第四章插补原理、刀补原理及速度控制 4-1插补原理 4-2刀具半径补偿 4-3速度及加减速控制
1 第四章 插补原理、刀补原理及速度控制 4-1 插补原理 4-2 刀具半径补偿 4-3 速度及加减速控制
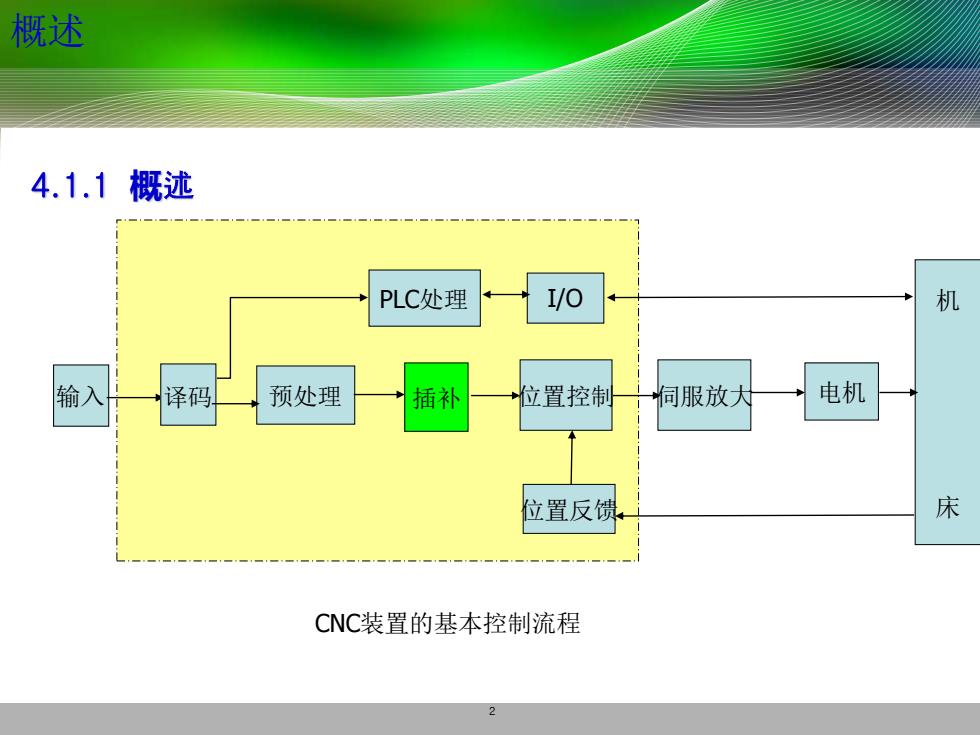
概述 4.1.1概述 PLC处理 I/O 机 输入 译码 预处理 插补 位置控制 同服放大 电机 位置反馈 床 CNC装置的基本控制流程
2 输入 预处理 插补 位置控制 电机 CNC装置的基本控制流程 译码 伺服放大 机 床 PLC处理 I/O 位置反馈 4.1.1 概述 概述
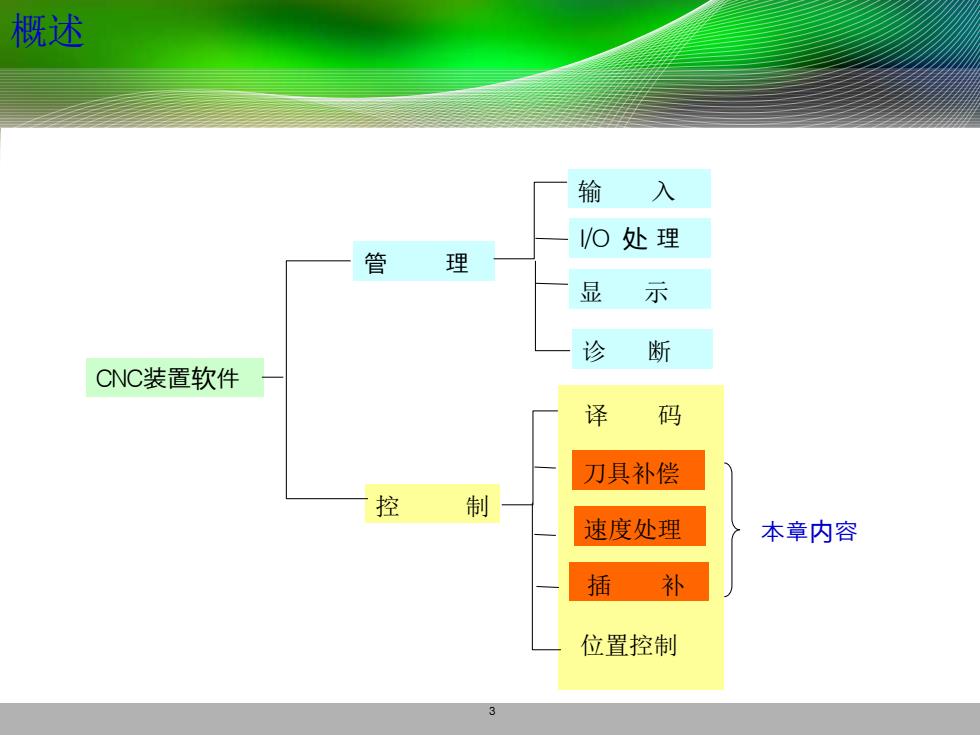
概述 输 入 /O处理 管 理 显 示 诊 断 CNC装置软件 译 码 刀具补偿 控 制 速度处理 本章内容 插 补 位置控制
