
05/60 第一节切削加工概述 切削运动与切削要素 2、切削三要素 切削速度(cutting speed)ve 切削刃选定点相对于工件在主运 动方向上的瞬时速度。m/s,m/min 2)进给量(feed)f 在主运动一个循环内,刀具与工 件之间沿进给方向上的位移量。 mm/r,mm/min进给速度v,行fn 3) 切削深度(depth of cut)ap 已加工表面与待加工表面之间的 垂直距离。mm
1) 切削速度 (cutting speed) vc 是 切削刃选定点相对于工件在主运 动方向上的瞬时速度。m/s,m/min 2) 进给量 (feed) f 在主运动一个循环内,刀具与工 件之间沿进给方向上的位移量。 mm/r,mm/min 进给速度vf=fn 3) 切削深度(depth of cut) ap 已加工表面与待加工表面之间的 垂直距离。mm 第一节 切削加工概述 2、切削三要素 二、切削运动与切削要素 ap f d d m w n 05 /60 vc vf

06/60 碳素工具钢和低合金刃具钢 常用来制作钳工工具等 1)高速钢(High-speed tool steels) 在复杂刀具中仍占统治 地位的刀具材料 定义:含有钨、钼、铬、钒等元素较多的高合金工具钢 性能:很高的强度和韧性,较好的工艺性; 硬度为63~70HRC,红硬温度为500~650^℃ 系列:钨系:如W18Cr4V;钨钼系:如W6Mo5Cr4V2, 见GB/T9943-2008 用途:制造形状较为复杂的刀具,如麻花钻、拉刀等
第二节 金属切削刀具(cutting tool) 一、刀具材料 1、普通刀具材料 ❖ 刀具:工作部分+夹持部分 ❖ 刀具材料指工作部分的材料 06 /60 1 1 ❖ 碳素工具钢和低合金刃具钢 ——常用来制作钳工工具等 1) 高速钢(High-speed tool steels)——在复杂刀具中仍占统治 地位的刀具材料 ❖ 定义:含有钨、钼、铬、钒等元素较多的高合金工具钢 ❖ 性能:很高的强度和韧性,较好的工艺性; 硬度为63~70HRC,红硬温度为500~650℃ ❖ 系列:钨系:如W18Cr4V;钨钼系:如W6Mo5Cr4V2, 见GB/T 9943-2008 ❖ 用途:制造形状较为复杂的刀具,如麻花钻、拉刀等

