8.54m 刘翔下=8.54m/s 高速锤=9~24m/s 用颜色辨别钢材温度 普通锤≤6m/s 261 加热时,当锻件呈贵色, 并伴有火星飞出,说明锻件 开始脱碳,超过始锻温度。 在锻造过程中,当锻件变为 900 800 终锻温 暗红色,锤击反弹明显,此 时变形抗力太大,温度已低 700 于终锻温度。 600 x形速度 0.02 0.77 2.11 C 话资色 880一1050 亮虹色 830-880 2)变形速度:单位时间内的变形 亮傻红色 800830 变形速度对金属锻造性能的影 国红色 780-800 √变形速度个>加工硬化来不及克那 常级红色 750-70 变形速度个个>热效应占主导地 帝樱江色 650-750 除高速锤锻之外,常用锻压设备加 色 580~650 韧包 30一580
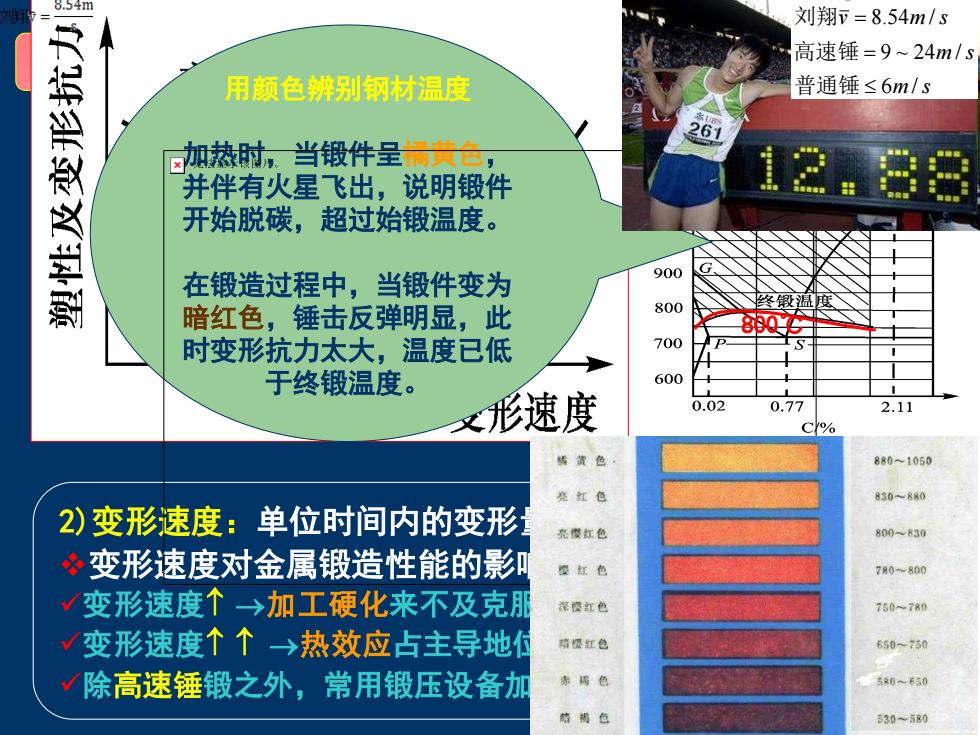
11/60 四、金属的锻造性能 第一节 塑性成形基础 2、工艺条件 1)变形温度 ❖温度越高,塑性越大,变形抗力越小。 ❖始锻温度:高但不能太高,以防止出现过热、过烧现象。 ❖终锻温度:高但不能太高,以防止再结晶使晶粒粗大。 2)变形速度:单位时间内的变形量称为变形速度。 ❖变形速度对金属锻造性能的影响是矛盾的: ✓变形速度 →加工硬化来不及克服→变形抗力,塑性 ✓变形速度 →热效应占主导地位→变形抗力,塑性 ✓除高速锤锻之外,常用锻压设备加工时,加工硬化占主导地位。 200℃ 800℃ 用颜色辨别钢材温度 加热时,当锻件呈橘黄色, 并伴有火星飞出,说明锻件 开始脱碳,超过始锻温度。 在锻造过程中,当锻件变为 暗红色,锤击反弹明显,此 时变形抗力太大,温度已低 于终锻温度。 m s m s v m s 6 / 9 ~ 24 / 8.54 / = = 普通锤 高速锤 刘翔
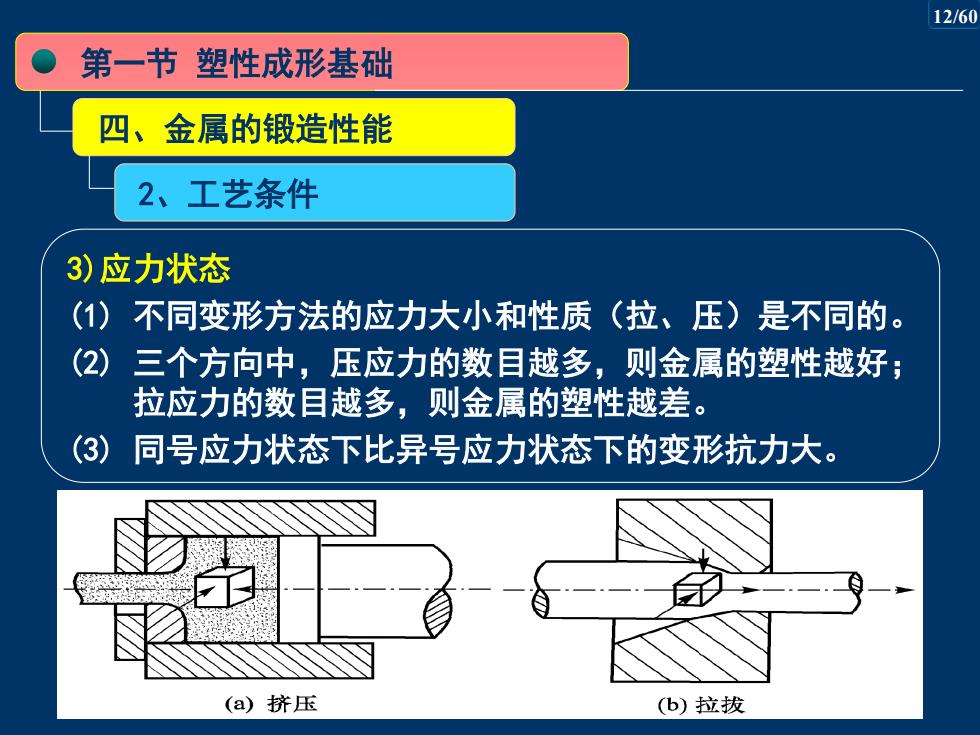
12/60 第一节塑性成形基础 四、金属的锻造性能 2、工艺条件 3)应力状态 ()不同变形方法的应力大小和性质(拉、压)是不同的。 (2) 三个方向中,压应力的数目越多,则金属的塑性越好; 拉应力的数目越多,则金属的塑性越差。 (3) 同号应力状态下比异号应力状态下的变形抗力大。 (a)挤压 (b)拉拔
