
10/60 第二节 金属切 刀具材料 收必究 2、 超硬刀具 2) 人造聚晶金刚石(PCD,Po小ycrystalline Diamond) 定义:高温高压下将金刚石微粉聚合而成的多晶体材料。 冬性能: √硬度极高(10000HV,硬质合金仅为1000~2000HV) √耐磨性极好,耐用度比硬质合金高几十倍至三百倍 √韧性和抗弯强度很差,热稳定性差,700~800°℃ √对振动比较敏感 字母符号:DP、DM等,见GB/T2075-2007 用途:与铁有很强的亲和力,不宜加工黑色金属
10 /60 第二节 金属切削刀具(cutting tool) 2) 人造聚晶金刚石(PCD, Polycrystalline Diamond ) ❖ 定义:高温高压下将金刚石微粉聚合而成的多晶体材料。 ❖ 性能: ✓硬度极高(10000HV,硬质合金仅为10002000HV) ✓耐磨性极好,耐用度比硬质合金高几十倍至三百倍 ✓韧性和抗弯强度很差,热稳定性差,700~800℃ ✓对振动比较敏感 ❖ 字母符号:DP、DM等,见GB/T 2075-2007 ❖ 用途:与铁有很强的亲和力,不宜加工黑色金属 2、超硬刀具材料 一、刀具材料 ❖ 金刚石——在超精加工和硬 材料加工中有特殊功能的刀 具材料
11/60 第二节金属切削刀具 刀具材料 CBN切片 CBN刀片 CEN刀片 CBN刀片 2、超硬刀具材料 3) 立方氮化硼(CBN,Cul CBN刀片 CBN刀片 CE片 CBN刀片 冬定义:由立方氮化硼 的一种新型超硬刀具 性能: CBN刀片 CBN力片 CBN刀片 alibaba.m.cn 硬度仅次于金刚石,达7000~8000HV,耐磨性很好 √ 耐热温度可达1400°℃,有很高的化学稳定性 √抗弯强度和韧性略低于硬质合金 字母符号:BL、BH、BC等,见GB/T2075-2007 冬用途:用于高硬度、难加工材料的精加工和超精加工
3) 立方氮化硼(CBN, Cubic Boron Nitride) ❖ 定义:由立方氮化硼(白石墨)在高温、高压下制成 的一种新型超硬刀具材料。 ❖ 性能: ✓ 硬度仅次于金刚石,达7000~8000HV,耐磨性很好 ✓ 耐热温度可达1400℃ ,有很高的化学稳定性 ✓ 抗弯强度和韧性略低于硬质合金 ❖ 字母符号:BL、BH、BC等,见GB/T 2075-2007 ❖ 用途:用于高硬度、难加工材料的精加工和超精加工 11 /60 第二节 金属切削刀具(cutting tool) 2、超硬刀具材料 一、刀具材料 ❖ 立方氮化硼——在超精加工 和硬材料加工中有特殊功能 的刀具材料

