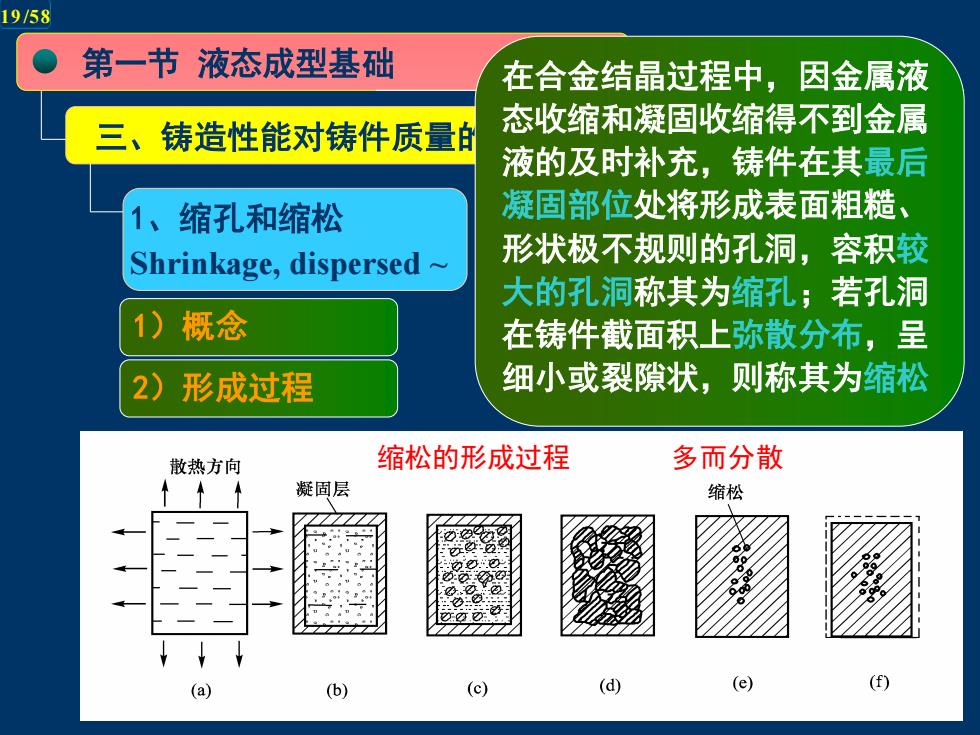
19/58 第一节液态成型基础 在合金结晶过程中,因金属液 三、铸造性能对铸件质量 态收缩和凝固收缩得不到金属 液的及时补充,铸件在其最后 1、缩孔和缩松 凝固部位处将形成表面粗糙、 Shrinkage,dispersed 形状极不规则的孔洞,容积较 大的孔洞称其为缩孔;若孔洞 1) 概念 在铸件截面积上弥散分布,呈 2) 形成过程 细小或裂隙状,则称其为缩松 散热方向 缩松的形成过程 多而分散 凝固层 缩松 (a) (b) (c) (d) (e)
三、铸造性能对铸件质量的影响 第一节 液态成型基础 1、缩孔和缩松 Shrinkage, dispersed ~ 1)概念 在合金结晶过程中,因金属液 态收缩和凝固收缩得不到金属 液的及时补充,铸件在其最后 凝固部位处将形成表面粗糙、 形状极不规则的孔洞,容积较 大的孔洞称其为缩孔;若孔洞 在铸件截面积上弥散分布,呈 2)形成过程 细小或裂隙状,则称其为缩松 缩孔的形成过程 缩松的形成过程倒锥形多而分散 19 /58
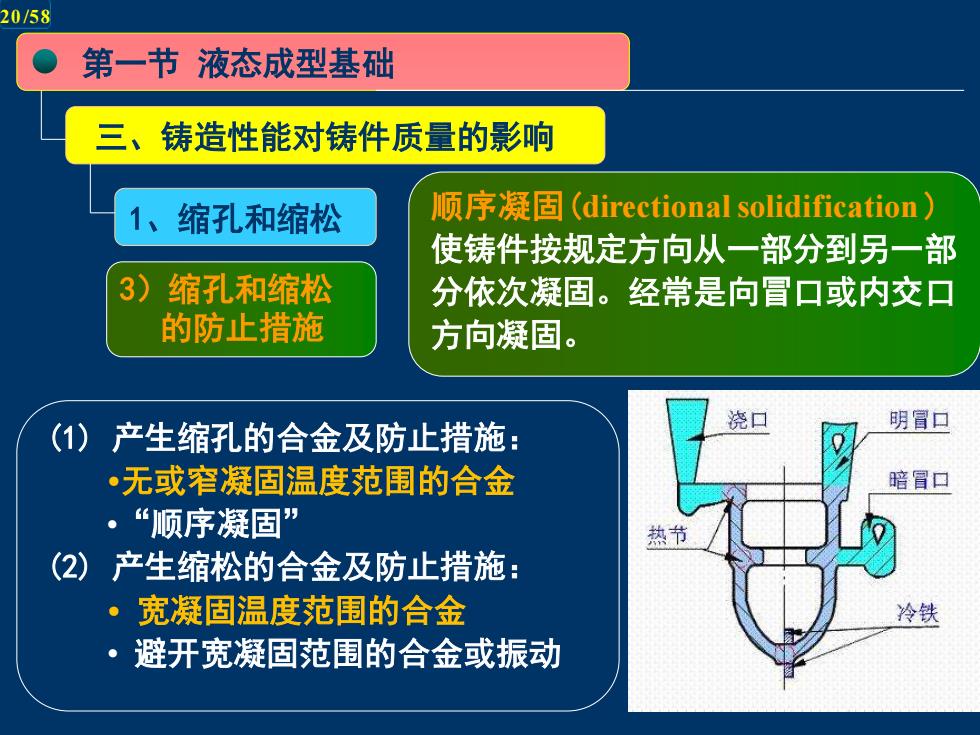
20/58 第一节液态成型基础 铸造性能对铸件质量的影响 缩孔和缩松 顺序凝固(directional solidification) 使铸件按规定方向从一部分到另一部 3)缩孔和缩松 分依次凝固。经常是向冒口或内交口 的防止措施 方向凝固。 浇口 明冒口 (1) 产生缩孔的合金及防止措施: ·无或窄凝固温度范围的合金 暗冒口 。“顺序凝固” 热节 (2)产生缩松的合金及防止措施: ·宽凝固温度范围的合金 冷铁 避开宽凝固范围的合金或振动
