
15/73 第二节零件结构工艺胜分析 序号 设计 零件结构工艺性图例 原则 要求 工艺性好的结 工艺性不好 工艺性好 构的优点 1、避免 9.4 刀具或砂 轮与工件 便于加工和测 公N 要足退、槽 出的槽刀越 某部位相 2、砂轮 越程槽使 磨削时可 以清根
第二节 零件结构工艺性分析 序 号 设计 原则 要求 零件结构工艺性图例 工艺性好的结 工艺性不好 工艺性好 构的优点 1 便 于 加 工 和 测 量 要留出 足够的 退刀槽 、 空 刀 槽或越 程槽 1 、 避 免 刀具或砂 轮与工件 某部位相 撞 2 、 砂 轮 越程槽使 磨削时可 以清根 15/73
16/73 第二节零件结构工艺胜分析 序号 设计 零件结构工艺性图例 工艺性好的结 原则 要求 工艺性不好 工艺性好 构的优点 其余9 有相互位置 1、有利于保 精度要求的 证加工表 面间的位 保证加工质量 表面,最好 能在一次安 置精度 装中加工 2、 减少了安 回0.02A 装次数 1、简化夹具 2 避免斜孔 结构 ,加工效率高 2、 几个平行 孔可同时 加工 1、避免钻头 钻孔的出入 2 偏斜,甚至 端应避免斜 折断 面 2、 提高了钻 孔精度
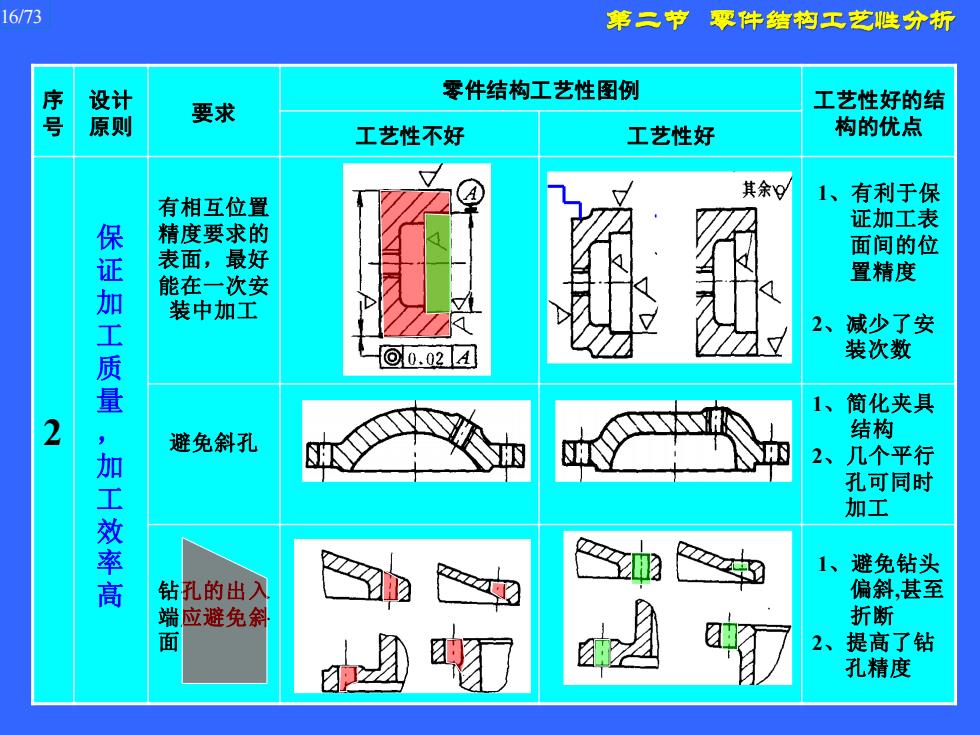
第二节 零件结构工艺性分析 序 号 设计 原则 要求 零件结构工艺性图例 工艺性好的结 工艺性不好 工艺性好 构的优点 2 保 证 加 工 质 量 , 加 工 效 率 高 有相互位置 精度要求的 表面,最好 能在一次安 装中加工 1、有利于保 证加工表 面间的位 置精度 2、减少了安 装次数 避免斜孔 1、简化夹具 结构 2、几个平行 孔可同时 加工 钻孔的出入 端应避免斜 面 1、避免钻头 偏斜,甚至 折断 2、提高了钻 孔精度 16/73
17/73 第二节零件结构工艺胜分析 设计 零件结构工艺性图例 要求 工艺性好的结 号 原则 工艺性不好 工艺性好 构的优点 次走刀可加 保证加 加工面 应等高 工所有凸台表 面 工质量 同类结 1、减少了刀 构要素 具的种类 2 应尽量 2、 可节省换 统一 刀和对刀 加工效率高 等辅助时间 1、减少加工 应 面积 尽少 2、 提高了装 工面 配时底面 的接触刚度