12/60 第二节 金属切削刀具 (cutting tool) 硬切削材料用途组代号:WP10 刀具材料 3、 GB/T2075-2007简介 种类 字母符号 硬质合金 HW(住要含wc的未涂层的~,粒度≥1μm) HF HT HC 陶瓷 CA(主要含AN2O3的陶瓷) CM CN CR CC 金刚石 DP(聚晶金刚石) DM 氮化硼 BL(含有少量立方氮化硼的立方晶体氮化硼) BH BC 用途大组 用途小组 用途大类 识别颜色 被加工材料 硬切削材料 P 蓝色 钢 P01,P10,P20,P30,P40,P50 M 黄色 不锈钢 M01,M10,M20,M30,M40 K 红色 铸铁 K01,K10,K20,K30,K40 N 绿色 非铁金属 N01,N10,N20,N30 S 褐色 超级合金和钛 S01,S10,S20,S30 H 灰色 硬材料 H01,H10,H20,H30
12 /60 第二节 金属切削刀具(cutting tool) 一、刀具材料 种类 字母符号 硬质合金 HW(主要含wc的未涂层的~,粒度≥1μm) HF HT HC 陶瓷 CA(主要含Al2O3的陶瓷) CM CN CR CC 金刚石 DP(聚晶金刚石) DM 氮化硼 BL(含有少量立方氮化硼的立方晶体氮化硼) BH BC 用途大组 用途小组 用途大类 识别颜色 被加工材料 硬切削材料 P 蓝色 钢 P01,P10,P20,P30,P40,P50 M 黄色 不锈钢 M01, M10, M20, M30, M40 K 红色 铸铁 K01, K10, K20, K30, K40 N 绿色 非铁金属 N01, N10, N20, N30 S 褐色 超级合金和钛 S01, S10, S20, S30 H 灰色 硬材料 H01, H10, H20, H30 3、 GB/T 2075-2007 简介 硬切削材料用途组代号:HW-P10
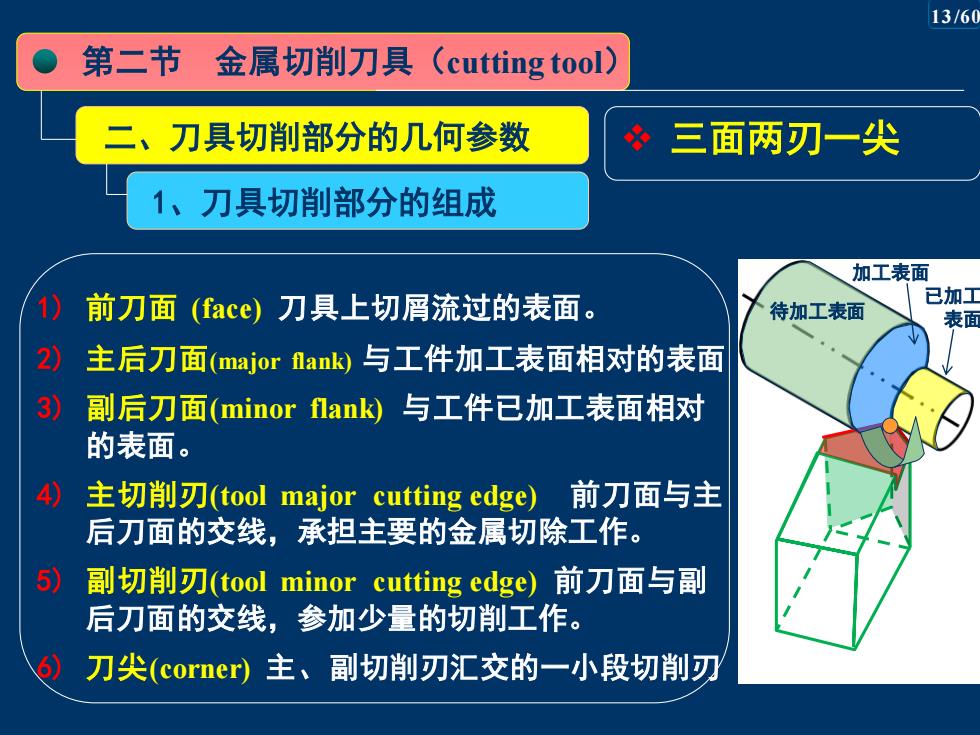
13/60 第二节金属切削刀具(cutting tool). 二、刀具切削部分的几何参数 三面两刃一尖 1、刀具切削部分的组成 加工表面 1) 前刀面(face)刀具上切屑流过的表面。 已加工 待加工表面 表面 2) 主后刀面(major flanl)与工件加工表面相对的表面 3) 副后刀面(minor flank)与工件已加工表面相对 的表面。 4) 主切削刃(tool major cutting edge)前刀面与主 后刀面的交线,承担主要的金属切除工作。 5) 副切削刃(tool minor cutting edge)前刀面与副 后刀面的交线,参加少量的切削工作。 6) 刀尖(corner)主、副切削刃汇交的一小段切削刃
