
第二节金属切削刀具(cutting(t 二、刀具切削部分的几何参数 3、刀具的标注角度 前角(tool orthogonal rake)Y0 冬在正交平面中测量的前刀 面与基面间的夹角。 坐 影响刃口锋利及切削刃的 图4-9前角正、负的规定 强度。常取=-5°~25° 2)后角(tool orthogonal clearance))a0 在正交平面内测量的主后 刀面与切削平面间的夹角 减少刀具与工件间摩擦和 磨损。常取a。=4°~12° Ve
3、刀具的标注角度 1) 前角(tool orthogonal rake) 0 ❖ 在正交平面中测量的前刀 面与基面间的夹角。 ❖ 影响刃口锋利及切削刃的 强度。常取= -5 o ~25o 2) 后角(tool orthogonal clearance) α0 ❖ 在正交平面内测量的主后 刀面与切削平面间的夹角 ❖ 减少刀具与工件间摩擦和 磨损。常取α0 = 4 o~12o 第二节 金属切削刀具(cutting tool) 二、刀具切削部分的几何参数 vc 图4-9前角正、负的规定
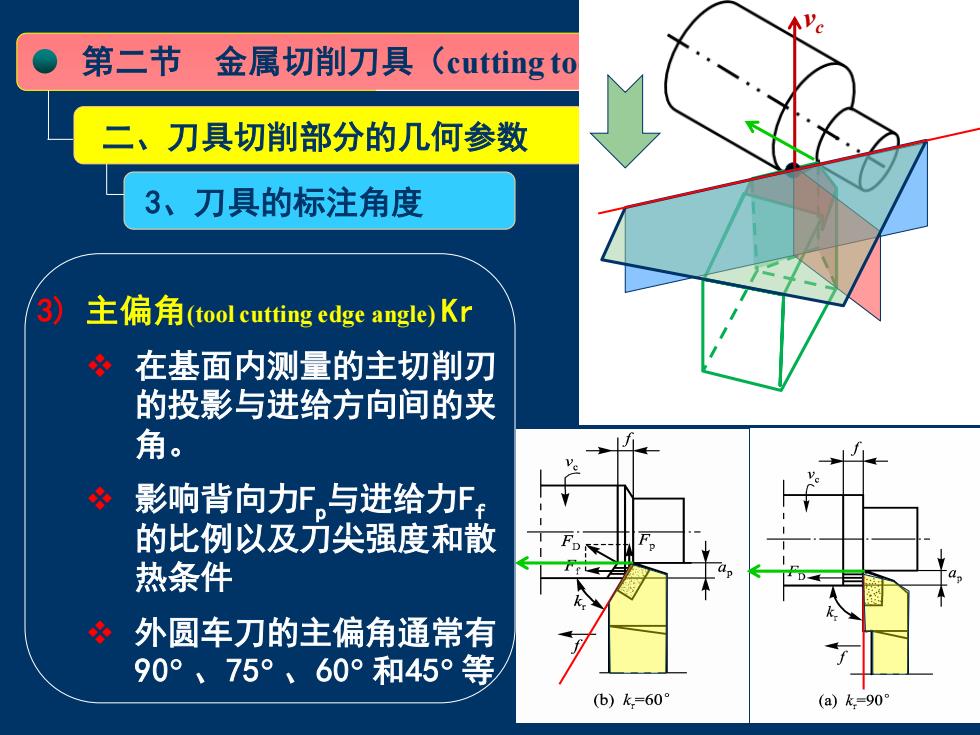
第二节 金属切削刀具 (cutting to 二、刀具切削部分的几何参数 3、刀具的标注角度 3) 主偏角(tool cutting edge angle)Kr 在基面内测量的主切削刃 的投影与进给方向间的夹 角。 影响背向力F,与进给力F 的比例以及刀尖强度和散 热条件 外圆车刀的主偏角通常有 90°、75°、60°和45°等 (b)k=60° (a)k-90