1 2 3 0 三、铸造性能对铸件质量的影响 第一节 液态成型基础 1、缩孔和缩松 3)缩孔和缩松 的防止措施 顺序凝固(directional solidification ) 使铸件按规定方向从一部分到另一部 分依次凝固。经常是向冒口或内交口 方向凝固。 (1) 产生缩孔的合金及防止措施: •无或窄凝固温度范围的合金 • “顺序凝固” (2) 产生缩松的合金及防止措施: • 宽凝固温度范围的合金 • 避开宽凝固范围的合金或振动 20 /58
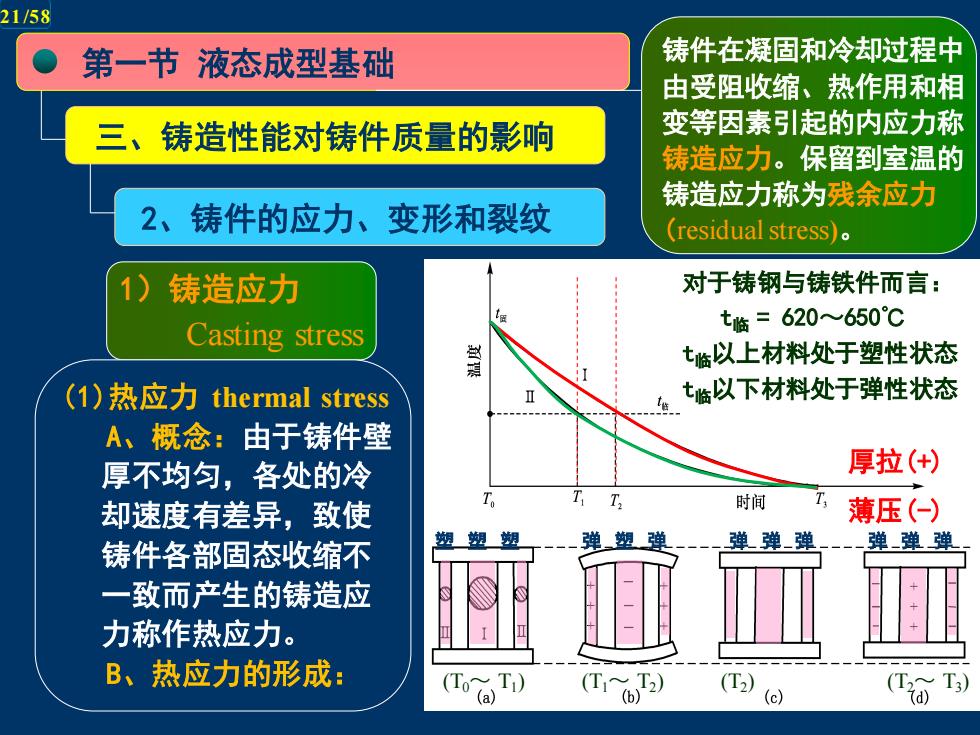
21/58 第一节液态成型基础 铸件在凝固和冷却过程中 由受阻收缩、热作用和相 、铸造性能对铸件质量的影响 变等因素引起的内应力称 铸造应力。保留到室温的 铸造应力称为残余应力 2、铸件的应力、变形和裂纹 (residual stress)。 1) 铸造应力 对于铸钢与铸铁件而言: Casting stress t临=620~650°℃ t临以上材料处于塑性状态 (1)热应力thermal stress t临以下材料处于弹性状态 A、概念:由于铸件壁 厚不均匀,各处的冷 厚拉(+) 却速度有差异,致使 时间 薄压() 弹塑弹 铸件各部固态收缩不 塑塑塑 弹弹_弹 弹弹弹 一致而产生的铸造应 力称作热应力。 B、热应力的形成: (To、T1 (TT2) (T2) (T2T3) (a) (6) (c) (d)
三、铸造性能对铸件质量的影响 第一节 液态成型基础 2、铸件的应力、变形和裂纹 1)铸造应力 Casting stress 铸件在凝固和冷却过程中 由受阻收缩、热作用和相 变等因素引起的内应力称 铸造应力。保留到室温的 铸造应力称为残余应力 (residual stress)。 (1)热应力 thermal stress A、概念:由于铸件壁 厚不均匀,各处的冷 却速度有差异,致使 铸件各部固态收缩不 一致而产生的铸造应 力称作热应力。 B、热应力的形成: (T0~ T1 ) (T1~ T2 ) (T2 ) (T2~ T3 ) 对于铸钢与铸铁件而言: t临 = 620~650℃ t临以上材料处于塑性状态 t临以下材料处于弹性状态 厚拉(+) 薄压(-) 塑 塑 塑 弹 塑 弹 弹 弹 弹 弹 弹 弹 21 /58
