
10/73 第一节基本概念 表7-6机械加工工艺卡片 产品名称 零件名称 及型号 零件图号 机械 加工 名称 种类 零件重量 毛重 第 页 (工厂名) 毛坯 牌号 尺寸 (kg) 净重 共 页 料 性能 每料件数 每台件数 每批 件数 工艺装备 切削用量 时间定额(min 安 工序 同时加工零件 名称及编号 背吃 切削 切削速度 进给量/ 设备名称 序 步 内容 量 速度 /rmin或 mm *min-i 术等级 准备终结 刀具 量具 /m-mi 双行程数/ 或 及编 具 件 /mm min mm·- 更改内容 编制 抄写 校对 审核 批准
表7-6 机械加工工艺卡片 第一节 基本概念 (工厂名) 机械 加工 工艺 卡片 产品名称 及型号 零件名称 零件图号 材 料 名称 毛坯 种类 零件重量 (kg) 毛重 第 页 牌号 尺寸 净重 共 页 性能 每料件数 每台件数 每批 件数 工 序 安 装 工 步 工序 内容 同 时 加 工 零 件 数 切削用量 设 备 名 称 及 编 号 工艺装备 名称及编号 技 术 等 级 时间定额(min) 背吃 刀量 /mm 切削 速度 /m•mi n -1 切削速度 /r•min-1或 双行程数/ min 进给量/ mm •min-1 或 mm • r -1 夹 具 刀具 量具 单 件 准备—终结 更改内容 编制 抄写 校对 审核 批准 10/73

11/73 LL 机械加工工序卡片(十八) 机械加工工序卡片 产品型9750Z-1号件园号 产品名称 姜速器男零件名称 孝球器主外壳 车向时 工序 工字名称 材料牌写 80 胡越 毛还种类 毛还外形尺寸 等毛还可削件数 等台件数 带 1 1 设备名称 授备型写 设在编导 同时加工件数 卧式能 2525 1 夹只编子 来五名称 切削液 工位举马翁号 工位器具名称 工序工时/分 准终单件 工D工 工步号 工步内容 工艺毁备 进给次数 23第5、9I52145彩 搭丝華专用买 2451 43 0,05 102 设计(日期」 校对(日娟) 审校《日羽) 标泡化(日辩】 合法(日湖) 56D00.00m 四色数更纹文件马运字且拥际记伦数更放文件孕匹字但翔 毕业设计(论文)网
表7-7 机械加工工序卡片 第一节 基本概念 (工厂名) 机械加工 工序卡片 产品名称及型号 零件名称 零件图号 工序名称 工序号 第 页 共 页 (画工序简图处) 车 间 工 段 材料名称 材料牌号 力学性能 同时加工 件数 每料件数 技术等级 单件时间 min 准备—终结时 间(min) 设备名称 设备编号 夹具名称 夹具编号 工作液 更 改 内 容 工 步 号 工 步 内 容 计算数据(mm) 走 刀 次 数 切削用量 工时定额(min) 刀具量具及辅助工具 直径 或 长度 进 给 长 度 单 边 余 量 背吃 刀量 /mm 进给量 /mm•r -1 或 /mm• min-1 切削 速度 /r•min-1 或双 行程 数/min 切削 速度 /m• min-1 基 本 时 间 辅 助 时 间 工作 地点 服务 时间 工 步 号 名 称 规 格 编 号 数 量 编制 抄写 校对 审核 批准 11/73

