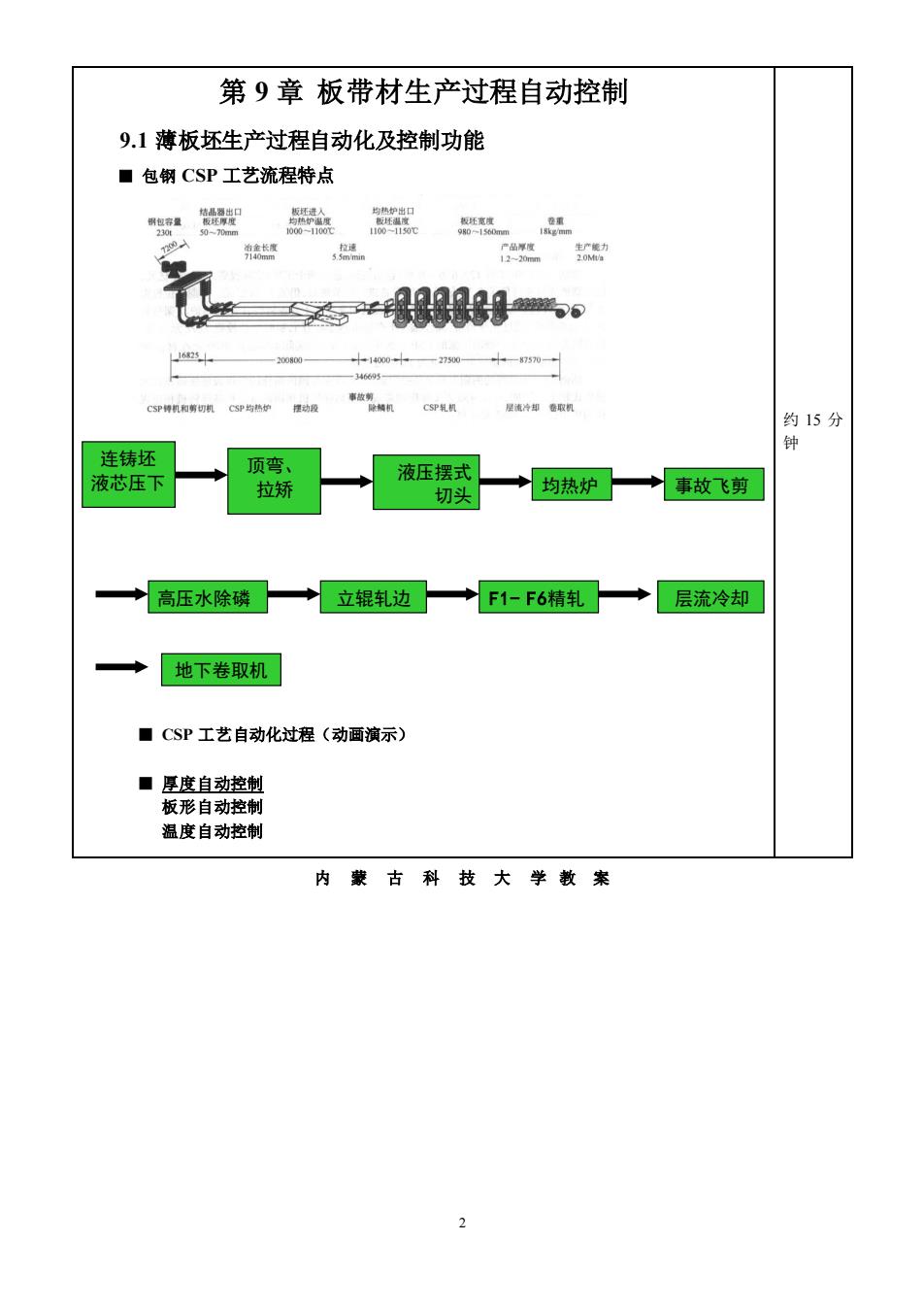
第9章板带材生产过程自动控制 9.1薄板坯生产过程自动化及控制功能 ■包钢CSP工艺流程特点 长度 C和C均 约15分 连铸坯 顶弯、 液芯压下 液压摆式 拉矫 切头 →均热炉◆事故飞剪 →高压水除磷 ◆立辊轧边→F1-F6精轧→ 层流冷却 ◆地下卷取机 ■CSP工艺自动化过程(动画演示) ■厚度自动控制 板形自动控制 温度自动控制 内蒙古科技大学教案
2 第 9 章 板带材生产过程自动控制 9.1 薄板坯生产过程自动化及控制功能 ■ 包钢 CSP 工艺流程特点 ◼ ■ CSP 工艺自动化过程(动画演示) ■ 厚度自动控制 板形自动控制 温度自动控制 约 15 分 钟 内 蒙 古 科 技 大 学 教 案 连铸坯 液芯压下 顶弯、 拉矫 液压摆式 切头 剪 均热炉 事故飞剪 高压水除磷 立辊轧边 F1- F6精轧 层流冷却 地下卷取机
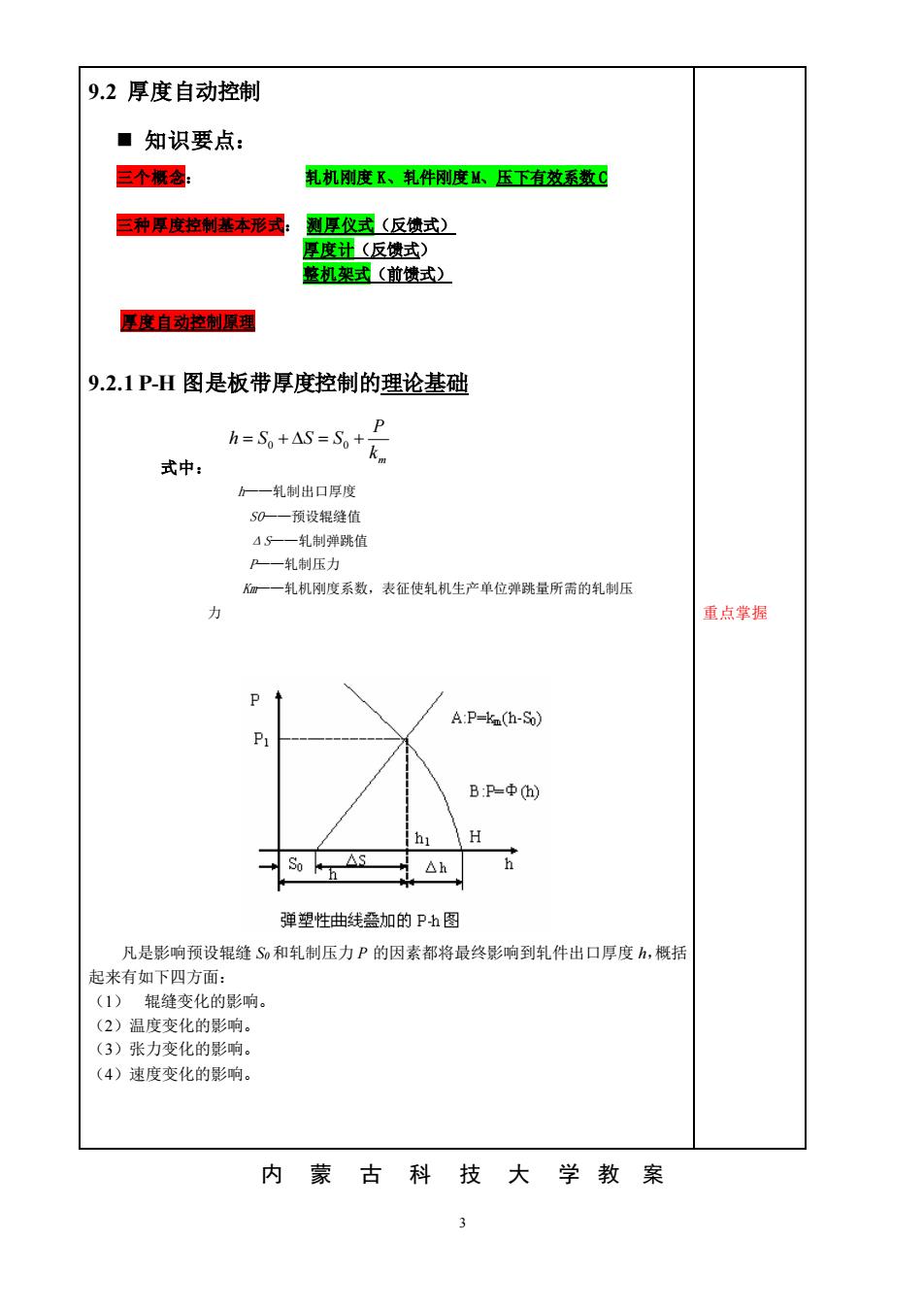
9.2厚度自动控制 ■知识要点: 三个概金: 轧机刚度K、轧件刚度M、压下有效系数C 巨种厚度控制基本形式:测厚仪式(反馈式) 厚度计(反馈式) 整机架式(前馈式) 墨度自动控创原理 9.2.1P-H图是板带厚度控制的理论基础 式中: 一一轧制出口厚度 一预设缝值 一轧制弹跳值 一轧制压力 @一轧机刚度系数,表征使轧机生产单位弹跳量所需的轧制压 力 重点掌握 P A:P-k(h-So) BP中 b H △h 弹望性曲线叠加的Ph图 凡是影响预设辊缝S,和轧制压力P的因素都将最终影响到轧件出口厚度,概括 起来有如下四方面: (1)辊缝变化的影响。 (2)温度变化的影响。 (3)张力变化的影响 (4)速度变化的影响。 内蒙古科技大学教案 3
3 9.2 厚度自动控制 ◼ 知识要点: 三个概念: 轧机刚度 K、轧件刚度 M、压下有效系数 C 三种厚度控制基本形式: 测厚仪式(反馈式) 厚度计(反馈式) 整机架式(前馈式) 厚度自动控制原理 9.2.1 P-H 图是板带厚度控制的理论基础 式中: h——轧制出口厚度 S0——预设辊缝值 ΔS——轧制弹跳值 P——轧制压力 Km——轧机刚度系数,表征使轧机生产单位弹跳量所需的轧制压 力 凡是影响预设辊缝 S0 和轧制压力 P 的因素都将最终影响到轧件出口厚度 h,概括 起来有如下四方面: (1) 辊缝变化的影响。 (2)温度变化的影响。 (3)张力变化的影响。 (4)速度变化的影响。 重点掌握 内 蒙 古 科 技 大 学 教 案 m k P h = S0 + S = S0 +
9.2.2轧制过程厚度变化的基本规律 ■厚度随辊缝变化的规律 小结: ◆轧机的原始预设辊缝值S0决定者弹性曲线A的起始位置,A曲线左移,出口厚度减小 ◆采取预压紧轧制时,即在进行轧制之前,使上、下轧辊以一定的预压力P0互相压紧,能抬 轧件轧得更游 ◆轧制过程中,因轧辊热膨胀、轧辊磨损或轧辊偏心而引起的辊缝变化,也会引起S0改变 (约 从而导致轧件出口厚度h发生变化 5-10 ■厚度随轧机刚度变化的规律 小结 ◆提高轧机刚度有利于将轧件轧得更遵,目前板带材轧机的刚度通常大于500~600Umm ◆实际轧制过程中,由于轧辊的凸度大小不同,轧辊轴承的性质以及润滑油的性质不同,轧辊 圆周速度发生变化,也会引起刚度系数发生变化 ■厚度随轧制压力变化的规律 (约 小结: 分 ◆S0和Km值保持一定的条件下,来料厚度减处,则B曲线的起始位置左移,且斜率稍有减 钟) 小,即材料的塑性刚度稍有减小,故实际轧出厚度也减小 ◆减小壁搭系数时,轧制压力会降低可使的带钢轧得更遵 ◆变形抗力增大时,B曲线斜率增大轧件出口厚度也增里 ◆张力增大时,B曲线斜率减小,可使轧件轧得更護 (约 5-15 分钟 内蒙古科技大学教案 4
4 9.2.2 轧制过程厚度变化的基本规律 ◼ 厚度随辊缝变化的规律 小结: ◆轧机的原始预设辊缝值 S0 决定着弹性曲线 A 的起始位置, A 曲线左移 ,出口厚度减小 ◆采取预压紧轧制时,即在进行轧制之前,使上、下轧辊以一定的预压力 P0 互相压紧,能将 轧件轧得更薄 ◆轧制过程中,因轧辊热膨胀、轧辊磨损或轧辊偏心而引起的辊缝变化,也会引起 S0 改变, 从而导致轧件出口厚度 h 发生变化 ◼ 厚度随轧机刚度变化的规律 小结: ◆提高轧机刚度有利于将轧件轧得更薄,目前板带材轧机的刚度通常大于 