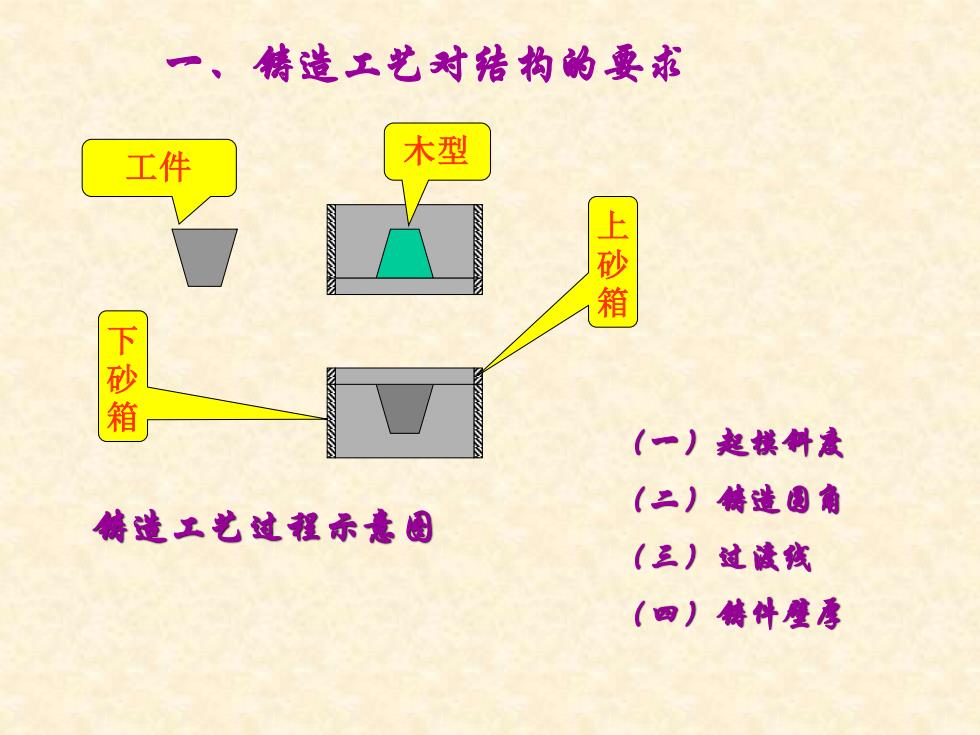
工件 木型 上 砂 箱 铸造工艺过程示意图 (一)起模斜度 一、铸造工艺对结构的要求 下 砂 箱 (二)铸造圆角 (三)过渡线 (四)铸件壁厚
工件 木型 上 砂 箱 铸造工艺过程示意图 (一)起模斜度 一、铸造工艺对结构的要求 下 砂 箱 (二)铸造圆角 (三)过渡线 (四)铸件壁厚
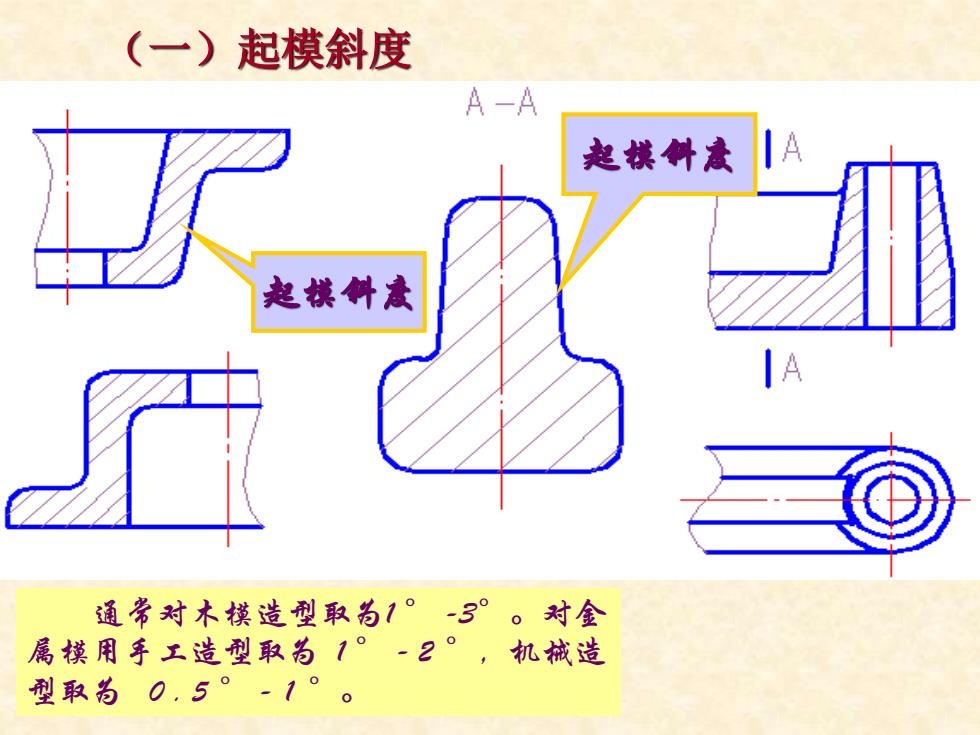
(一)起模斜度 起模斜度 起模斜度 通常对木模造型取为1 ° -3°。对金 属模用手工造型取为 1 ° -2°,机械造 型取为 0.5° -1°
(一)起模斜度 起模斜度 起模斜度 通常对木模造型取为1 ° -3°。对金 属模用手工造型取为 1 ° -2°,机械造 型取为 0.5° -1°

