01/60 本章内容 第四章切削加工工艺基础 切削加工概念与种类 第1节 切削加工概述 金属切削加工的特点和方向 切削运动与切削要素 第2节 金属切削刀具 刀具材料/刀具几何参数 第3节 金属切削过程中 切屑/积屑瘤/切削力/切削热 的物理现象 刀具磨损和刀具耐用度 第4节 普通刀具切削 车削/钻削/镗削/铣削/ 加工方法综述 刨削/插削/拉削加工 第5节磨削加工方法综述 磨削过程/工艺特点/应用 第6节精密加工方法综述 研磨/珩磨/小粗糙度磨削 超精加工/抛光 第7节 加工精度和表面质量 机械加工精度/表面质量
本章内容 第四章 切削加工工艺基础 切削加工概念与种类 第1节 切削加工概述 金属切削加工的特点和方向 切削运动与切削要素 第2节 金属切削刀具 刀具材料/ 刀具几何参数 第3节 金属切削过程中 的物理现象 切屑/积屑瘤/切削力/切削热 刀具磨损和刀具耐用度 第4节 普通刀具切削 加工方法综述 车削/ 钻削/ 镗削/ 铣削/ 刨削/ 插削/ 拉削加工 第5节 磨削加工方法综述 磨削过程/ 工艺特点/ 应用 第6节 精密加工方法综述 研磨/ 珩磨/ 小粗糙度磨削 超精加工/ 抛光 第7节 加工精度和表面质量 机械加工精度/表面质量 01 /60
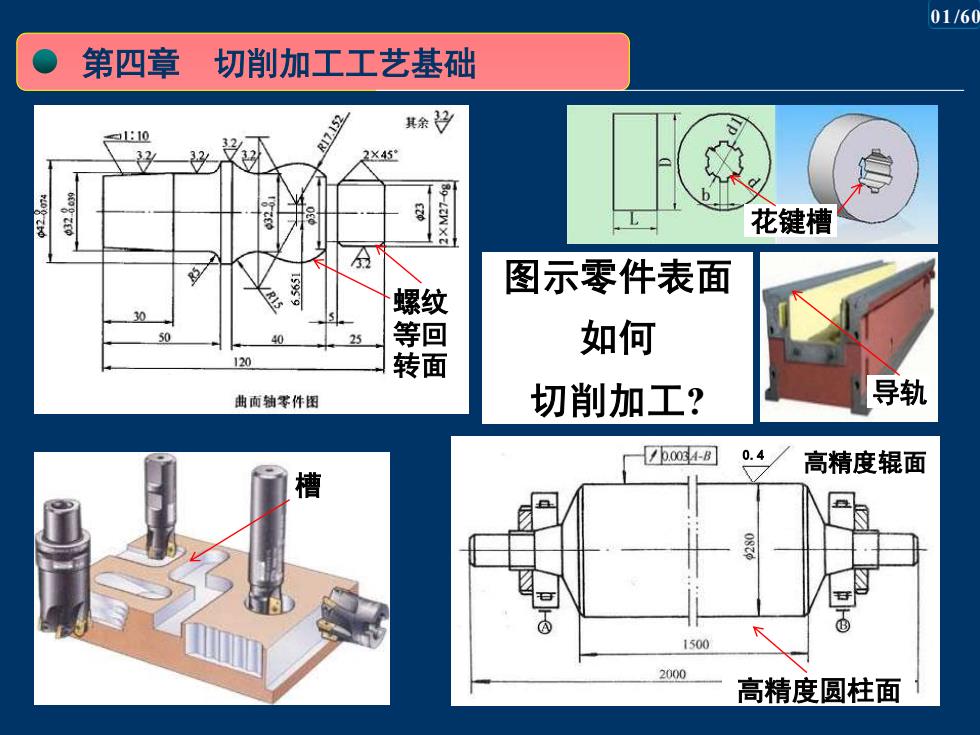
01/60 第四章 切削加工工艺基础 其余 3 2×45 花键槽 图示零件表面 R15 螺纹 30 50 40 25 回 如何 120 转 曲面轴零件图 切削加工? 导轨 ☑50o4-B 0.4/ 高精度辊面 1500 2000 高精度圆柱面
01 /60 第四章 切削加工工艺基础 0.4 高精度辊面 图示零件表面 如何 切削加工? 螺纹 等回 转面 槽 导轨 花键槽 高精度圆柱面
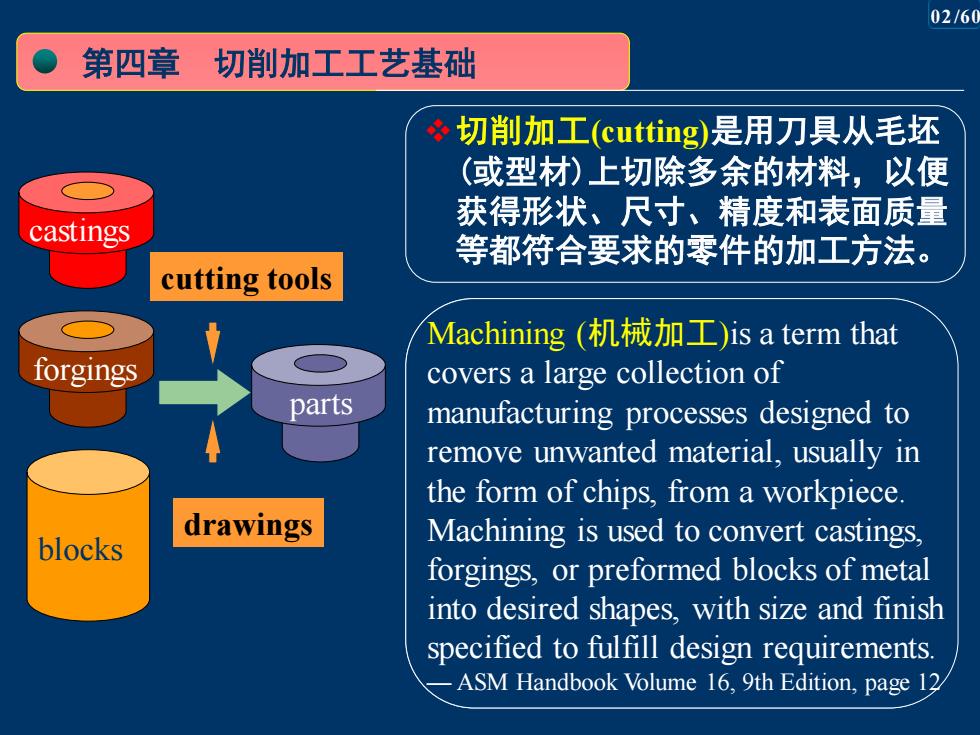
02/60 第四章 切削加工工艺基础 切削加工(cutting)是用刀具从毛坯 (或型材)上切除多余的材料,以便 获得形状、尺寸、精度和表面质量 castings 等都符合要求的零件的加工方法。 cutting tools Machining(机械加工)is a term that forgings covers a large collection of parts manufacturing processes designed to remove unwanted material,usually in the form of chips,from a workpiece. drawings blocks Machining is used to convert castings. forgings,or preformed blocks of metal into desired shapes,with size and finish specified to fulfill design requirements. ASM Handbook Volume 16,9th Edition,page 12