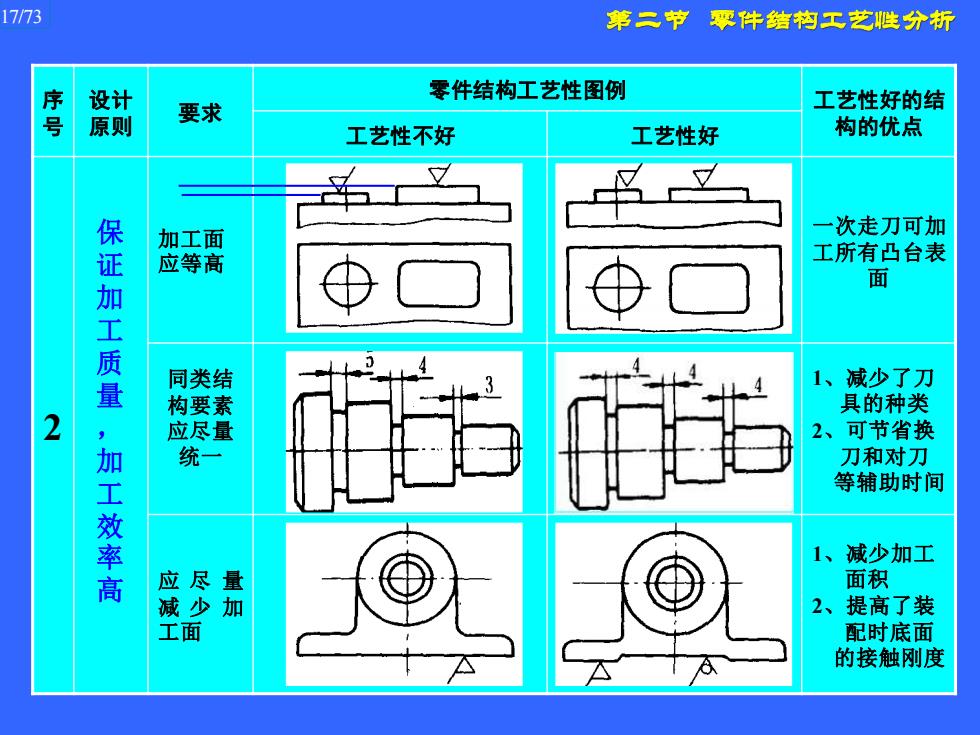
第二节 零件结构工艺性分析 序 号 设计 原则 要求 零件结构工艺性图例 工艺性好的结 工艺性不好 工艺性好 构的优点 2 保 证 加 工 质 量 , 加 工 效 率 高 加工面 应等高 一次走刀可加 工所有凸台表 面 同类结 构要素 应尽量 统一 1、减少了刀 具的种类 2、可节省换 刀和对刀 等辅助时间 应 尽 量 减 少 加 工面 1、减少加工 面积 2、提高了装 配时底面 的接触刚度 17/73

18/73 第二节零件结构工艺胜分析 序号 设计 要求 工艺性好的结 原则 工艺性不妇 构的优点 1、 可用标准 刀具加工 尽量采 用标准 2、 提高了加 化参数 工质量 3、 生产率大 标准化程度高 大提高 3 1、 内圆角半 径等于标 准立铣刀 贸费件 半径,可 采用标准 刀具加 刀具加工 2、 避免了尖 角处的应 力集中
第二节 零件结构工艺性分析 序 号 设计 原则 要求 零件结构工艺性图例 工艺性好的结 工艺性不好 工艺性好 构的优点 3 标 准 化 程 度 高 尽量采 用标准 化参数 1、可用标准 刀具加工 2、提高了加 工质量 3、生产率大 大提高 应能使 用标准 刀具加 工 1、内圆角半 径等于标 准立铣刀 半径,可 采用标准 刀具加工 2、避免了尖 角处的应 力集中 18/73

19/73 第二节零件结构工艺胜分析 设计 构工 要求 工艺性好的结 号 原则 构的优点 工件安 增加了工艺凸 装时, 台,易于安装 应使加 找正(精加工 便于准确定位 工面水 后切除凸台) 平 4 1、C处为一 圆柱面, ,可靠夹紧 翻 容易装夹 关 2、D处是一 工艺凸台 零件加工 后可切除
第二节 零件结构工艺性分析 序 号 设计 原则 要求 零件结构工艺性图例 工艺性好的结 工艺性不好 工艺性好 构的优点 4 便 于 准 确 定 位 , 可 靠 夹 紧 工件安 装时, 应使加 工面水 平 增加了工艺凸 台,易于安装 找正(精加工 后切除凸台) 应设计 工件安 装时的 装夹表 面 1、C处为一 圆柱面, 容易装夹 2、D处是一 工艺凸台 零件加工 后可切除 19/73