窗内害古科私大举 本章主要内容: ■高速线材轧机控制系统 ■ 微张力控制系统 ■飞剪控制系统 ■活套控制系统 复习思考题 2
2 本章主要内容: ■ 高速线材轧机控制系统 ■ 微张力控制系统 ■ 飞剪控制系统 ■ 活套控制系统 复习思考题
《内专右科私大举 本章要点: ●学习本章内容 了解要了解高线生产工艺布置及各系统的硬件、软 件组成特点 熟悉每一系统的控制功能 重点掌握掌握相关的控制原理 3
3 本章要点: ●学习本章内容 了解要了解高线生产工艺布置及各系统的硬件、软 件组成特点 熟悉每一系统的控制功能 重点掌握掌握相关的控制原理
窗内害古科私大举 ■ 高速线材轧机控制系统 1# 2# 3# 1H2V3H4V5H6V飞典7H8V9H10V11H12V飞剪13H14V15H16V17H18V预水冷飞剪 080808g080808号08808▣g 19H20V21H22V23H24V25H26V2H28V 水冷 在线测径夹送 吐触 080-8080818= 图10-1某高速线材厂主轧线工艺平面布置图 H一水平辊轧机;V一立辊轧机 4
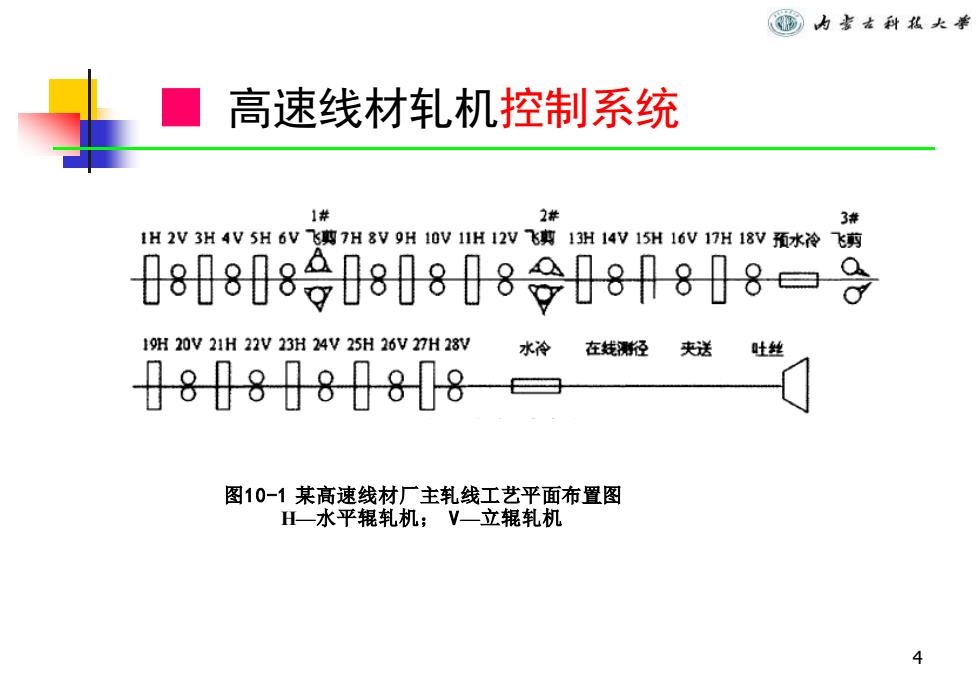
4 图10-1 某高速线材厂主轧线工艺平面布置图 H—水平辊轧机; V—立辊轧机 ■ 高速线材轧机控制系统
《内右科私大举 某厂高速线材生产线采用全连续轧制工艺,全线轧机28架, 采用6-66-10形式,机组组成为6架粗轧机、6架中轧机、6 架预精轧机、10架精轧机,呈平、立交替布置。 ■1H-12H轧机采用微张力轧制,13H-18V采用活套轧制,精 轧机组采用无扭无张力轧制。粗、中、预精轧每架轧机分 别由一台交流电机单独驱动,精轧机组10架轧机则由一台 5500KW同步电机驱动。 精轧机组末架轧机设计最高速度为105/s,保证速度不得 低于90m/S,产品规格06.5w16mm,设计年产量50万吨。 5
5 ◼ 某厂高速线材生产线采用全连续轧制工艺,全线轧机28架, 采用6-6-6-10形式,机组组成为6架粗轧机、6架中轧机、6 架预精轧机、10架精轧机,呈平、立交替布置。 ◼ 1H-12H轧机采用微张力轧制,13H-18V采用活套轧制,精 轧机组采用无扭无张力轧制。粗、中、预精轧每架轧机分 别由一台交流电机单独驱动,精轧机组10架轧机则由一台 5500KW同步电机驱动。 ◼ 精轧机组末架轧机设计最高速度为105 m/s,保证速度不得 低于90m/s,产品规格Ø6.5~16mm,设计年产量50万吨
窗内害古科私大举 ■全线共设7个活套,用于对轧件进行无扭、无张力轧制。 12V-14V轧机之间设2个立活套 14V-15H轧机之间设1个侧活套 (又称“水平套”) 15H-18V轧机之间设3个立活套 18V-19#轧机之间在精轧机前设有1侧活套 6
6 ◼ 全线共设7个活套,用于对轧件进行无扭、无张力轧制。 12V-14V轧机之间设2个立活套 14V-15H轧机之间设1个侧活套(又称“水平套”) 15H-18V轧机之间设3个立活套 18V-19#轧机之间在精轧机前设有1侧活套