❖种类: ✓机加工(machining) :通过工 人操纵机床来完成切削加工。 车、铣、刨、磨、齿轮加工等 ✓钳加工(bench work) :通过工 人手持工具进行切削加工。划 线、錾切、锯、锉、刮、研、 钻孔和绞孔、攻丝、套扣等 Machining (机械加工)is a term that covers a large collection of manufacturing processes designed to remove unwanted material, usually in the form of chips, from a workpiece. Machining is used to convert castings, forgings, or preformed blocks of metal into desired shapes, with size and finish specified to fulfill design requirements.. — ASM Handbook Volume 16, 9th Edition, page 12 第四章 切削加工工艺基础 ❖切削加工(cutting)是用刀具从毛坯 (或型材)上切除多余的材料,以便 获得形状、尺寸、精度和表面质量 等都符合要求的零件的加工方法。 blocks castings forgings parts cutting tools drawings 02 /60
0316d 第一节切削加工概述 金属切削加工的特点和发展方向 1、切削加工的特点 可加工各种形状的型面 尺寸公差等级范围:IT12~1T3 Ra值范围:25-0.008um 2、切削加工的发展方向 刀具材料朝着超硬材料方向发展,速度每分钟数千米 机床朝着数控、超精密方向发展,加工精度达到纳米 加工朝着高效率、柔性化和智能化
第一节 切削加工概述 1、切削加工的特点 ❖ 可加工各种形状的型面 ❖ 尺寸公差等级范围:IT12~IT3 ❖ Ra值范围:25~0.008µm 一、金属切削加工的特点和发展方向 2、切削加工的发展方向 ❖ 刀具材料朝着超硬材料方向发展,速度每分钟数千米 ❖ 机床朝着数控、超精密方向发展,加工精度达到纳米 ❖ 加工朝着高效率、柔性化和智能化 03 /60 Cartier 卡地亚

合成运动.Z一主运动v 主运动 主运动y 待 进给运动y 合成运动y。进给运动y 间歇进给运动y: (a) (b) (c) 主运动v 径向进给 主运动y 合成运动。 进给运动y: 轴向进给 主运动v 圆周进给 拉削加工的进给运动? (d) (e) 图4-3各种加工的切削运动
FIG.7.1 Relative motions during turning 04 /60 第一节 切削加工概述 1) 主运动 (primary motion) ❖ 直接切除工件上的切削层,以形成 工件新表面的基本运动称为~。 ❖ 速度最高、消耗功率最大 ❖ 在切削运动中主运动只有一个 2) 进给运动 (feed motion) ❖ 配合主运动不断把切削层投入切削 以保持切削连续的运动称为~。 ❖ 速度较低,消耗功率较少 ❖ 连续性的,或间歇性的 ❖ 有时仅一个,有时有几个 3) 合成切削运动(resultant cutting motion) 二、切削运动与切削要素 1、切削运动 图4-1 车削运动和工件上的表面 图4-3 各种加工的切削运动 拉削加工的进给运动?