15/60 表2-1自由锻基本工序的作用和简图 名称 镦粗(upsetting) 平砧镦粗 局部镦粗 分类及 Ring tool Upper die Tonghold (formed in Workpiece ring tool) 简图 Lower die 特点 高度减小,截面积增大。 1)制作齿轮、圆盘等饼块类工件; 应用 2)冲孔前准备工序; 3)破碎合金钢中碳化物,使其均匀分布
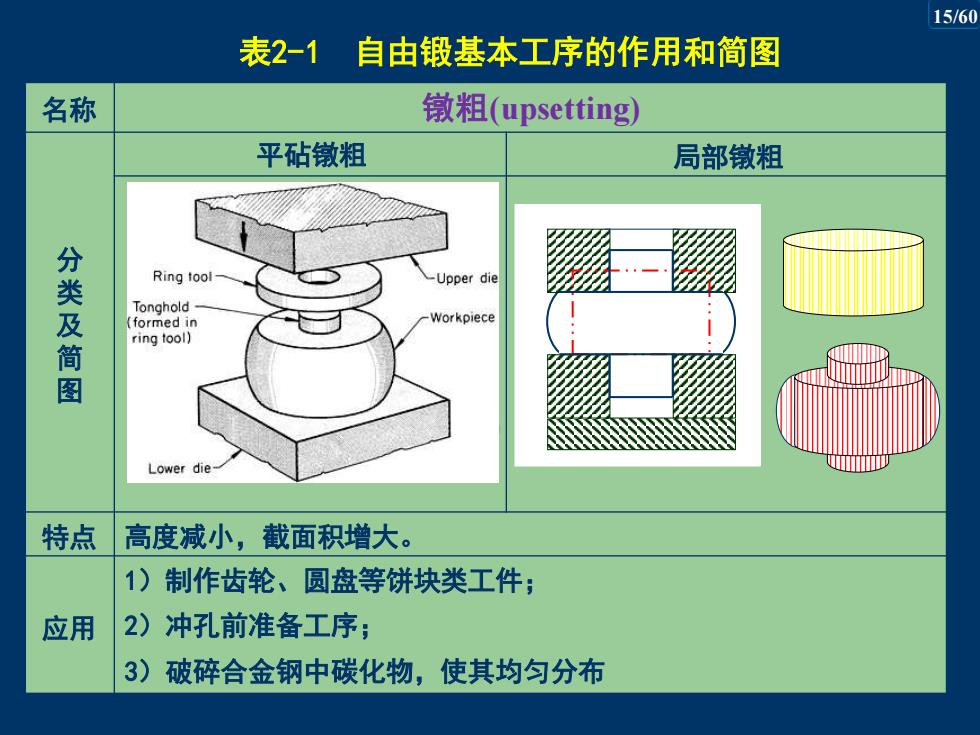
表2-1 自由锻基本工序的作用和简图 名称 镦粗(upsetting) 分 类 及 简 图 平砧镦粗 局部镦粗 特点 高度减小,截面积增大。 应用 1)制作齿轮、圆盘等饼块类工件; 2)冲孔前准备工序; 3)破碎合金钢中碳化物,使其均匀分布 15/60
16/60 表 名称 6 拔长 Fig.1 Three types of die sets used for open-die forging 圆韩 V型砧 分类及简图 5 圆截面 4 圆弧型砧 2 圆截面 芯轴 3 特点 横截面积或壁厚减小,长度增加。 In hand forging the work-piece is usually turned 90 after each blow. 1)制作轴、拉杆等轴杆类零件; in order to forge it thoroughly and 应用 2)制作套筒、透平主轴等空心件。 prevent its lateral expansion
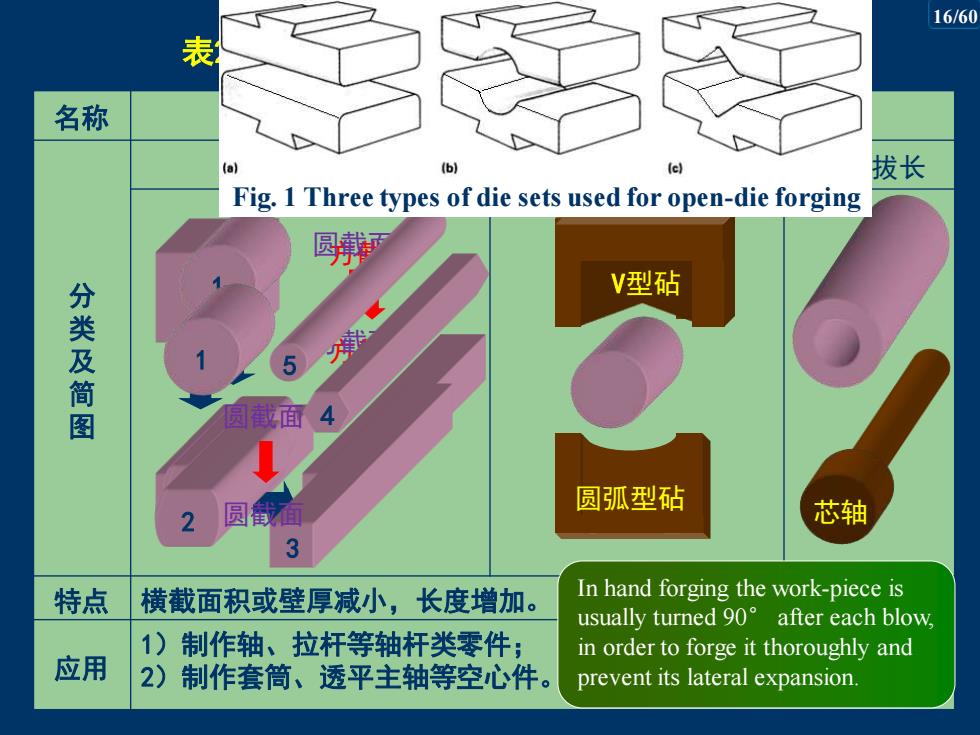