60 第二节金属 珍 刀具材米 利机床 1、普通) 2) 硬质合金(Cemented carbides/Cermets)) 冬 定义:用Co作粘结剂,将硬质碳化钨 等颗粒粘结在一起的粉末冶金。 0性能: √7482HRC,红硬温度800~1000°℃ 较脆,抗弯强度低,韧性很低 字母符号:HW、HF、HT、HC等4类, 见GB/T2075-2007 P、M、K、N、S、H等6组, 见GB/T18376.1-2008 用途:制成刀片,焊或夹在刀杆上
07 /60 第二节 金属切削刀具(cutting tool) 2) 硬质合金(Cemented carbides/Cermets) ❖ 定义:用Co作粘结剂,将硬质碳化钨 等颗粒粘结在一起的粉末冶金。 ❖ 性能: ✓74~82HRC,红硬温度800~1000℃ ✓较脆,抗弯强度低,韧性很低 ❖ 字母符号:HW、HF、HT、HC 等4类, 见 GB/T 2075-2007 P、M、K、N、S、H等6组, 见GB/T 18376.1-2008 ❖ 用途:制成刀片,焊或夹在刀杆上 一、刀具材料 1、普通刀具材料 ❖ 硬质合金——仍在扩大使用 范围的刀具材料
第二节 金属切削刀具 ((cutting 刀具材料 A10涂层 速 1、普通刀具材料 TiCN涂层 3)涂层刀具材料(Tool coating mate 定义:在硬质合金或高速钢基亿 的(TC、TN、Al,O等 合金基体 ◆涂层厚度:2~12um 涂覆方法: CVD (Chemical Vapor deposition),>5um PVD (Physical Vapor deposition),<5um 性能:是硬质合金、高速钢耐用度的(2~4)、(3~21)倍 字母符号:H0、CC、BC等,见GB/T2075-2007
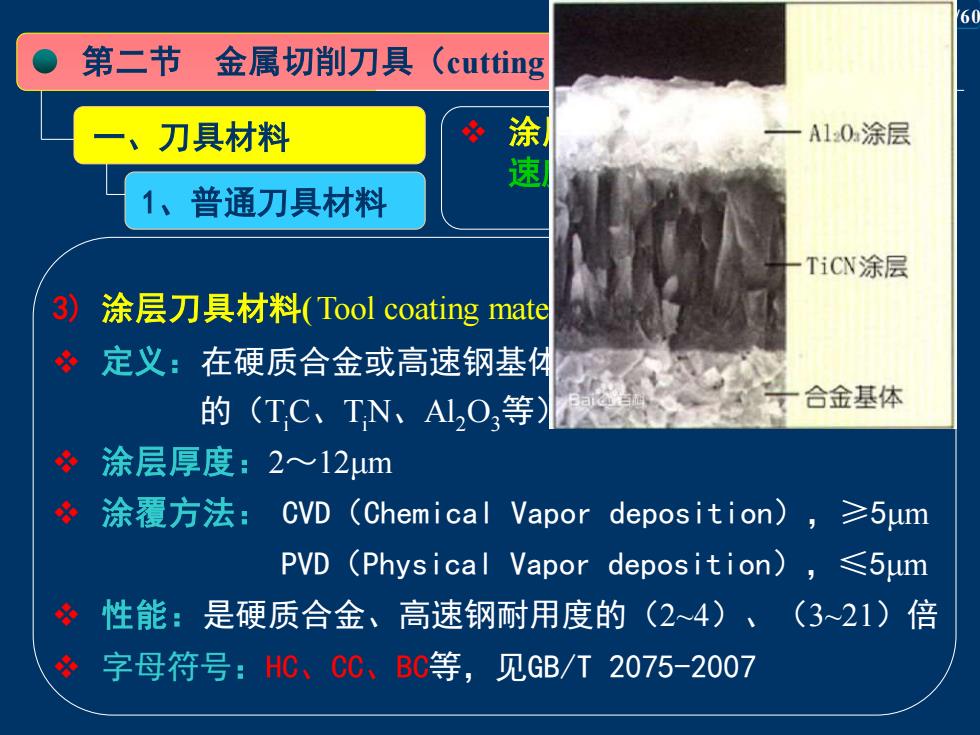
一、刀具材料 1、普通刀具材料 3) 涂层刀具材料(Tool coating materials) ❖ 定义:在硬质合金或高速钢基体上涂以高硬度、高耐磨性 的(TiC、TiN、Al2O3等)而构成的材料。 ❖ 涂层厚度:2~12μm ❖ 涂覆方法: CVD(Chemical Vapor deposition),≥5μm PVD(Physical Vapor deposition),≤5μm ❖ 性能:是硬质合金、高速钢耐用度的(2~4)、(3~21)倍 ❖ 字母符号:HC、CC、BC等,见GB/T 2075-2007 ❖ 涂层刀具材料——正以惊人 速度开发应用的刀具材料 第二节 金属切削刀具(cutting tool) 08 /60

09160 第二节金属切削刀具(cutt 刀具材料 2、超硬刀具材料 ) 陶瓷(Ceramics) 定义:主要是以氧化铝(AI03) 或以氮化硅(SiN) 为基体,再添加少量金属化合物(Zr02、TiC等),采 用热压成形和烧结的方法获得的材料。 冬性能: √91≈95HRA,耐磨性很好, √在1200C下硬度为80HRA,化学性稳定 √抗弯强度低,冲击韧性差。 字母符号:CA、CM、CN、CR、CC等,见GB/T2075-2007 用途:做成各种刀片,主要用于高速下精加工硬材料
1) 陶瓷( Ceramics) ❖ 定义:主要是以氧化铝(Al2 O3)或以氮化硅(Si3 N4 ) 为基体,再添加少量金属化合物(ZrO2、TiC等),采 用热压成形和烧结的方法获得的材料。 ❖ 性能: ✓91~95HRA,耐磨性很好, ✓在1200℃下硬度为80HRA,化学性稳定 ✓抗弯强度低,冲击韧性差。 ❖ 字母符号:CA、CM、CN、CR、CC等,见GB/T2075-2007 ❖ 用途:做成各种刀片,主要用于高速下精加工硬材料 2、超硬刀具材料 ❖ 陶瓷——1980年代取得突破 性进展的刀具材料 第二节 金属切削刀具(cutting tool) 一、刀具材料 09 /60