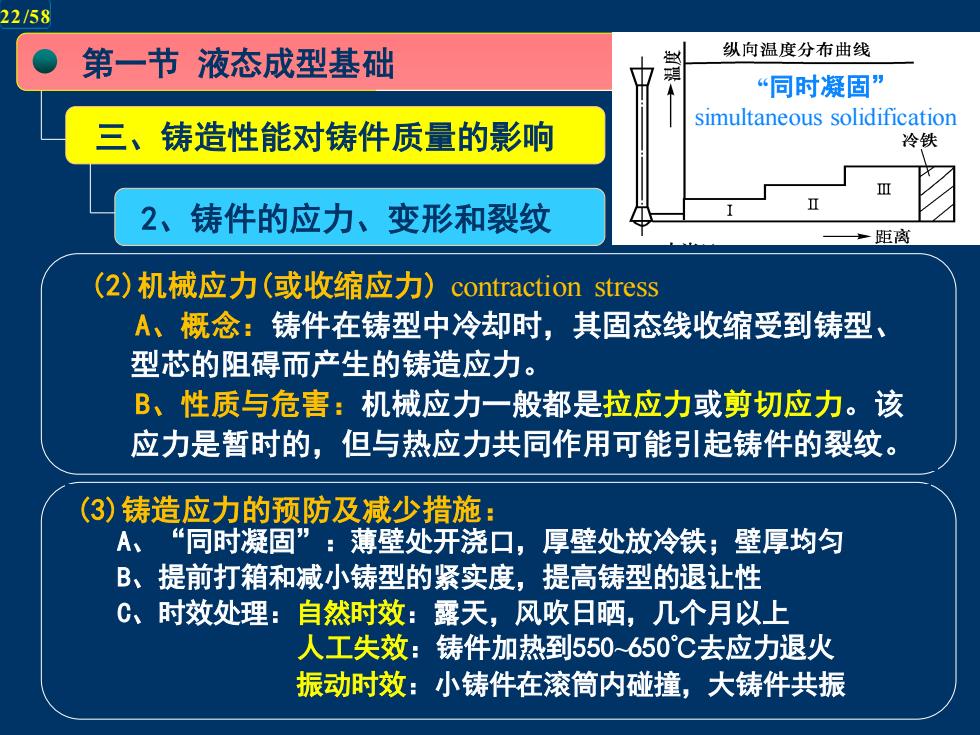
22/58 第一节液态成型基础 纵向温度分布曲线 “同时凝固” simultaneous solidification 三、 铸造性能对铸件质量的影响 冷铁 2、铸件的应力、变形和裂纹 距离 (2)机械应力(或收缩应力)contraction stress A、概念:铸件在铸型中冷却时,其固态线收缩受到铸型、 型芯的阻碍而产生的铸造应力。 B、性质与危害:机械应力一般都是拉应力或剪切应力。该 应力是暂时的,但与热应力共同作用可能引起铸件的裂纹。 (3)铸造应力的预防及减少措施: A、”“同时凝固”:薄壁处开浇口,厚壁处放冷铁;壁厚均匀 B、提前打箱和减小铸型的紧实度,提高铸型的退让性 C、I 时效处理:自然时效:露天,风吹日晒,几个月以上 人工失效:铸件加热到550650°℃去应力退火 振动时效:小铸件在滚筒内碰撞,大铸件共振
三、铸造性能对铸件质量的影响 第一节 液态成型基础 2、铸件的应力、变形和裂纹 (2)机械应力(或收缩应力) contraction stress A、概念:铸件在铸型中冷却时,其固态线收缩受到铸型、 型芯的阻碍而产生的铸造应力。 B、性质与危害:机械应力一般都是拉应力或剪切应力。该 应力是暂时的,但与热应力共同作用可能引起铸件的裂纹。 (3)铸造应力的预防及减少措施: A、 “同时凝固”:薄壁处开浇口,厚壁处放冷铁;壁厚均匀 B、提前打箱和减小铸型的紧实度,提高铸型的退让性 C、时效处理:自然时效:露天,风吹日晒,几个月以上 人工失效:铸件加热到550~650℃去应力退火 振动时效:小铸件在滚筒内碰撞,大铸件共振 “同时凝固” simultaneous solidification 22 /58