(二)铸造圆角 铸造圆角 铸造圆角的半径一般取壁厚的 0.2-0.4 倍。 圆角半径可在技术要求中统一书写。 例如:未注明的铸造圆角半径为 R2-R4
(二)铸造圆角 铸造圆角 铸造圆角的半径一般取壁厚的 0.2-0.4 倍。 圆角半径可在技术要求中统一书写。 例如:未注明的铸造圆角半径为 R2-R4

(三)过渡线
(三)过渡线
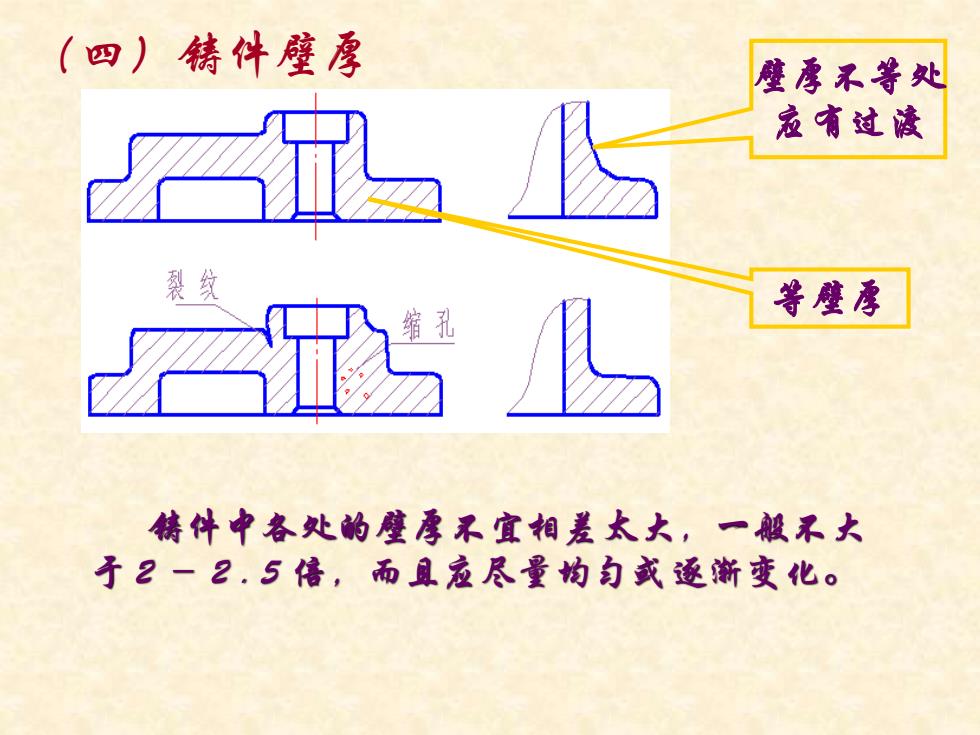
(四)铸件壁厚 壁厚不等处 应有过渡 等壁厚 铸件中各处的壁厚不宜相差太大,一般不大 于2-2.5倍,而且应尽量均匀或逐渐变化
(四)铸件壁厚 壁厚不等处 应有过渡 等壁厚 铸件中各处的壁厚不宜相差太大,一般不大 于2-2.5倍,而且应尽量均匀或逐渐变化