第二节 金属切削刀具(cutting tool) 二、刀具切削部分的几何参数 1、刀具切削部分的组成 1) 前刀面 (face) 刀具上切屑流过的表面。 2) 主后刀面(major flank) 与工件加工表面相对的表面 3) 副后刀面(minor flank) 与工件已加工表面相对 的表面。 4) 主切削刃(tool major cutting edge) 前刀面与主 后刀面的交线,承担主要的金属切除工作。 5) 副切削刃(tool minor cutting edge) 前刀面与副 后刀面的交线,参加少量的切削工作。 6) 刀尖(corner) 主、副切削刃汇交的一小段切削刃 ❖ 三面两刃一尖 13 /60 已加工 表面 加工表面 待加工表面
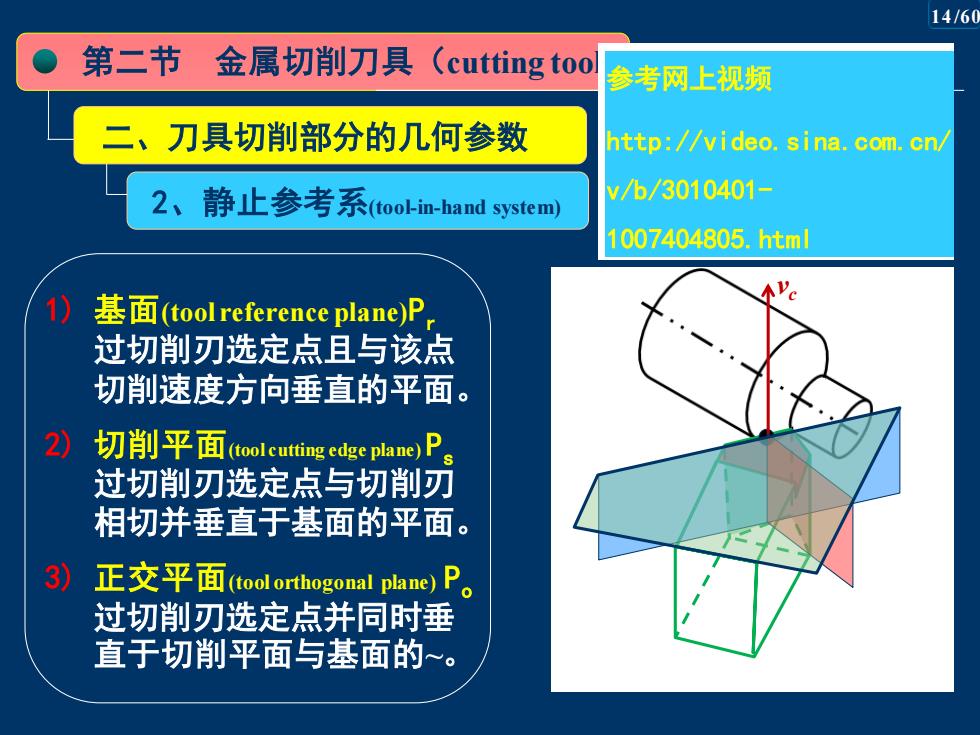
14/60 第二节 金属切削刀具(cutting tool 参考网上视频 二、刀具切削部分的几何参数 http://video.sina.com.cn/ 2、静止参考系(tooin-hand system) vb/3010401- 1007404805.html 基面(tool reference plane))P. 过切削刃选定点且与该点 切削速度方向垂直的平面。 2) 切削平面(oolcuttingedge plane))P。 过切削刃选定点与切削刃 相切并垂直于基面的平面。 3)正交平面((tool orthogonal plane)P。 过切削刃选定点并同时垂 直于切削平面与基面的~
2、静止参考系(tool-in-hand system) 1) 基面(tool reference plane)Pr 过切削刃选定点且与该点 切削速度方向垂直的平面。 2) 切削平面(tool cutting edge plane) Ps 过切削刃选定点与切削刃 相切并垂直于基面的平面。 3) 正交平面(tool orthogonal plane) Po 过切削刃选定点并同时垂 直于切削平面与基面的~。 第二节 金属切削刀具(cutting tool) 二、刀具切削部分的几何参数 14 /60 参考网上视频 http://video.sina.com.cn/ v/b/3010401- 1007404805.html vc