2/73 第一节基本橛念 五、制订机械加工工艺规程的步骤 1、制订机械加工工艺规程的原则 安全 2、制订机械加工工艺规程的步骤 冬优质 冬高效 :仔细阅读、了解并分析零件图 ÷低耗 冬进行零件的结构工艺性分析(第2节) 冬选择毛坯的类型 确定工件在加工时的定位及基准(第3、4节) 冬拟订机械加工工艺路线(第5节) 确定各工序的加工余量、计算工序尺寸和公差(第6、7节) ?确定各主要工序的技术要求及检验方法 冬确定各工序的切削用量和时间定额 填写工艺文件(第1节)
第一节 基本概念 五、制订机械加工工艺规程的步骤 1、制订机械加工工艺规程的原则 ❖安全 ❖优质 ❖高效 ❖低耗 2、制订机械加工工艺规程的步骤 ❖仔细阅读、了解并分析零件图 ❖进行零件的结构工艺性分析(第2节) ❖选择毛坯的类型 ❖确定工件在加工时的定位及基准(第3、4节) ❖拟订机械加工工艺路线(第5节) ❖确定各工序的加工余量、计算工序尺寸和公差(第6、7节) ❖确定各主要工序的技术要求及检验方法 ❖确定各工序的切削用量和时间定额 ❖填写工艺文件(第1节) 12/73
13/73 第二节 零件结构工艺性分析 '零件结构工艺性technological efficiency of parts design 零件在满足设计功能和精度要求的前提下, 制造的可行性和经济性。 零件结构工艺性的好坏是相对的,它随着科 学技术的发展和客观条件的不同而变化。 冬零件结构设计的一般原则 便于加工和测量 保证加工质量,加工效率高 标准化程度高 便于准确定位,可靠夹紧
第二节 零件结构工艺性分析 ❖ 零件结构工艺性 technological efficiency of parts design ⚫ 零件在满足设计功能和精度要求的前提下, 制造的可行性和经济性。 ⚫ 零件结构工艺性的好坏是相对的,它随着科 学技术的发展和客观条件的不同而变化。 ❖ 零件结构设计的一般原则 ⚫ 便于加工和测量 ⚫ 保证加工质量,加工效率高 ⚫ 标准化程度高 ⚫ 便于准确定位,可靠夹紧 13/73
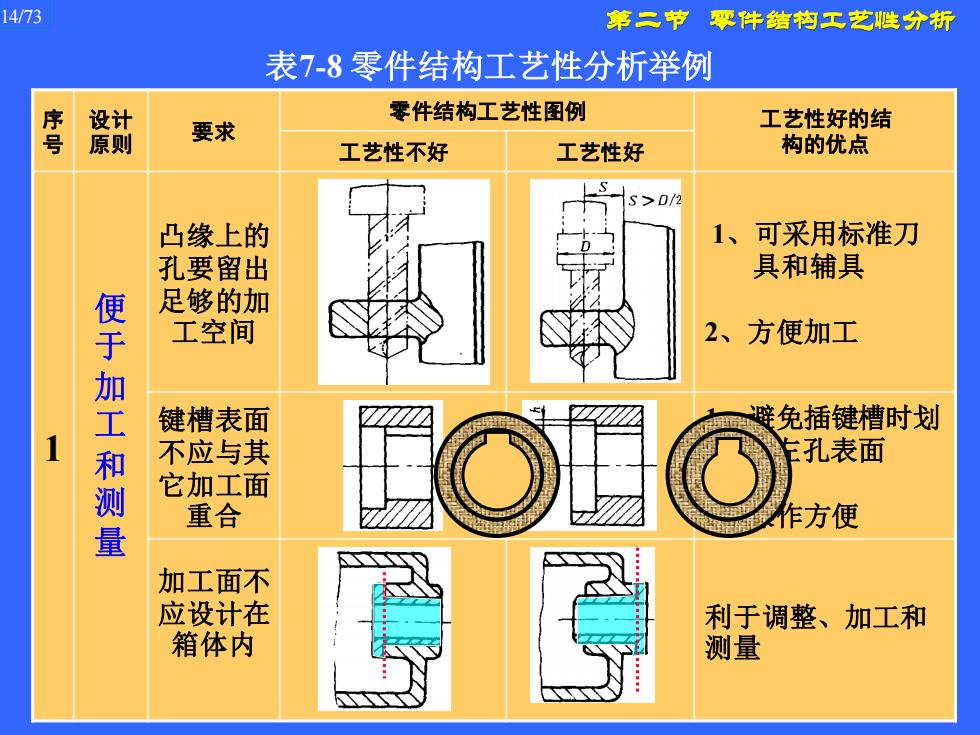
14/73 第二节零件结构工艺性分析 表7-8零件结构工艺性分析举例 设计 零件结构工艺性图例 要求 工艺性好的结 号 原则 工艺性不好 工艺性好 构的优点 S S>D/2 凸缘上的 1、可采用标准刀 孔要留出 具和辅具 便于 足够的加 工空间 2、方便加工 工 键槽表面 避免插键槽时划 不应与其 詐孔表面 它加工面 量 重合 作方便 加工面不 应设计在 利于调整、加工和 箱体内 测量
表7-8 零件结构工艺性分析举例 第二节 零件结构工艺性分析 序 号 设计 原则 要求 零件结构工艺性图例 工艺性好的结 工艺性不好 工艺性好 构的优点 1 便 于 加 工 和 测 量 凸缘上的 孔要留出 足够的加 工空间 1、可采用标准刀 具和辅具 2、方便加工 键槽表面 不应与其 它加工面 重合 1、避免插键槽时划 伤左孔表面 2、操作方便 加工面不 应设计在 箱体内 利于调整、加工和 测量 14/73