3) 主偏角(tool cutting edge angle) Kr ❖ 在基面内测量的主切削刃 的投影与进给方向间的夹 角。 ❖ 影响背向力Fp与进给力Ff 的比例以及刀尖强度和散 热条件 ❖ 外圆车刀的主偏角通常有 90 、75 、60 和45 等 3、刀具的标注角度 第二节 金属切削刀具(cutting tool) 二、刀具切削部分的几何参数 v 15 /60 c
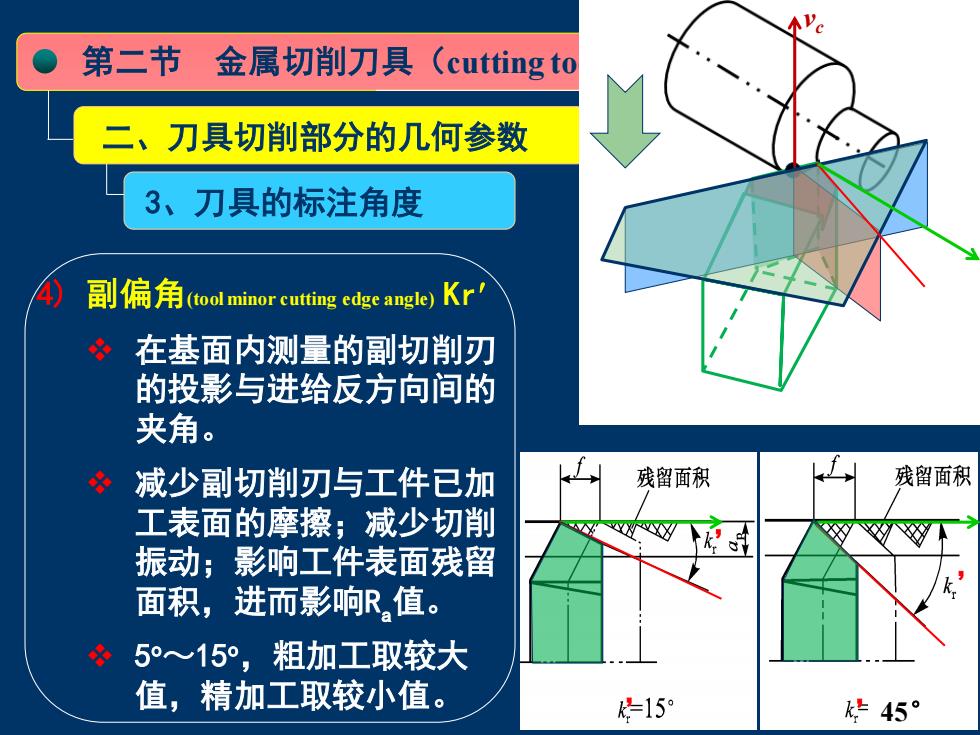
第二节金属切削刀具 (cutting to 二、刀具切削部分的几何参数 3、刀具的标注角度 4) 副偏角((tool minor cuting edge angle)Kr' 在基面内测量的副切削刃 的投影与进给反方向间的 夹角。 减少副切削刃与工件已加 残留面积 残留面积 工表面的摩擦;减少切削 振动;影响工件表面残留 面积,进而影响R值。 5°~15°,粗加工取较大 值,精加工取较小值。 15 45°
4) 副偏角(tool minor cutting edge angle) Kr ❖ 在基面内测量的副切削刃 的投影与进给反方向间的 夹角。 ❖ 减少副切削刃与工件已加 工表面的摩擦;减少切削 振动;影响工件表面残留 面积,进而影响Ra值。 ❖ 5 o~15o,粗加工取较大 值,精加工取较小值。 , ,45° , , 3、刀具的标注角度 第二节 金属切削刀具(cutting tool) 二、刀具切削部分的几何参数 v 165 /60 c
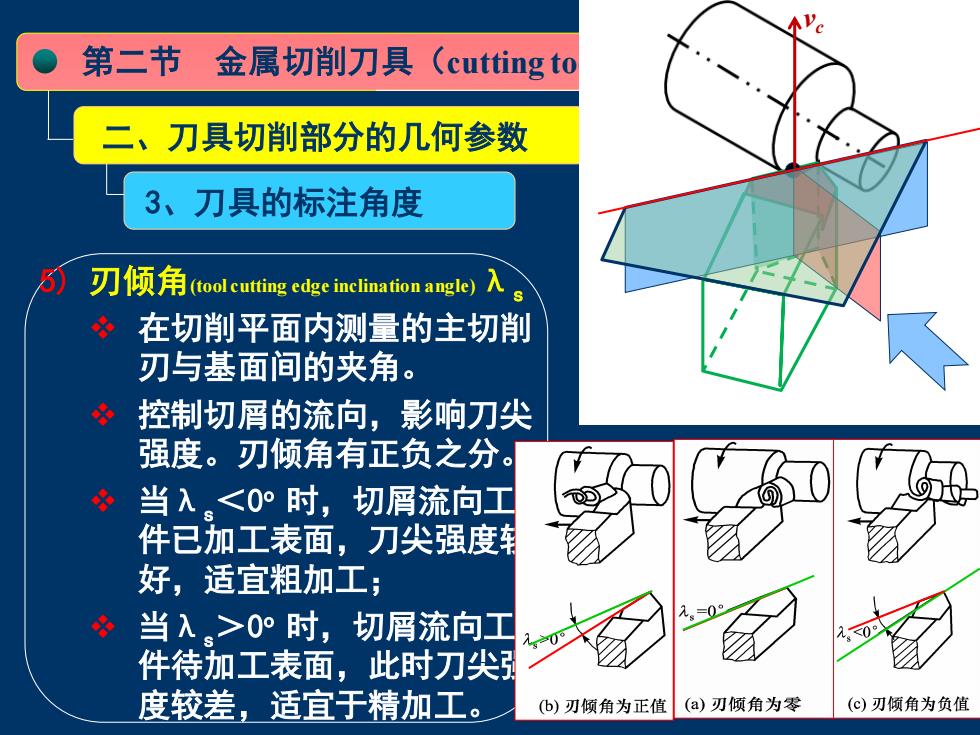
