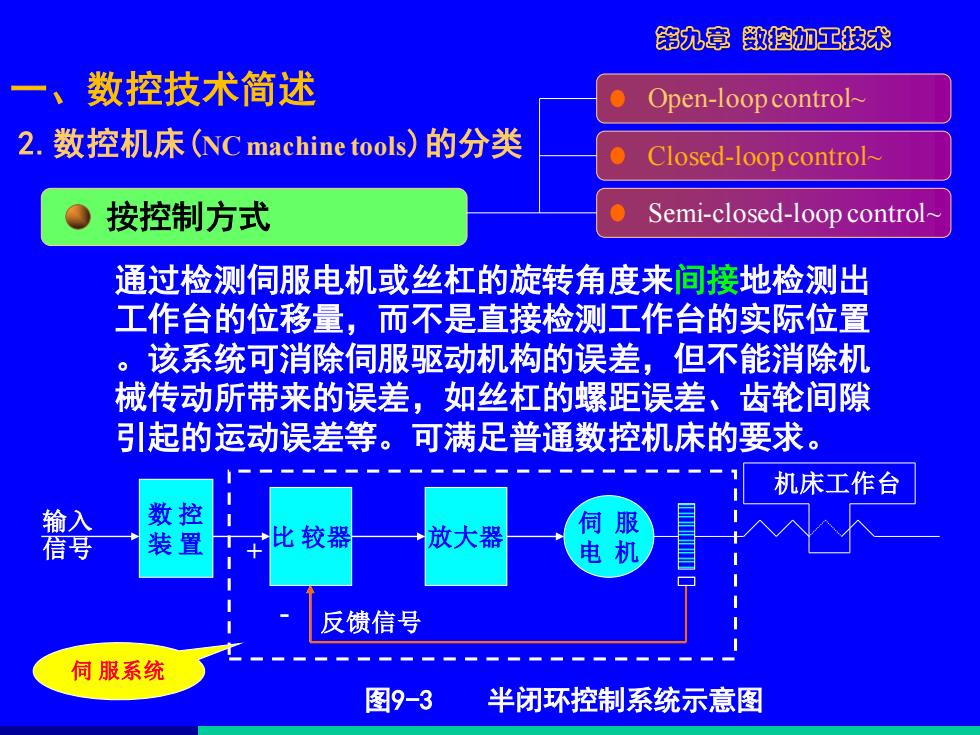
第九章数控加工技术 一、数控技术简述 Open-loop control- 2.数控机床(NC machine tools))的分类 ● Closed-loop control- 按控制方式 Semi-closed-loop control 通过检测伺服电机或丝杠的旋转角度来间接地检测出 工作台的位移量,而不是直接检测工作台的实际位置 。该系统可消除伺服驱动机构的误差,但不能消除机 械传动所带来的误差,如丝杠的螺距误差、齿轮间隙 引起的运动误差等。可满足普通数控机床的要求。 机床工作台 输 数控 伺服 装置 比较器 放大器 电机 反馈信号 伺服系统 图9-3 半闭环控制系统示意图
一、数控技术简述 第九章 数控加工技术 通过检测伺服电机或丝杠的旋转角度来间接地检测出 工作台的位移量,而不是直接检测工作台的实际位置 。该系统可消除伺服驱动机构的误差,但不能消除机 械传动所带来的误差,如丝杠的螺距误差、齿轮间隙 引起的运动误差等。可满足普通数控机床的要求。 比 较器 图9-3 半闭环控制系统示意图 机床工作台 放大器 - 反馈信号 + 伺 服 电 机 数 控 装 置 伺 服系统 输入 信号 2.数控机床(NC machine tools)的分类 按控制方式 Open-loop control~ Closed-loop control~ Semi-closed-loop control~

第九章数控加工技术 一、 数控技术简述 高级型high-level~ 2.数控机床(NC machine tools)的分类 普及型~popular~ ©按数控系统的功能水平 经济型~economical 类型 CPU 联动轴数 分辨率 进给速度 驱动电机 通讯接口 显示功能 高级型 32位 5以上 0.1um ≥24m/min 数字交流伺服 MAP 三维动态 普及型 16位 5以下 lum ≤24m/min 交直流伺服 RS232/DNC 平面图形 经济型 8位 3以下 10m (6~8)m/min 步进 RS232 字符显示 两轴联动 按联动轴数 两轴半联动 三轴联动 多轴联动
一、数控技术简述 第九章 数控加工技术 按数控系统的功能水平 高级型~ high-level ~ 普及型~ popular ~ 经济型~ economical~ 按联动轴数 类型 CPU 联动轴数 分辨率 进给速度 驱动电机 通讯接口 显示功能 高级型 32位 5以上 0.1μm ≥24m/min 数字交流伺服 MAP 三维动态 普及型 16位 5以下 1μm ≤ 24m/min 交直流伺服 RS232/DNC 平面图形 经济型 8位 3以下 10μm (6~8) m/min 步进 RS232 字符显示 两轴联动 两轴半联动 三轴联动 多轴联动 2.数控机床(NC machine tools)的分类
第九章数控加工技术 一、数控技术简述 3.数控加工的特点 Complete flexibility;a part program is needed only for producing a new part Accuracy is maintained through the full range of speeds and feeds o The possibility of manufacturing a part of complicated contour O A shorter production time Higher productivity achieved by saving indirect time,such as setting up and adjusting the machine and using one operator to monitor several machining operations,or by using completely automatic operation in unmanned production -ASM Handbook Volume 16 Machining 9th Edition,page 1037