表2-1 自由锻基本工序的作用和简图(续) 名称 拔长(drawing) 分 类 及 简 图 平砧拔长 型砧拔长 芯轴拔长 特点 横截面积或壁厚减小,长度增加。 应用 1)制作轴、拉杆等轴杆类零件; 2)制作套筒、透平主轴等空心件。 1 2 3 方截面 方截面 1 圆截面 方截面 1 2 3 圆截面 圆截面 5 4 圆弧型砧 圆弧型砧 V型砧 芯轴 16/60 In hand forging the work-piece is usually turned 90° after each blow, in order to forge it thoroughly and prevent its lateral expansion. Fig. 1 Three types of die sets used for open-die forging
17/60 表2-1自由锻基本工序的作用和简图(续) 名称 冲孔(punching)与扩孔(expanding) 冲头冲孔 芯轴扩孔 Sizing Flat die block (spacer) 分 Workpiece -Mandrel Saddle 及简图 support Soddle support 77777N7777777力 777 特点 冲出锻件上的通孔或盲孔(一般孔径在中30mm以上) )冲孔用于制作坯料不带孔的空心类工件; 作用 2)扩孔用于制作坯料带孔的齿圈、圆环等空心类工件
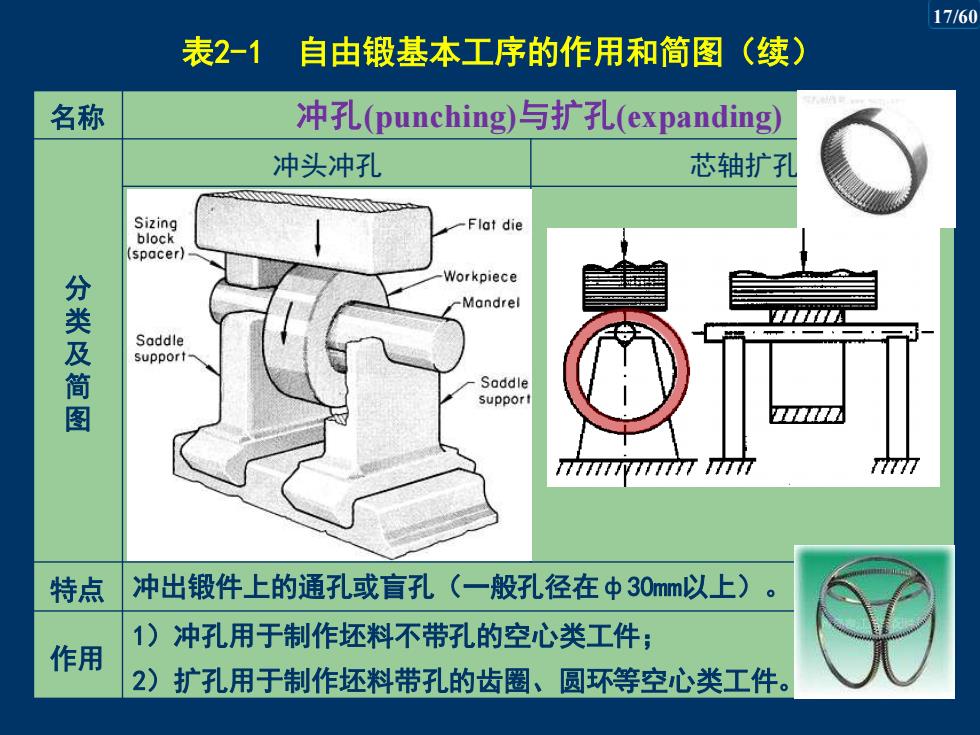
表2-1 自由锻基本工序的作用和简图(续) 名称 冲孔(punching)与扩孔(expanding) 分 类 及 简 图 冲头冲孔 芯轴扩孔 特点 冲出锻件上的通孔或盲孔(一般孔径在ф30mm以上)。 作用 1)冲孔用于制作坯料不带孔的空心类工件; 2)扩孔用于制作坯料带孔的齿圈、圆环等空心类工件。 17/60