500~600t/mm ◆实际轧制过程中,由于轧辊的凸度大小不同,轧辊轴承的性质以及润滑油的性质不同,轧辊 圆周速度发生变化,也会引起刚度系数发生变化 ◼ 厚度随轧制压力变化的规律 小结: ◆S0 和 Km 值保持一定的条件下,来料厚度减小,则 B 曲线的起始位置左移,且斜率稍有减 小,即材料的塑性刚度稍有减小,故实际轧出厚度也减小 ◆减小摩擦系数时,轧制压力会降低可使的带钢轧得更薄 ◆变形抗力增大时,B 曲线斜率增大轧件出口厚度也增厚 ◆张力增大时,B 曲线斜率减小,可使轧件轧得更薄 ( 约 5~10 分 钟) ( 约 5~15 分 钟) ( 约 5~15 分钟 内 蒙 古 科 技 大 学 教 案

9.2.3厚度自控系统的基本形式及其控削原理 AGC的分类有多种方法: (1)根据轧制过程中控制信息流动与作用情况不同,厚度自动控制系统可分为:反馈式、前馈式、 监控式、张力式、金属秒流量式等。 考点 (2)根据执行机构来看,可以分为:电动AGC和液压AGC. (3)根据AGC的硬件系统不同,可分为模拟式AGC和直接数字控制(DDC)式AGC。 (4)根据轧制过程中带钢承受作用的不同,还有各种补偿的厚度控制系统:速度补偿控制、宽度 补偿控制、支持辊偏心补偿控制、油膜厚度补偿控制、带钢尾部补偿等控制系统。 (5)根据设定方式和轧机压下效率补偿环节不同,它可以分为:轧制压力AGC(又称PAGC、 (约 GM-AGC)、相对值AGC和绝对值AGC。 0 厚度自动控制系统是热连轧精轧机组自动控制中的一个极为重要的组成部分。过去一般是采用模拟 分 钟】 系统,随者计算机技术的发展,现代化的冷、热连轧机都广泛采用直接数字控制计算机(DDC)进行带 钢的厚度自动控制,称为DDC-AGC系统。它能综合采用多种型式的厚度自动控制系统,以适应不同钢 种、规格和工艺参数变化的要求,便于对动态过程中参数的变化进行补偿。 ■用测厚仪测的反馈式厚度自控系统原理 执行机构一 (约 8南 -15 厚度差运到 分 测厚仅 H 图9-14测厚仪型反馈式厚度自动控制系统 图9-15动与6S的关系曲线 h一实测厚度:h的一给定厚度 “压下有效系颗的概念? (约 由前式可知,当轧机的空载辊缝S0改变6S时,所引起的轧件出口厚度变化量8h要小于8 515 S,8h与8S之间的比值C=6W6S称为压下有效系数”,表示压下螺丝位置改变量能造成多大的 分钟 轧件出口厚度变化量 考点 s-+M=+m K (9-5) 内 蒙古科技大学教案 5
