
14/58 第一章铸造 (Casting) 铸造的定义、特点与发展方向 第一节液态成型基础 1、合金铸造性能 2、充型能力 3、铸造性能对质量的影响 1、铸铁 第二节合金铸造性能 2、铸钢 1、造型方法8+1种方法) 第三节砂型铸造工艺 2、浇注位置与分型面(3+3原则) 3、铸造工艺参数 第四节特种铸造 1、熔模(失腊)铸造; 2、 金属型铸造 3、压力铸造: 4、 低压铸造 5、离心铸造 第五节铸件结构设计 1、考虑砂型铸造工艺的铸件结构 2、考虑合金铸造性能的铸件结构 第六节铸造技术发展(自学)
第一章 铸造(Casting) 铸造的定义、特点与发展方向 第一节 液态成型基础 第二节 合金铸造性能 1、合金铸造性能 2、充型能力 3、铸造性能对质量的影响 1、铸铁 2、铸钢 第三节 砂型铸造工艺 1、造型方法(8+1种方法) 2、浇注位置与分型面(3+3原则) 3、铸造工艺参数 第四节 特种铸造 1、熔模(失腊)铸造;2、金属型铸造 3、压力铸造; 4、低压铸造 5、离心铸造 第五节 铸件结构设计 1、考虑砂型铸造工艺的铸件结构 2、考虑合金铸造性能的铸件结构 第六节 铸造技术发展(自学) 14 /58

15/58 BoschRexroth生产的泵 深圳市共威液泵器域有限公 腹腔镜手术仪器 浇注现场 密西根州Ar isto-Cast公司 材质:316L不锈钢 Best-In Class 工艺:精密铸造 重量:2.4~34g 尺寸:11.81mm×6.30mm(最小件) 中信重工于2008年浇铸世界最大铸件 特点:7部件平均壁厚0.89~1.02mm 获得成功:18500吨油压机自由锻的 1部件有直径仅为1.02mm的孔 上横梁毛坯重520吨,需治炼10炉6包 而且无法加工。 重量达829.5吨的钢水进行合浇
Casting is a manufacturing process in which molten metal is poured or injected and allowed to solidify in a suitably shaped mold cavity. 第一章 铸造(Casting) ❖ 铸造的定义 ❖ 铸造的主要优点 将液态金属浇铸到铸型中, 冷却凝固后获得毛坯或零件 的一种工艺方法。 1)适应性强 2)成本低 1)生产过程复杂 2)影响因素多,废品率高 1)特大型铸件的铸造技术 2)计算机模拟仿真技术应用 3)铸件强韧化、精密化 ❖ 铸造的主要缺点 ❖ 铸造的发展方向 15 /58 B o s c h R e x r o t h 生产的泵 浇 注 现 场 中信重工于2008年浇铸世界最大铸件 获得成功:18500吨油压机自由锻的 上横梁毛坯重520吨,需冶炼10炉6包 重量达8 29 .5吨的钢水进行合浇。 腹腔镜手术仪器 密西根州Aristo-Cast公司 材质:316L不锈钢 工艺:精密铸造 重量:2.4~34g 尺寸:11.81mm×6.30mm(最小件) 特点:7部件平均壁厚0.89~1.02mm 1部件有直径仅为1.02mm的孔 而且无法加工

16/58 第一节液态成型基础 合金的铸造性能 铸造性能(castability):合金在铸造 的整个过程中,为获得外形正确、内 部无缺陷的铸件而表现出来的性能。 1、合金的流动性 主要决定于金属本身的属性。 fluidity 逐层凝固 糊状凝固 中间凝固 1) 定义:液态金属本身的流动能 合金液 力,称为合金的流动性,是合 树枝晶 金的主要铸造性能之一。 a a)纯金属 b)结晶温度范围宽的合金 A Solidification range 2 评价标准:“螺旋形试样”的 长度 2000 3) 影响因素:合金的化学成分是 400 过热150℃ 1000 过热500 -500 影响合金流动性最显著的因素 上 6 C 流动性:灰铸铁>硅黄铜>铸钢
