第二节装配尺寸链 06/30 二、装配尺寸链的计算方法 ?在根据机器的装配精度要求来设计机器零部件尺寸及其精 度时,必须考虑装配方法(互换法、分组法、修配法、调 整法)的影响,同一项装配精度,采用不同装配方法时, 其装配尺寸链的计算方法也不相同。 冬装配尺寸链的计算方法:正计算和反计算 √正计算已知与装配精度有关的各零部件的基本尺寸及 其偏差,求解装配精度要求(即封闭环)的基本尺寸及 偏差的计算过程。它主要用于设计的图样校核验算。 √反计算已知装配精度要求(封闭环)的基本尺寸及偏 差,求解与该项装配精度有关的各零部件基本尺寸及偏 差的计算过程。它主要用于产品设计过程之中,以确定 各零部件的尺寸和加工精度
第二节 装配尺寸链 二、装配尺寸链的计算方法 ❖ 在根据机器的装配精度要求来设计机器零部件尺寸及其精 度时,必须考虑装配方法(互换法、分组法、修配法、调 整法)的影响,同一项装配精度,采用不同装配方法时, 其装配尺寸链的计算方法也不相同。 ❖ 装配尺寸链的计算方法:正计算和反计算 ✓ 正计算 已知与装配精度有关的各零部件的基本尺寸及 其偏差,求解装配精度要求(即封闭环)的基本尺寸及 偏差的计算过程。它主要用于设计的图样校核验算。 ✓ 反计算 已知装配精度要求(封闭环)的基本尺寸及偏 差,求解与该项装配精度有关的各零部件基本尺寸及偏 差的计算过程。它主要用于产品设计过程之中,以确定 各零部件的尺寸和加工精度。 06/30
07/30 第三节 保证装配精度的装配方法 冬装配方法的种类:互换法、分组法、修配法和调整法 装配方法的选择:根据产品的性能要求、结构特点和生产 型式、生产条件等来选择。 互换装配法interchangeable assembly method 互换法装配的特点:装配精度取决于零件的加工精度,装 配时不经任何分组、调整和修配,就可以达到装配精度。 ?互换法装配的种类:完全互换法和大数互换法。 1、完全互换装配法 (极值法) 冬步骤 正计算or反计算? (8-1) n-] 1)在已知封闭环的公差(装配精度),分配有关零件(各组成环 )公差时,可按“等公差”原则先确定组成环的平均公差
第三节 保证装配精度的装配方法 ❖ 装配方法的种类:互换法、分组法、修配法和调整法 ❖ 装配方法的选择:根据产品的性能要求、结构特点和生产 型式、生产条件等来选择。 一、互换装配法 interchangeable assembly method ❖ 互换法装配的特点:装配精度取决于零件的加工精度,装 配时不经任何分组、调整和修配,就可以达到装配精度。 ❖ 互换法装配的种类:完全互换法和大数互换法。 1、完全互换装配法 (极值法) 1) 在已知封闭环的公差(装配精度),分配有关零件(各组成环 )公差时,可按“等公差”原则先确定组成环的平均公差。 (8 1) 1 0 − − = n T Tav 07/30 ❖ 步骤 正计算 or 反计算?