5 9.2.3 厚度自控系统的基本形式及其控制原理 AGC 的分类有多种方法: (1)根据轧制过程中控制信息流动与作用情况不同,厚度自动控制系统可分为:反馈式、前馈式、 监控式、张力式、金属秒流量式等。 (2)根据执行机构来看,可以分为:电动 AGC 和液压 AGC。 (3)根据 AGC 的硬件系统不同,可分为模拟式 AGC 和直接数字控制(DDC)式 AGC。 (4)根据轧制过程中带钢承受作用的不同,还有各种补偿的厚度控制系统:速度补偿控制、宽度 补偿控制、支持辊偏心补偿控制、油膜厚度补偿控制、带钢尾部补偿等控制系统。 (5)根据设定方式和轧机压下效率补偿环节不同,它可以分为:轧制压力 AGC(又称 P-AGC、 GM-AGC)、相对值 AGC 和绝对值 AGC。 厚度自动控制系统是热连轧精轧机组自动控制中的一个极为重要的组成部分。过去一般是采用模拟 系统,随着计算机技术的发展,现代化的冷、热连轧机都广泛采用直接数字控制计算机(DDC)进行带 钢的厚度自动控制,称为 DDC-AGC 系统。它能综合采用多种型式的厚度自动控制系统,以适应不同钢 种、规格和工艺参数变化的要求,便于对动态过程中参数的变化进行补偿。 ■用测厚仪测厚的反馈式厚度自控系统原理 图 9-14 测厚仪型反馈式厚度自动控制系统 图 9-15 δh 与 δS 的关系曲线 h 实—实测厚度;h 给—给定厚度 “压下有效系数”的概念? 由前式可知,当轧机的空载辊缝 S0 改变δS 时,所引起的轧件出口厚度变化量δh 要小于δ S,δh 与δS 之间的比值 C=δh/δS 称为“压下有效系数”,表示压下螺丝位置改变量能造成多大的 轧件出口厚度变化量。 h K M h K K M S m m m = (1+ ) + = (9-5) 考点 ( 约 5~10 分 钟) ( 约 5~15 分 钟) ( 约 5~15 分钟 考点 内 蒙 古 科 技 大 学 教 案