第7章数控机床的伺服系统 7.1概述 ,伺服系统:以位置和速度作为控制对象的自动控制系统。 伺服系统接受数控装置发来的进给脉冲指令信号,经过信号变 换和电压、功率放大由执行元件将其转变为角位移和直线位移, 以驱动数控设备各运动部件实现运动。 7.1.1伺服系统的分类 1.按照调节理论分类 1)开环伺服系统 开环伺服系统由步进电机及其驱动电路组成,无位置检测装置
伺服系统:以位置和速度作为控制对象的自动控制系统。 伺服系统接受数控装置发来的进给脉冲指令信号,经过信号变 换和电压、功率放大由执行元件将其转变为角位移和直线位移, 以驱动数控设备各运动部件实现运动。 7.1.1 伺服系统的分类 1. 按照调节理论分类 1)开环伺服系统 开环伺服系统由步进电机及其驱动电路组成,无位置检测装置。 7.1 概 述
数控系统发出指令脉冲经过驱动线路变换与放大,传给步进电 机。步进电机每接收一个指令脉冲,就旋转一个角度,再通过 齿轮副和丝杠螺母副带动机床工作台移动。 ,指令脉冲的频率决定了步进电机的转速,进而决定了工作台的 移动速度;指令脉冲的数量决定了步进电机转动的角度,进而 决定了工作台的位移大小。 开环伺服系统加工精度低。由于无位置检测装置,其精度取决 于步进电机的步距精度和工作频率以及传动机构的传动精度。 ,结构简单,成本较低,适用于对精度和速度要求不高的经济型、 中小型数控系统
数控系统发出指令脉冲经过驱动线路变换与放大,传给步进电 机。步进电机每接收一个指令脉冲,就旋转一个角度,再通过 齿轮副和丝杠螺母副带动机床工作台移动。 指令脉冲的频率决定了步进电机的转速,进而决定了工作台的 移动速度;指令脉冲的数量决定了步进电机转动的角度,进而 决定了工作台的位移大小。 开环伺服系统加工精度低。由于无位置检测装置,其精度取决 于步进电机的步距精度和工作频率以及传动机构的传动精度。 结构简单,成本较低,适用于对精度和速度要求不高的经济型、 中小型数控系统
(2)闭环伺服系统 ,有位置检测装置,且装在机床工作台上,直接检测工作台的实 际位移。 ,利用CNC装置的指令值与位置检测装置的检测值的差值进行位 置控制。 ,精度高,其运动精度取决于检测装置的精度,与传动链的误差 无关。 适用于大型或比较精密的数控设备。 (3)半闭环伺服系统 ,有位置检测装置,且装在电机或丝杠的端头,检测角位移,间 接获得工作台的位移。 精度比闭环控制低,滚珠丝杠的精度影响位置检测的精度。适 用于中小数控机床
(2)闭环伺服系统 有位置检测装置,且装在机床工作台上,直接检测工作台的实 际位移。 利用CNC装置的指令值与位置检测装置的检测值的差值进行位 置控制。 精度高,其运动精度取决于检测装置的精度,与传动链的误差 无关。 适用于大型或比较精密的数控设备。 (3)半闭环伺服系统 有位置检测装置,且装在电机或丝杠的端头,检测角位移,间 接获得工作台的位移。 精度比闭环控制低,滚珠丝杠的精度影响位置检测的精度。适 用于中小型数控机床
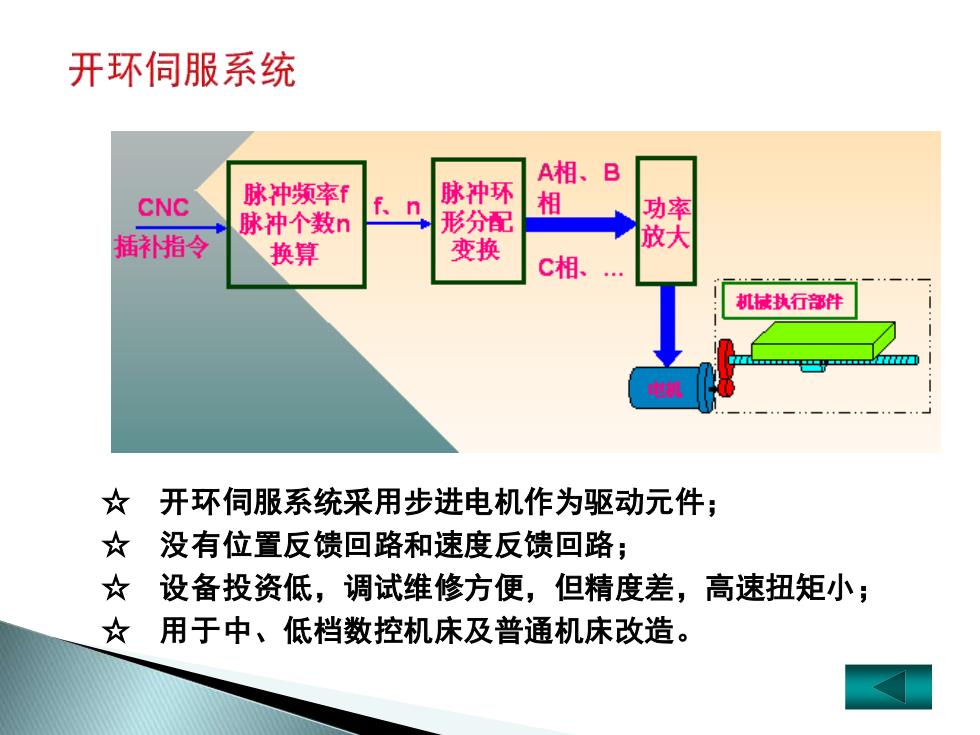
开环伺服系统 A相、B CNC 脉冲频率f f、n 脉冲环 相 脉冲个数n 形分配 功率 插补指令 放大 换算 变换 C相、 机械执行部件 ☆开环伺服系统采用步进电机作为驱动元件; ☆ 没有位置反馈回路和速度反馈回路; ☆设备投资低,调试维修方便,但精度差,高速扭矩小; ☆用于中、低档数控机床及普通机床改造
☆ 开环伺服系统采用步进电机作为驱动元件; ☆ 没有位置反馈回路和速度反馈回路; ☆ 设备投资低,调试维修方便,但精度差,高速扭矩小; ☆ 用于中、低档数控机床及普通机床改造

闭环伺服系统 位置控制单元 速度控制单元 插补 位置控制调节器 速度控制调 节与动 机械执行部件 定际速 实际位 电机 置反馈 度反 检测与反馈单元 ☆闭环伺服系统的位置检测装置安装在机床的工作台上; ☆检测装置构成闭环位置控制。 ☆闭环方式被大量用在精度要求较高的大型数控机床上
☆ 闭环伺服系统的位置检测装置安装在机床的工作台上; ☆ 检测装置构成闭环位置控制。 ☆ 闭环方式被大量用在精度要求较高的大型数控机床上