3 管 理 CNC装置软件 控 制 译 码 输 入 I/O 处 理 显 示 诊 断 刀具补偿 速度处理 插 补 位置控制 本章内容 概述
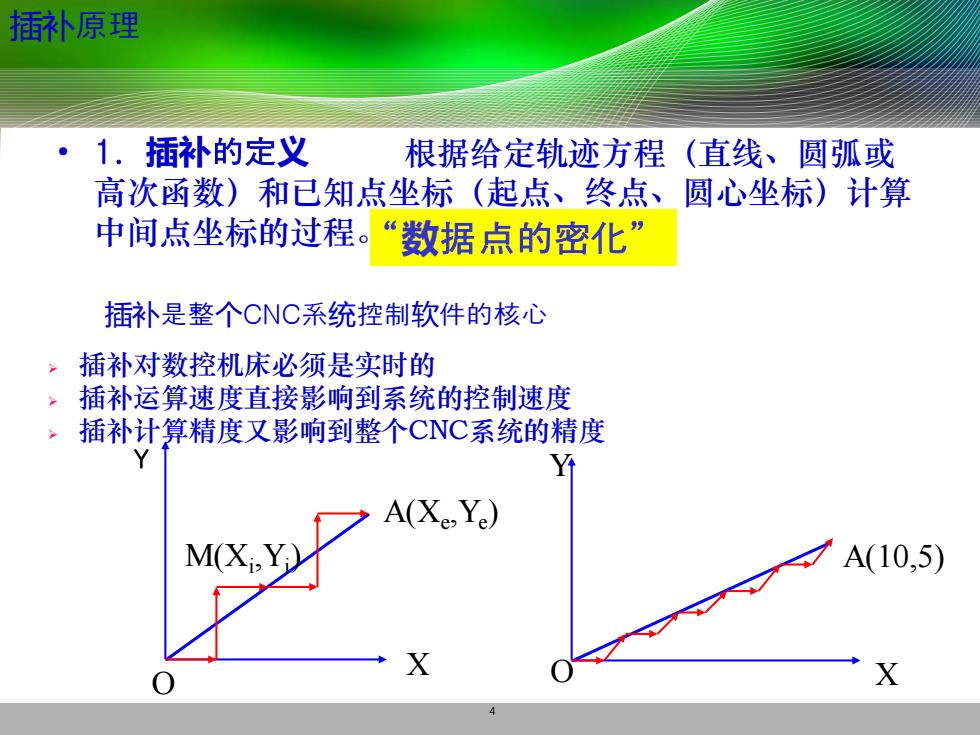
插补原理 1.插补的定义 根据给定轨迹方程(直线、圆弧或 高次函数)和已知点坐标(起点、终点、圆心坐标)计算 中间点坐标的过程。“数据点的密化” 插补是整个CNC系统控制软件的核心 插补对数控机床必须是实时的 插补运算速度直接影响到系统的控制速度 插补计算精度又影响到整个CNC系统的精度 Y Y A(Xe Ye) M(Xi.Y) A(10,5)
4 插补原理 • 1. 插补的定义 根据给定轨迹方程(直线、圆弧或 高次函数)和已知点坐标(起点、终点、圆心坐标)计算 中间点坐标的过程。 