60 哥 (0I) 女十0660 (061) 280±2 350±12 (240) (310) 760±12 (680) 加■东量(allowance):查手于册。 (零件基本尺寸+加工余量=锻件基本尺寸) 2) 锻件公差(tolerance)) ?锻件公差是锻件基本尺寸的允许变动量。 (131/4)加工余置 冬锻件公差根据锻件尺寸、形状、生产条件来确定。 3)敷料或锻造余块(excess metal)) 为了简化锻件形状、便于锻造而增加的一部分金属。 4) 绘制锻件图(forging drawing)(参见GB/T21469-2008) ?用双点划线画出零件的主要轮廓形状,零件的基本尺 寸加括号后标注在尺寸线下面或后面。 冬锻件的基本尺寸、公差标注在尺寸线上面。 检验试样的形状与尺寸等特殊要求
第二节 自由锻(open die forging) 二、自由锻工艺规程的制订 1) 加工余量(allowance):查手册。(零件基本尺寸+加工余量=锻件基本尺寸) 2) 锻件公差(tolerance) ❖ 锻件公差是锻件基本尺寸的允许变动量。(1/3~1/4)加工余量 ❖ 锻件公差根据锻件尺寸、形状、生产条件来确定。 3) 敷料或锻造余块(excess metal) 为了简化锻件形状、便于锻造而增加的一部分金属。 4) 绘制锻件图(forging drawing)(参见GB/T 21469-2008) ❖ 用双点划线画出零件的主要轮廓形状,零件的基本尺 寸加括号后标注在尺寸线下面或后面。 ❖ 锻件的基本尺寸、公差标注在尺寸线上面。 ❖ 检验试样的形状与尺寸等特殊要求。 1、绘制锻件图(forging drawing) 零件图 锻件图 18/60
60 第二节 自由锻(open die forging) 280±2.350+12 (240) 602, G芯 G切 (一 次烧损率) 实心冲子冲孔: 油炉:2.5%~3% G芯=(1.18~1.57)d2Hp 矩形截面: G切=(2.2~2.36)B2Hp 煤气炉:1.5%~2.5% 