第三节保亚装配精度的装配方法 08/30 2) 根据各组成环尺寸大小和加工的难易程度,对各组成环的 公差在平均公差值的基础上作适当调整。 3)选择易于制造和测量的一环为调整环,其它组成环按“入 体原则”确定极限偏差,调整环的极限偏差按极值法计算 「例1】如右图所示的齿轮部 件装配图,要求齿轮3在轴1上 能灵活转动,又不致引起过大 的轴向窜动,因此齿轮左右端 面与轴套4、档圈2之间应留有 间隙0.10-0.35mm。已知 A1=35mm,A2=14mm, A3=49mm。试以完全互换装 配法解算各组成环的偏差。 (a)
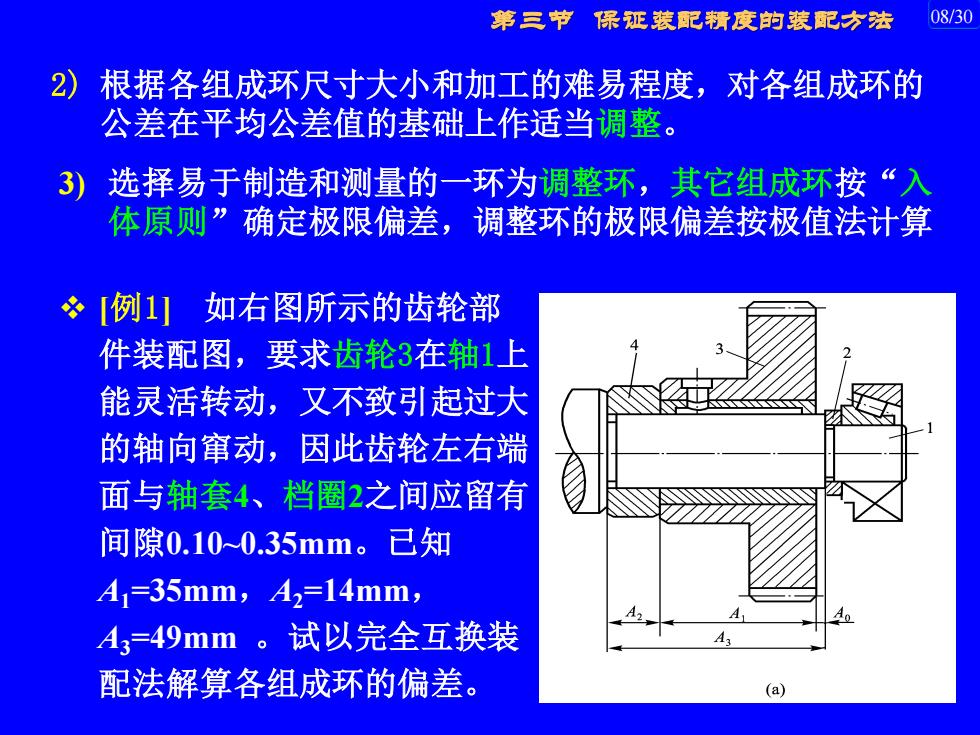
第三节 保证装配精度的装配方法 2) 根据各组成环尺寸大小和加工的难易程度,对各组成环的 公差在平均公差值的基础上作适当调整。 3) 选择易于制造和测量的一环为调整环,其它组成环按“入 体原则”确定极限偏差,调整环的极限偏差按极值法计算 ❖ [例1] 如右图所示的齿轮部 件装配图,要求齿轮3在轴1上 能灵活转动,又不致引起过大 的轴向窜动,因此齿轮左右端 面与轴套4、档圈2之间应留有 间隙0.10~0.35mm。已知 A1=35mm,A2=14mm, A3=49mm 。试以完全互换装 配法解算各组成环的偏差。 08/30
第三节保延装配精度的装配方法 09/30 [解1 1)画装配尺寸链图,找出封闭环 基本尺寸及公差 A=A3-(A+A2)=49-(35+14)=0mm =00.35 +0.10mnm =0.35-0.10=0.25mm 2)确定各组成环的公差 0.25 0.083mm 4-1 =T3=0.10mm 0.25-0.10-0.10=0.05mm 3)确定各组成环的极限偏差,取4为调整环与书上略有不同 =490.10 m A2=14018mm
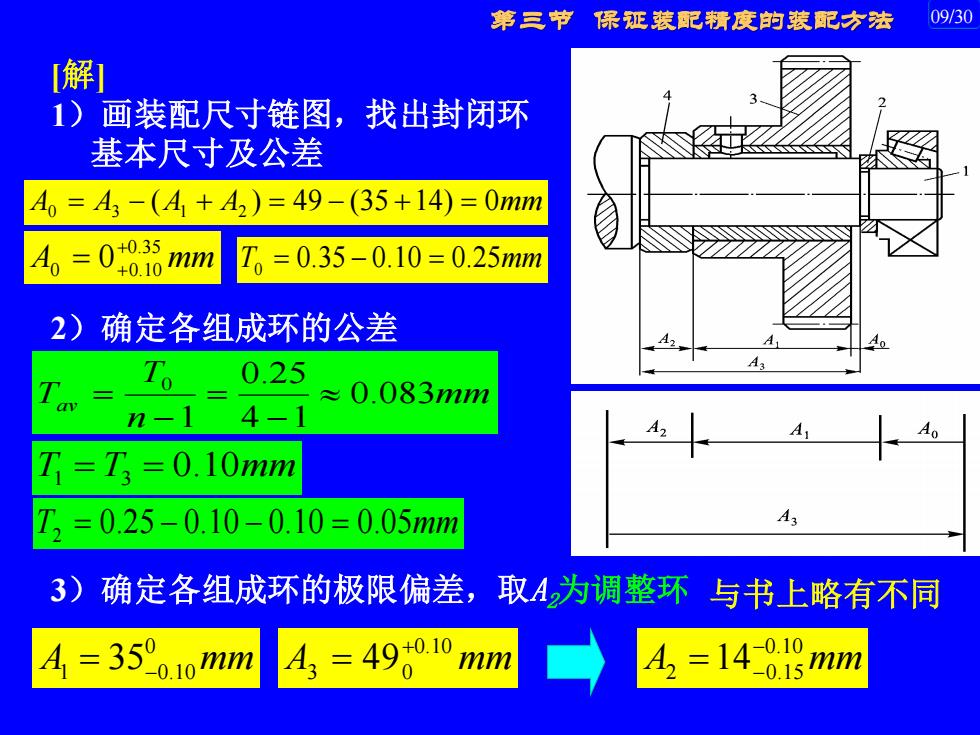