一、合金的铸造性能 第一节 液态成型基础 铸造性能(castability):合金在铸造 的整个过程中,为获得外形正确、内 部无缺陷的铸件而表现出来的性能。 主要决定于金属本身的属性。 1)定义:液态金属本身的流动能 力,称为合金的流动性,是合 金的主要铸造性能之一。 1、合金的流动性 fluidity 2)评价标准:“螺旋形试样”的 长度 3)影响因素:合金的化学成分是 影响合金流动性最显著的因素 铸 铁 流 动 性 / m m 流动性:灰铸铁≻硅黄铜≻铸钢 逐层凝固 糊状凝固 中间凝固 Solidification range 16 /58
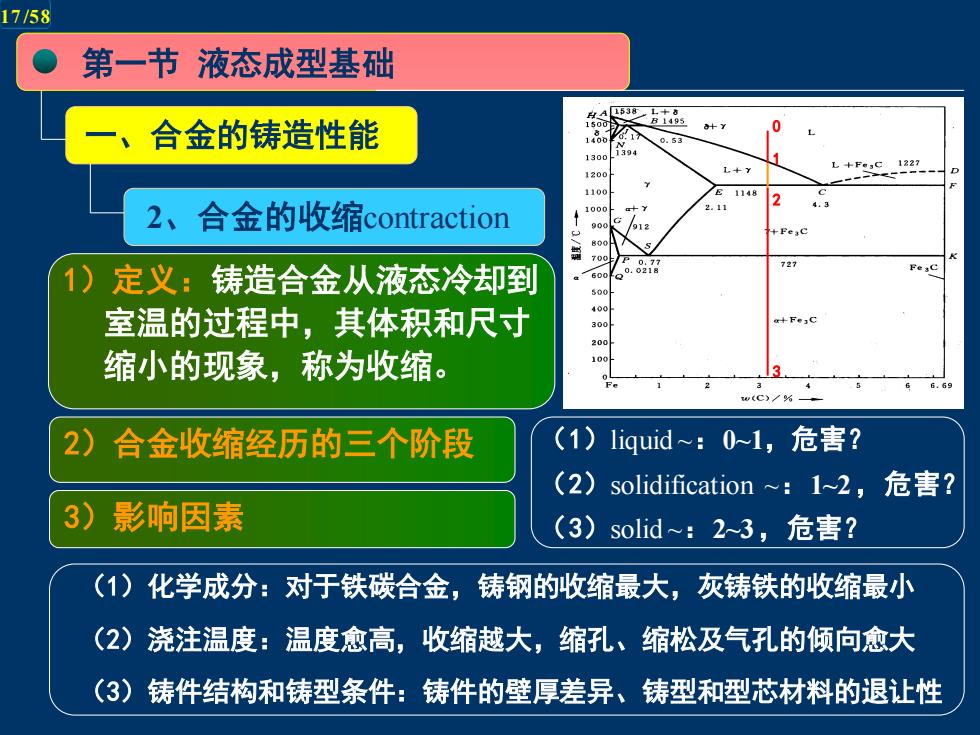
17/58 第一节液态成型基础 合金的铸造性能 +7 0 14001 0.53 1300 1200 L+Y L+FC122? 1100 E1148 2 4.3 2、合金的收缩contraction 1000 2.11 90 8ooA义s 1) 定义:铸造合金从液态冷却到 727 500 室温的过程中,其体积和尺寸 400 300 200 缩小的现象,称为收缩。 100 6.69 C) % 2) 合金收缩经历的三个阶段 (1)liquid~:0-1,危害? (2)solidification~:1~2,危害? 3) 影响因素 (3)solid~:2-3,危害? (1)化学成分:对于铁碳合金,铸钢的收缩最大,灰铸铁的收缩最小 (2)浇注温度:温度愈高,收缩越大,缩孔、缩松及气孔的倾向愈大 (3)铸件结构和铸型条件:铸件的壁厚差异、铸型和型芯材料的退让性
一、合金的铸造性能 第一节 液态成型基础 1)定义:铸造合金从液态冷却到 室温的过程中,其体积和尺寸 缩小的现象,称为收缩。 2、合金的收缩contraction 2)合金收缩经历的三个阶段 3)影响因素 (1)liquid ~:0~1,危害? (2)solidification ~:1~2 ,危害? (3)solid ~:2~3 ,危害? (1)化学成分:对于铁碳合金,铸钢的收缩最大,灰铸铁的收缩最小 (2)浇注温度:温度愈高,收缩越大,缩孔、缩松及气孔的倾向愈大 (3)铸件结构和铸型条件:铸件的壁厚差异、铸型和型芯材料的退让性 0 1 2 3 17 /58
18/58 第一节液态成型基础 二、合金的充型能力 液态合金充满型腔,形成轮廓清 mold-filling capacity 晰、形状完整的铸件的能力,称 作液态合金的充型能力。 1、定义 合金的流动性:流动性越好,充型能力越高。 2、影响因素 ()铸型材料:导热系数和比热大,充型能力低 1) 合金的流动性 (2)铸型温度:温度高、冷却慢,充型能力高。 (3)铸型排气能力:排气能力差,充型能力低。 2) 铸型条件 (1)浇注温度:浇注温度高,充型能力高。但过 高会引起诸多缺陷,因此,不宜过高。 3)浇注条件 (2) 充型压力:充型压力越高,充型能力越高。 (1) 铸件的壁厚:厚壁铸件的充型能力较高。 4) 铸件结构 (2)铸件结构复杂程度:结构越复杂,铸型对金 属液充型时的阻力就越大,充型能力越低
二、合金的充型能力 mold-filling capacity 第一节 液态成型基础 1、定义 1)合金的流动性 2)铸型条件 液态合金充满型腔,形成轮廓清 晰、形状完整的铸件的能力,称 作液态合金的充型能力。 2、影响因素 3)浇注条件 4)铸件结构 (1)铸型材料:导热系数和比热大,充型能力低 (2)铸型温度:温度高、冷却慢,充型能力高。 (3)铸型排气能力:排气能力差,充型能力低。 (1)浇注温度:浇注温度高,充型能力高。但过 高会引起诸多缺陷,因此,不宜过高。 (2)充型压力:充型压力越高,充型能力越高。 (1)铸件的壁厚:厚壁铸件的充型能力较高。 (2)铸件结构复杂程度:结构越复杂,铸型对金 属液充型时的阻力就越大,充型能力越低。 合金的流动性:流动性越好,充型能力越高。 18 /58