空心冲子冲孔: G芯=(4.32~4.71) d2HoP 电阻炉:1.0%~1.5% 垫环冲孔: 圆形截面: 高频加热炉:0.5%~1.0% G芯=6.16d2Hp G切=(1.65~1.8)D3p 室式煤炉:2.5%~4.0% 备注:d冲孔直径;H。一坯料高度;p一锻件材料的密度; B、H、D一分别为切出部位的截面宽度、高度、直径。 G坯=(G锻+G芯+G切 G坯 毛坯质量。 G锻 锻件质量,按锻件的基本尺寸ì )实心冲子冲孔 G苍 冲孔时去掉的芯料质量,见表2 G切 拔长时端部不整而切下的料头 6 加热时烧损率,见表2-2。 b)空心神子冲孔 c)垫环神孔
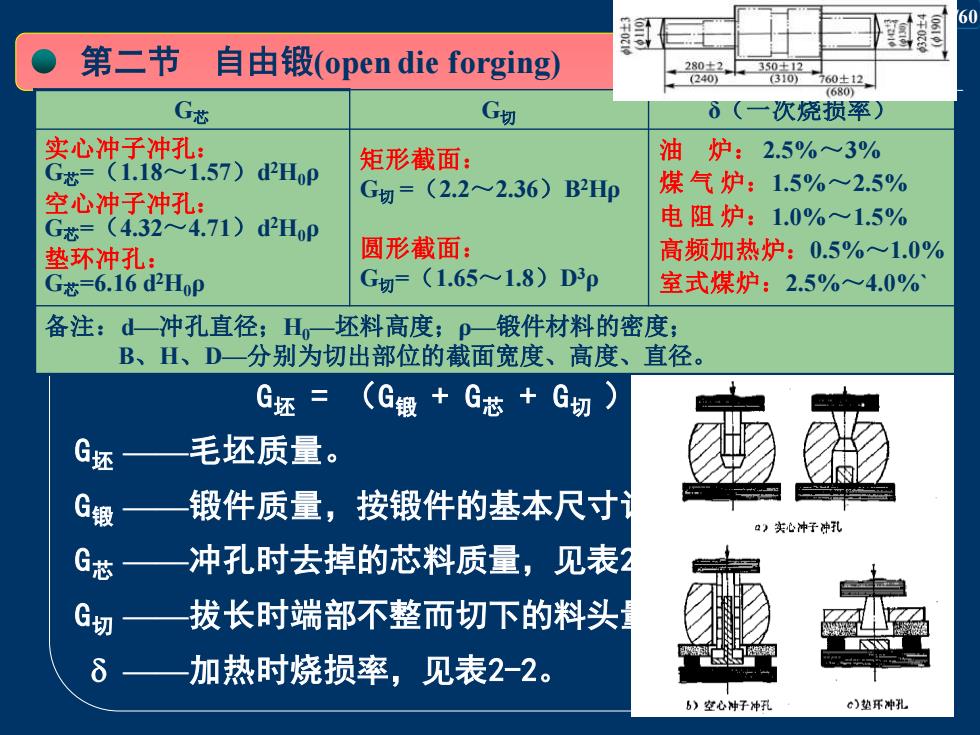
二、自由锻工艺规程的制订 第二节 自由锻(open die forging) 1) 坯料质量的计算 G坯 = (G锻 + G芯 + G切 )(1 + ) G坯 ——毛坯质量。 G锻 ——锻件质量,按锻件的基本尺寸计算。 G芯 ——冲孔时去掉的芯料质量,见表2-2。 G切 ——拔长时端部不整而切下的料头量。见表2-2。 ——加热时烧损率,见表2-2。 2、计算坯料的质量和尺寸 G芯 G切 δ(一次烧损率) 实心冲子冲孔: G芯=(1.18~1.57)d 2H0ρ 空心冲子冲孔: G芯=(4.32~4.71)d 2H0ρ 垫环冲孔: G芯=6.16 d2H0ρ 矩形截面: G切 =(2.2~2.36)B2Hρ 圆形截面: G切=(1.65~1.8)D3ρ 油 炉: 2.5%~3% 煤 气 炉:1.5%~2.5% 电 阻 炉:1.0%~1.5% 高频加热炉:0.5%~1.0% 室式煤炉:2.5%~4.0%` 备注:d—冲孔直径;H0—坯料高度;ρ—锻件材料的密度; B、H、D—分别为切出部位的截面宽度、高度、直径。 19/60