[解] 1)画装配尺寸链图,找出封闭环 基本尺寸及公差 A0 = A3 − (A1 + A2 ) = 49 − (35 +14) = 0mm A mm T0 = 0.35 − 0.10 = 0.25mm 0.35 0 0.10 0 + = + 2)确定各组成环的公差 mm n T Tav 0.083 4 1 0.25 1 0 − = − = T1 = T3 = 0.10mm T2 = 0.25 − 0.10 − 0.10 = 0.05mm 3)确定各组成环的极限偏差,取A2为调整环 A mm 0 1 = 35−0.10 A mm 0.10 3 490 + = A mm 0.10 2 14 0.15 − = − 第三节 保证装配精度的装配方法 09/30 与书上略有不同

第三节保亚装配精度的装配方法 10/30 2、大数互换装配法 (概率法或不完全互换法) ?完全互换法的缺点 若组成环的制造公差过小,零件加工 过程产生困难。以提高零件加工精度为代价来换取完全互 换装配是不经济的。 大数互换装配法的实质将组成环的制造公差适当放大,使 零件容易加工,同时在大部分情况下能保证装配精度。 步骤参照完全互换法与第7章概率法计算步骤 「例2】同例1,试以大数互换装配法 解算各组成环的公差和极限偏差。 解 A 1)画装配尺寸链图,找出 A=A3-(A+A2)=49-(35+14)=0mm 封闭环基本尺寸及公差 +0.35 =0+010 mm =0.35-0.10=0.25mm
❖ 完全互换法的缺点 若组成环的制造公差过小,零件加工 过程产生困难。以提高零件加工精度为代价来换取完全互 换装配是不经济的。 ❖ [例2] 同例1,试以大数互换装配法 解算各组成环的公差和极限偏差。 2、大数互换装配法 (概率法或不完全互换法) ❖ 大数互换装配法的实质 将组成环的制造公差适当放大,使 零件容易加工,同时在大部分情况下能保证装配精度。 ❖ 步骤 参照完全互换法与第7章概率法计算步骤 [解] 1)画装配尺寸链图,找出 封闭环基本尺寸及公差 A0 = A3 − (A1 + A2 ) = 49 − (35 +14) = 0mm A mm T0 = 0.35 − 0.10 = 0.25mm 0.35 0 0 0.10 + = + 第三节 保证装配精度的装配方法 10/30