第二节 金属切削刀具(cutting to 二、刀具切削部分的几何参数 3、刀具的标注角度 刃倾角((tool cuttingedge incinaionn)入8 在切削平面内测量的主切削 刃与基面间的夹角。 控制切屑的流向,影响刀尖 强度。刃倾角有正负之分。 华 当入。<0°时,切屑流向工 件已加工表面,刀尖强度车 好,适宜粗加工; 当入.>0°时,切屑流向工 g0 <0 件待加工表面,此时刀尖 度较差,适宜于精加工。 (b)刃倾角为正值(a)刃倾角为零 (c)刃倾角为负值
5) 刃倾角(tool cutting edge inclination angle) λ s ❖ 在切削平面内测量的主切削 刃与基面间的夹角。 ❖ 控制切屑的流向,影响刀尖 强度。刃倾角有正负之分。 ❖ 当 λ s < 0 o 时,切屑流向工 件已加工表面,刀尖强度较 好,适宜粗加工; ❖ 当 λ s > 0 o 时,切屑流向工 件待加工表面,此时刀尖强 度较差,适宜于精加工。 3、刀具的标注角度 第二节 金属切削刀具 (cutting tool ) 二、刀具切削部分的几何参数 v 1765 /60 c
❖ 第Ⅰ变形区 ❖ 第Ⅱ变形区 ❖ 第Ⅲ变形区 图4—14 切削变形 primary shear zone 产生剪切滑移和 大量塑性变形, 切削力、切削热 主要来自该区域 第三节 切削过程中的物理现象 ❖ 金属的切削过程实际上是一种挤 压变形过程。 一、切屑形成过程及切屑种类 图 4-13 用挤压比喻变形 C A secondary shear zone 切屑受前刀面挤 压而进一步塑性 变形。对积屑瘤 的形成和前刀面 磨损有影响 third shear zone 因刀口的挤压、 主后面与已加工 表面的摩擦等形 成。影响工件表 面的加工硬化和 残余应力以及刀 具后刀面的磨损 。 1、切屑形成与切削变形 18 /60