⑧名西子大学 机城电器工程学院 第三章 数控加工的程序编制
第三章 数控加工的程序编制
恋名阿子大学 机械电器工程学院 第一节概述 一、数控编程的基本概念 数控加工程序:按规定的代码及格式,记录加工过程的全部信息(工艺 过程、工艺参数、位置数据和方向、操作步骤等)的软件。 数控编程NC programming):简单说是从零件图纸到制成控制介 质的全过程。根据零件图样,将零件的加工信息:加工顺序、零件轮廓轨迹尺 寸、工艺参数(F、S、T)及辅助动作(变速、换刀、冷却液启停、工件夹紧松 开等)等,用规定的文字、数字、符号组成的代码按一定的格式编写加工程序 单,并将程序单的信息制成控制介质的整个过程
一、数控编程的基本概念 第一节 概述 数控编程(NC programming) :简单说是从零件图纸到制成控制介 质的全过程。根据零件图样,将零件的加工信息:加工顺序、零件轮廓轨迹尺 寸、工艺参数(F、S、T)及辅助动作(变速、换刀、冷却液启停、工件夹紧松 开等)等,用规定的文字、数字、符号组成的代码按一定的格式编写加工程序 单,并将程序单的信息制成控制介质的整个过程。 数控加工程序:按规定的代码及格式,记录加工过程的全部信息(工艺 过程、工艺参数、位置数据和方向、操作步骤等)的软件
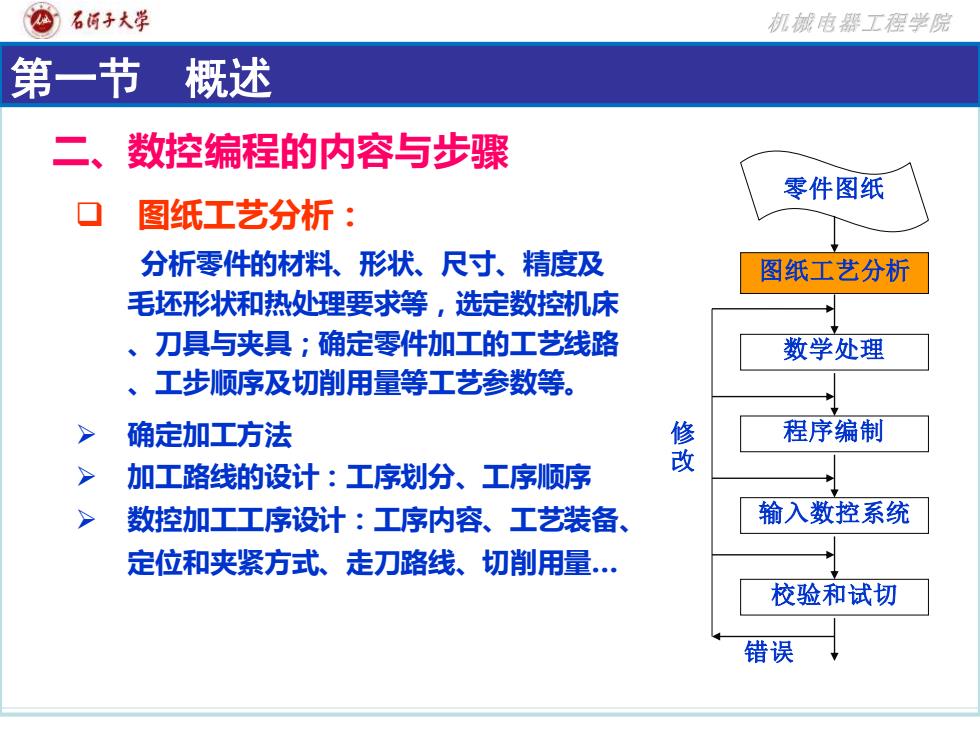
②名间于大学 机械电器工程学院 第一节 概述 二、数控编程的内容与步骤 零件图纸 图纸工艺分析: 分析零件的材料、形状、尺寸、精度及 图纸工艺分析 毛还形状和热处理要求等,选定数控机床 、刀具与夹具;确定零件加工的工艺线路 数学处理 、工步顺序及切削用量等工艺参数等。 > 确定加工方法 接 程序编制 加工路线的设计:工序划分、工序顺序 > 数控加工工序设计:工序内容、工艺装备、 输入数控系统 定位和夹紧方式、走刀路线、切削用量. 校验和试切 错误
❑ 图纸工艺分析: 分析零件的材料、形状、尺寸、精度及 毛坯形状和热处理要求等,选定数控机床 、刀具与夹具;确定零件加工的工艺线路 、工步顺序及切削用量等工艺参数等。 ➢ 确定加工方法 ➢ 加工路线的设计:工序划分、工序顺序 ➢ 数控加工工序设计:工序内容、工艺装备、 定位和夹紧方式、走刀路线、切削用量. 数学处理 图纸工艺分析 程序编制 输入数控系统 校验和试切 零件图纸 错误 修 改 二、数控编程的内容与步骤 第一节 概述
