第二节内圆面加工方案 常见内圆面(孔)的种类 回转体零件上的孔 配合孔 箱体类零件上的孔 轴承支承孔 润滑油孔 一 内圆面的技术要求 尺寸精度 直径的尺寸精度 长度的尺寸精度 形状精度 圆度 圆柱度 直线度 位置精度 同轴度 垂直度 平行度 角度 冬表面质量 粗糙度 表层硬度 残余应力 显微组织
第二节 内圆面加工方案 一、内圆面的技术要求 ❖ 尺寸精度 直径的尺寸精度 长度的尺寸精度 ❖ 形状精度 圆度 圆柱度 ❖ 位置精度 ❖ 表面质量 粗糙度 表层硬度 残余应力 显微组织 直线度 同轴度 垂直度 平行度 角度 ❖ 常见内圆面(孔)的种类 配合孔 轴承支承孔 回转体零件上的孔 箱体类零件上的孔 润滑油孔 >
第二节 内圆面加工方案 0.02 8 17+0.2 ◎ 00.04 A 6 80:0 4100200 833000 R 44
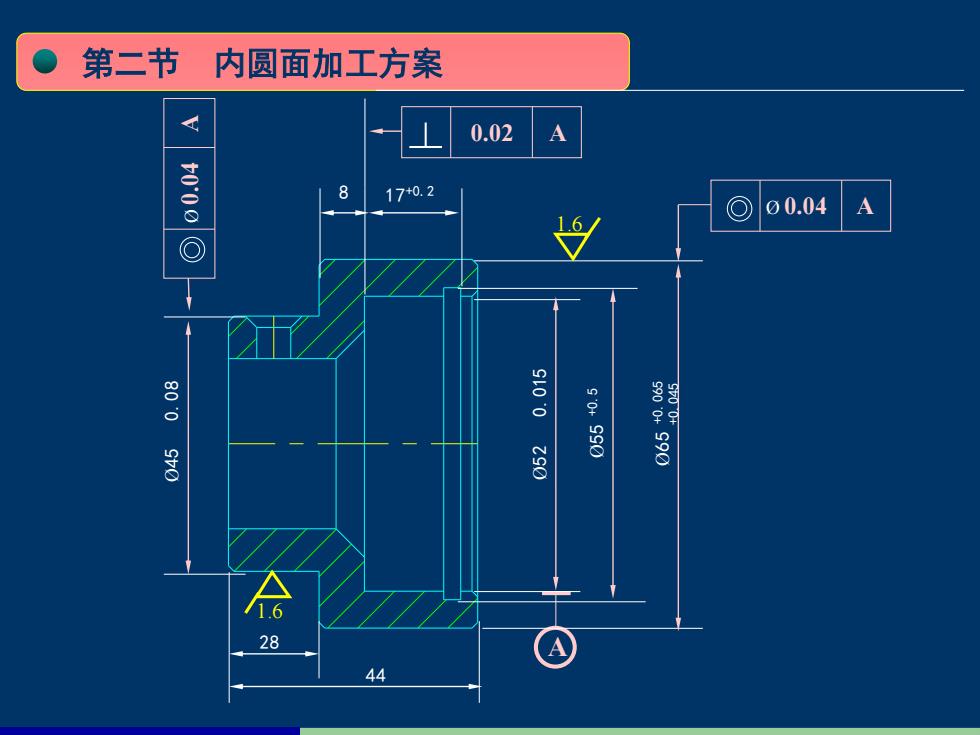
第二节 内圆面加工方案 28 A 44 8 17+0.2 Ø45 0.08 Ø52 0.015 Ø55 +0.5 Ø65 +0.065 +0.045 Ø Ø 0.04 A 0.04 A 1.6 1.6 0.02 A

第二节内圆面加工方案 二、内圆面加工方案分析 切 钻 扩 粗铰 精铰 手铰 T12~T11 T10~T9 T8~T7 IT7~IT6 IT6~IT5 型 Ra25~12.5 Ra6.3~3.2 Ra1.60.8 Ra0.80.4 Ra0.40.2 粗镗 半精镗 精镗 精细镗 研磨 T12~T11 T10~T9 T8~T7 T7~T6 T6~T4 Ra25~12.5 Ra6.33.2 Ra1.60.8 Ra0.8-0.2 Ra0.10.008 1、钻-扩一铰 粗磨 精磨 珩磨 T8~T7 IT6~IT5 IT6~IT4 2、钻(镗)-镗 Ra1.60.8 Ra0.40.2 Ra0.80.05 3、钻(镗)-镗-磨 电火花穿孔 粗拉 精拉 Ra3.20.4 4、钻(镗)-镗-拉 T8~T7 T7~T6 超声波穿孔 5、特种加工 Ra1.60.8 Ra0.80.4 Ra1.6-0.1 激光打孔 Ra1.60.1
第二节 内圆面加工方案 二、内圆面加工方案分析 切 削 加 工 钻 IT12~IT11 Ra 25~12.5 扩 IT10~IT9 Ra 6.3~3.2 粗铰 IT8~IT7 Ra 1.6~0.8 粗镗 IT12~IT11 Ra 25~12.5 精铰 IT7~IT6 Ra 0.8~0.4 精磨 IT6~IT5 Ra 0.4~0.2 手铰 IT6~IT5 Ra 0.4~0. 2 半精镗 IT10~IT9 Ra 6.3~3.2 精镗 IT8~IT7 Ra 1.6~0.8 粗磨 IT8~IT7 Ra 1.6~0.8 精细镗 IT7~IT6 Ra 0.8~0.2 研磨 IT6~IT4 Ra 0.1~0.008 珩磨 IT6~IT4 Ra 0.8~0.05 粗拉 IT8~IT7 Ra 1.6~0.8 精拉 IT7~IT6 Ra 0.8~0.4 电火花穿孔 Ra 3.2~0.4 超声波穿孔 Ra 1.6~0.1 激光打孔 Ra 1.6~0.1 1、钻-扩-铰 2、钻(镗)-镗 4、钻(镗)-镗-拉 3、钻(镗)-镗-磨 5、特种加工