A(10,5) O X Y O A(Xe ,Ye ) M(Xi ,Yi ) X Y “数据点的密化” 插补是整个CNC系统控制软件的核心 ➢ 插补对数控机床必须是实时的 ➢ 插补运算速度直接影响到系统的控制速度 ➢ 插补计算精度又影响到整个CNC系统的精度
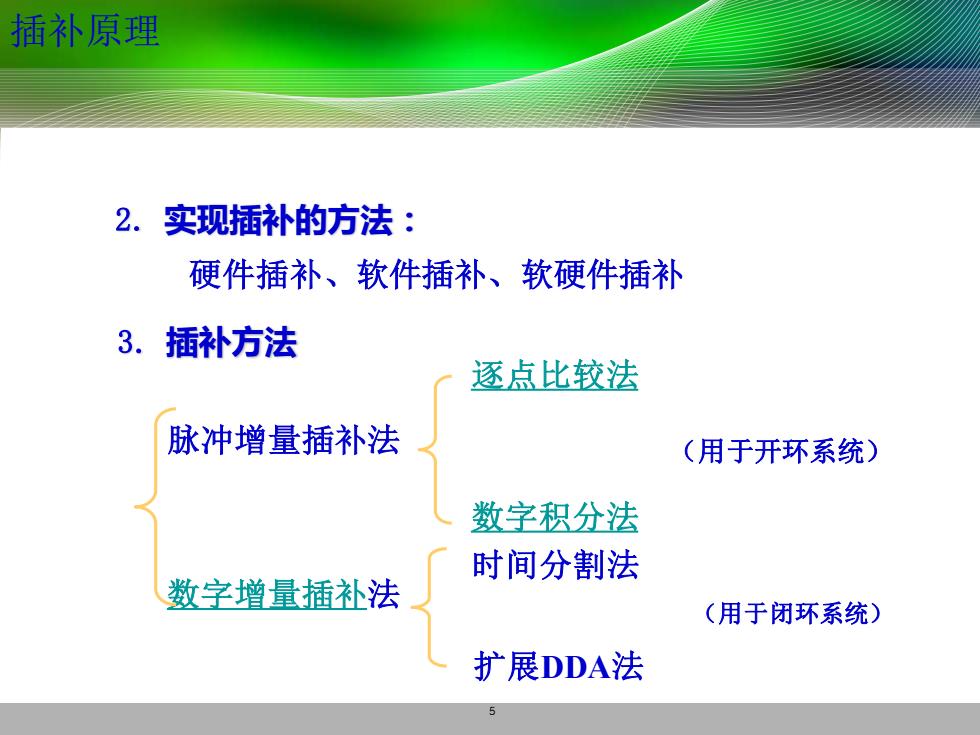
插补原理 2.实现插补的方法: 硬件插补、软件插补、软硬件插补 3.插补方法 逐点比较法 脉冲增量插补法 (用于开环系统) 数字积分法 时间分割法 数字增量插补法 (用于闭环系统) 扩展DDA法
5 2. 实现插补的方法: 硬件插补、软件插补、软硬件插补 3. 插补方法 脉冲增量插补法 数字增量插补法 逐点比较法 数字积分法 时间分割法 (用于开环系统) (用于闭环系统) 扩展DDA法 插补原理