一、数控技术简述 3.数控加工的特点 第九章 数控加工技术 ⚫ Complete flexibility; a part program is needed only for producing a new part ⚫ Accuracy is maintained through the full range of speeds and feeds ⚫ The possibility of manufacturing a part of complicated contour ⚫ A shorter production time ⚫ Higher productivity achieved by saving indirect time, such as setting up and adjusting the machine and using one operator to monitor several machining operations, or by using completely automatic operation in unmanned production —ASM Handbook Volume 16 Machining 9th Edition, page 1037

第九章数控加工技术 二、数控机床的组成及工作原理 1.数控机床的组成 机床/O电路和装置 机床本体 操作面板 PLC 主轴伺服单元 主轴驱动装置 键盘 主运动机构 进给伺服单元 进给驱动装置 进给传动机构 辅助控制机构 计算机 输入输出 数控 设备 装置 CNC) 测量装置 图9-4数控机床的组成示意图
操作面板 输入输出 设备 计算机 数控 装置 (CNC) PLC 主轴伺服单元 主轴驱动装置 进给伺服单元 进给驱动装置 测量装置 键盘 机床本体 主 运 动 机 构 进 给 传 动 机 构 辅 助 控 制 机 构 机床I/O电路和装置 图9-4 数控机床的组成示意图 二、数控机床的组成及工作原理 1.数控机床的组成 第九章 数控加工技术
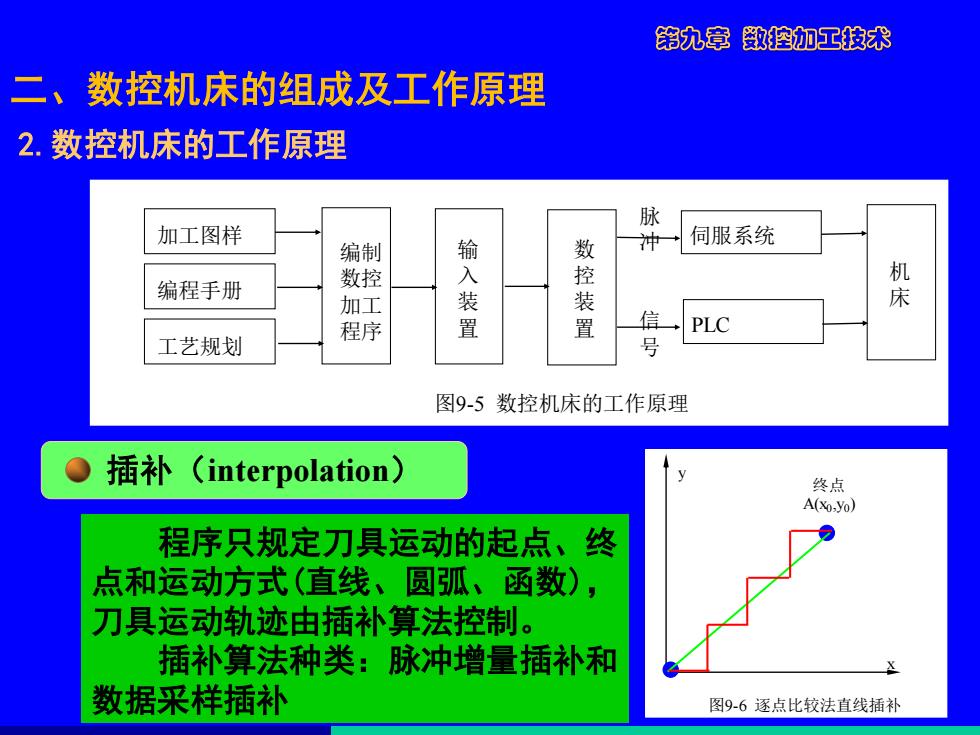
第九章数控加工技术 二、数控机床的组成及工作原理 2.数控机床的工作原理 脉 加工图样 伺服系统 编 数控 输入装置 数控装置 编程手册 加工 床 程序 信 PLC 工艺规划 图95数控机床的工作原理 插补 (interpolation) 终点 A(xo,yo) 程序只规定刀具运动的起点、终 点和运动方式(直线、圆弧、函数), 刀具运动轨迹由插补算法控制。 插补算法种类:脉冲增量插补和 数据采样插补 图9-6逐点比较法直线插补
二、数控机床的组成及工作原理 2.数控机床的工作原理 第九章 数控加工技术 插补(interpolation) 程序只规定刀具运动的起点、终 点和运动方式(直线、圆弧、函数), 刀具运动轨迹由插补算法控制。 插补算法种类:脉冲增量插补和 数据采样插补 x y 图9-6 逐点比较法直线插补 图9-5 数控机床的工作原理 编制 数控 加工 程序 数 控 装 置 输 入 装 置 伺服系统 PLC 脉 冲 信 号 机 床 加工图样 编程手册 工艺规划 终点 A(x0 ,y0 )