23/58 第一节液态成型基础 、铸造性能对铸件质量的影响 当铸造内应力没超过金 属的强度极限时,铸件 2、铸件的应力、变形和裂纹 将产生变形;超过强度 极限时,将产生裂纹。 2) 铸件的裂纹crack,tearing 热裂的特征; (1)热裂hot tearing 下产生的裂纹。 裂纹短、 A、热裂是铸件在高温(凝固末期的温度) 裂缝宽、 B、影响热裂形成的因素: 形状曲折、 ?合金性质:宽凝固温度范围与$对热裂产生显著影响。 ?铸型阻力:铸型的退让性对热裂的形成有重要影响。 缝内呈氧化色 (2)冷裂cold crack 冷裂的特征: A、冷裂是铸件在不太高的温度下产生的裂纹。 裂纹长、 B、影响冷裂形成的因素: 裂缝窄、 合金种类:灰口铸铁、白口铸铁等脆性大的合金易冷 形状直、 化学成分:含P量大,冷裂倾向大。 缝内无氧化色
三、铸造性能对铸件质量的影响 第一节 液态成型基础 2、铸件的应力、变形和裂纹 2)铸件的裂纹 crack, tearing (1)热裂 hot tearing A、热裂是铸件在高温(凝固末期的温度)下产生的裂纹。 B、影响热裂形成的因素: ❖ 合金性质:宽凝固温度范围与S对热裂产生显著影响。 ❖ 铸型阻力:铸型的退让性对热裂的形成有重要影响。 (2)冷裂 cold crack A、冷裂是铸件在不太高的温度下产生的裂纹。 B、影响冷裂形成的因素: ❖ 合金种类:灰口铸铁、白口铸铁等脆性大的合金易冷裂 ❖ 化学成分:含P量大,冷裂倾向大。 当铸造内应力没超过金 属的强度极限时,铸件 将产生变形;超过强度 极限时,将产生裂纹。 热裂的特征: 裂纹短、 裂缝宽、 形状曲折、 缝内呈氧化色 冷裂的特征: 裂纹长、 裂缝窄、 形状直、 缝内无氧化色 23 /58