四、金属的锻造性能 第一节 塑性成形基础 2、工艺条件 3)应力状态 (1) 不同变形方法的应力大小和性质(拉、压)是不同的。 (2) 三个方向中,压应力的数目越多,则金属的塑性越好; 拉应力的数目越多,则金属的塑性越差。 (3) 同号应力状态下比异号应力状态下的变形抗力大。 12/60
13/60 第二节自由锻(open die forging) 定义:自由锻是指利用冲击力或 静压力使坯料在上、下砧铁间变 形的加工方法。 000吨 四立柱液压机 杭州打铁关路 C41-75kg Anvil砧 冬分类: 手工自由锻 机器自由锻 锻锤自由锻 水压机自由锻 资邢国 液压机自由锻 www.hutangye8.com
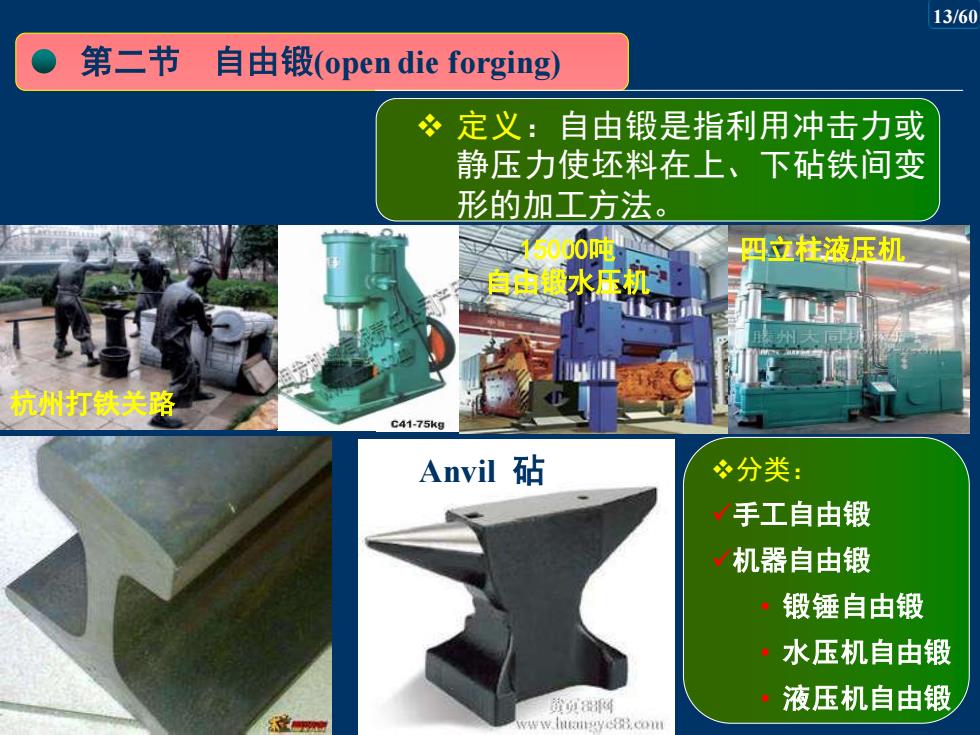
第二节 自由锻(open die forging) ❖分类: ✓手工自由锻 ✓机器自由锻 • 锻锤自由锻 • 水压机自由锻 • 液压机自由锻 ❖ 定义:自由锻是指利用冲击力或 静压力使坯料在上、下砧铁间变 形的加工方法。 13/60 15000吨 自由锻水压机 杭州打铁关路 四立柱液压机 Anvil 砧

14/60 ● 第二节自由锻(open die forging)) 400吨=2060个金箍棒重量 由中信重工与德国威普克液压公司联合制造的18500吨 自由锻油压机是迄今为止全球最大的自由锻油压机,整机重 达4000吨,预计2009年4月成功试车并投产。届时,企业将 拥有锻造400吨以上锻件的能力,国内电力、石化、冶金等 领域大型铸锻件长期依赖进口的局面将有望得到缓解
第二节 自由锻(open die forging) 由中信重工与德国威普克液压公司联合制造的 18500吨 自由锻油压机是迄今为止全球最大的自由锻油压机,整机重 达4000吨,预计2009年4月成功试车并投产。届时,企业将 拥有锻造400吨以上锻件的能力,国内电力、石化、冶金等 领域大型铸锻件长期依赖进口的局面将有望得到缓解。 2008年12月2日,在中信 重工新重机重型锻造工部深 16米、底面积达800平方米的 巨大基坑底部,工人们开始 安装全球最大的自由锻油压 机基础定位装置。此举标志 着总投资20多亿元的“新重 机”工程中最核心、最大的 单件设备开始进入实质性的 安装阶段。 14/60 400吨=20~60个金箍棒重量