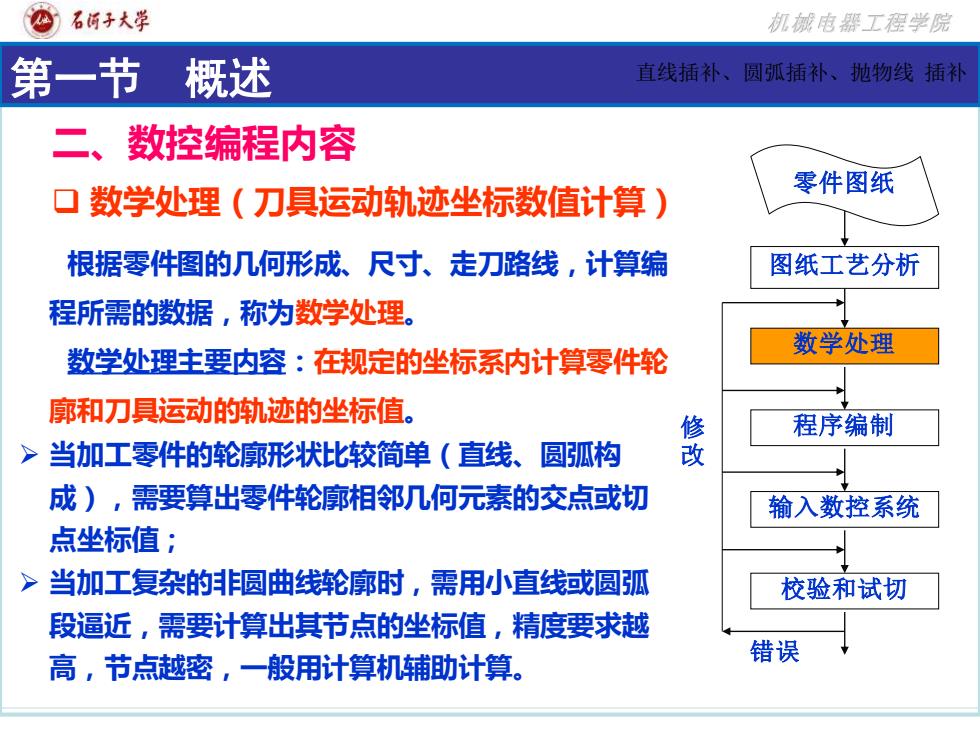
恋名阿子大学 机械电器工程学院 第一节 概述 直线插补、圆弧插补、抛物线插补 二、数控编程内容 口数学处理(刀具运动轨迹坐标数值计算) 零件图纸 根据零件图的几何形成、尺寸、走刀路线,计算编 图纸工艺分析 程所需的数据,称为数学处理。 数学处理主要内容:在规定的坐标系内计算零件轮 数学处理 廓和刀具运动的轨迹的坐标值。 >当加工零件的轮廓形状比较简弹(直线、圆孤构 畿 程序编制 成),需要算出零件轮廓相邻几何元素的交点或切 输入数控系统 点坐标值; >当加工复杂的非圆曲线轮廓时,需用小直线或圆孤 校验和试切 段逼近,需要计算出其节点的坐标值,精度要求越 高,节点越密,一般用计算机辅助计算。 错误
根据零件图的几何形成、尺寸、走刀路线,计算编 程所需的数据,称为数学处理。 数学处理主要内容:在规定的坐标系内计算零件轮 廓和刀具运动的轨迹的坐标值。 ➢ 当加工零件的轮廓形状比较简单(直线、圆弧构 成),需要算出零件轮廓相邻几何元素的交点或切 点坐标值; ➢ 当加工复杂的非圆曲线轮廓时,需用小直线或圆弧 段逼近,需要计算出其节点的坐标值,精度要求越 高,节点越密,一般用计算机辅助计算。 错误 数学处理 图纸工艺分析 程序编制 输入数控系统 校验和试切 零件图纸 修 改 ❑ 数学处理(刀具运动轨迹坐标数值计算) 二、数控编程内容 第一节 概述 直线插补、圆弧插补、抛物线 插补

②名间子大学 机城电器工程学院 第一节 概述 二、 数控编程内容 零件图纸 编制数控加工程序 加工路线、工艺参数及刀具运动 图纸工艺分析 轨迹确定以后,编程人员可以根据数 数学处理 控系统规定指令代码及程序格式,逐 修 程序编制 段编写零件加工程序单。 在编写加工程序前,应填写有关 输入数控系统 的工艺文件,如数控加工工序卡片、 校验和试切 数控刀具卡片、数控刀具明细表等。 错误
❑ 编制数控加工程序 加工路线、工艺参数及刀具运动 轨迹确定以后,编程人员可以根据数 控系统规定指令代码及程序格式,逐 段编写零件加工程序单。 在编写加工程序前,应填写有关 的工艺文件,如数控加工工序卡片、 数控刀具卡片、数控刀具明细表等。 数学处理 图纸工艺分析 程序编制 输入数控系统 校验和试切 零件图纸 错误 修 改 二、数控编程内容 第一节 概述