15/60 第二节自由锻(open die forging) 自由锻工序 1、基本工序 基本工序是使金属 镦粗 (upsetting) 坯料产生一定程度 弯曲(bending) ●拔长 (drawing) 的塑性变形,以达 切割 (cutting) ·冲孔 (punching)● 到所需形状和尺寸 扭转(twisting) 扩孔(expanding)● 错移 (offset) 的工艺过程。 2、辅助工序 The opposite of 学 为基本工序操作方便而进行的预先变形 elongation is upsetting, 工序。如压肩(necking)等。 which produces compressive shortening. 3、精整工序 For example,the diameter of a bar can be 为减少锻件表面缺陷而进行的工序。如 increased by heating and hammering axially. 滚圆(rolling).等。在终锻温度后进行
一、自由锻工序 第二节 自由锻(open die forging) 1、基本工序 2、辅助工序 ❖ 为基本工序操作方便而进行的预先变形 工序。如压肩(necking)等。 3、精整工序 ❖ 为减少锻件表面缺陷而进行的工序。如 滚圆(rolling)等。在终锻温度后进行。 15/60 ❖ 基本工序是使金属 坯料产生一定程度 的塑性变形,以达 到所需形状和尺寸 的工艺过程。 ⚫ 镦粗(upsetting) ⚫ 拔长(drawing) ⚫ 冲孔(punching) ⚫ 扩孔(expanding) ⚫ 弯曲(bending) ⚫ 切割(cutting) ⚫ 扭转(twisting) ⚫ 错移(offset) The opposite of elongation is upsetting, which produces compressive shortening. For example, the diameter of a bar can be increased by heating and hammering axially