06/26 第一节特种加工non-traditional machining 三、电火花线切割加工wire electro-discharge mach 2、主要特点 不需要制造成型电极,用采购的电极丝即可加工。 *电极丝比较细(如O0.03mm的钼丝),可加工异形 孔、缝窄和复杂的直纹表面。 尺寸精度可达0.01mm,粗糙度可达Ral.6μm。 切割缝狭窄,也可以进行“套裁”,节省材料。 3、应用范围 加工硬质合金和淬火钢的冲模、样板等 加工微细槽、任意曲线窄缝切割 冬加工各种直纹曲面的零件(需配数控回转工作台)
三、电火花线切割加工wire electro-discharge machining 第一节 特种加工 non-traditional machining ❖ 不需要制造成型电极,用采购的电极丝即可加工。 ❖ 电极丝比较细(如Ø0.03mm的钼丝),可加工异形 孔、缝窄和复杂的直纹表面。 ❖ 尺寸精度可达0.01mm,粗糙度可达Ra1.6μm。 ❖ 切割缝狭窄,也可以进行“套裁”,节省材料。 2、主要特点 3、应用范围 ❖ 加工硬质合金和淬火钢的冲模、样板等 ❖ 加工微细槽、任意曲线窄缝切割 ❖ 加工各种直纹曲面的零件(需配数控回转工作台) 06/26
07/26 Moving ram to feed cathode Electrolyte supply d.c.electric current(negative】 Shaped tool Insulation (cathode) Power supply Electrolyte unit Workpiece (anode) d.c.electric current(positive) Fig.7.35 Electrochemical machining.(Reprinted with permission from ASM Materials Engineering Diction- ary,edited by J.R.Davis(1992),ASM International,Materials Park,OH 44073-0002,p.137,Fig.150.)
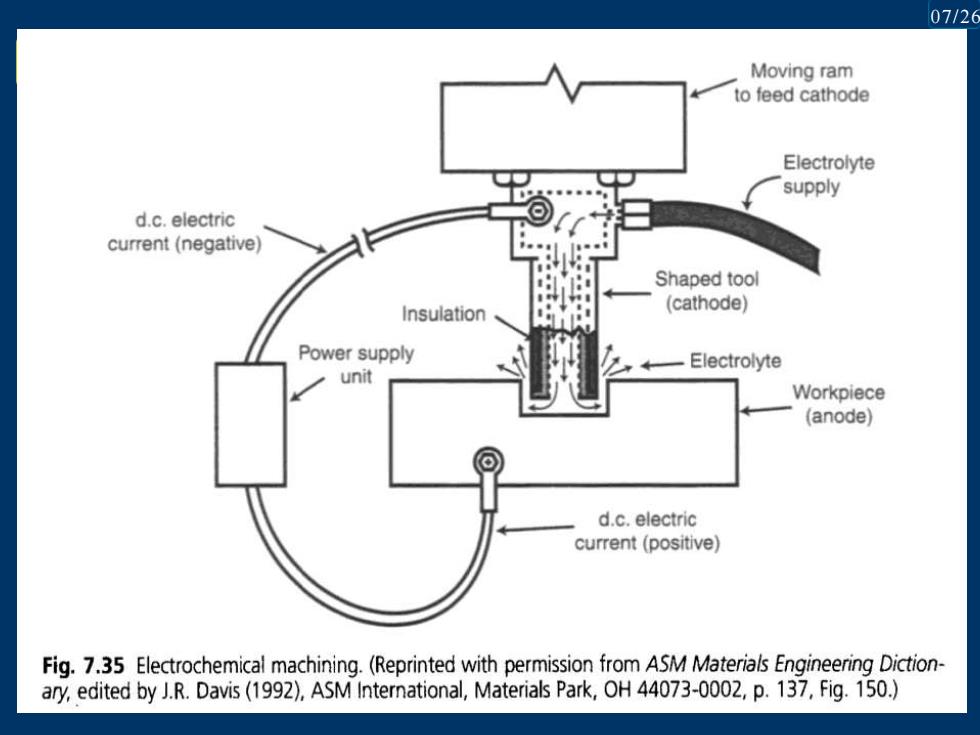
四、电解加工 electrochemical machining 第一节 特种加工 non-traditional machining ❖ 概念:利用金属工件在电解液中 产生阳极溶解的电化学反应原理 ,对工件进行加工的一种方法。 ❖ 电化学反应:两个铜板浸在CuCl2 水溶液中。当铜板间施加电压时,阳极表面的Cu原子失掉 电子而成为Cu2﹢进入溶液。 ❖ 电解加工原理:工件接阳极,工具接阴极,两极间加电压 (4~24V直流),两极间隙0.1~1mm,间隙处电解液流速 6~60m/s。极间小间隙处电流密度高,去除快;工具不断 进给,工件被加工成与工具型面近似相反的形状 1、加工原理 Cu Cu + - OH- H + Cu2+ Cl- 07/26
第一节特种加工non-tradition 四、电解加工electrochemica 剃须刀合金网罩电解加工成形 2、加工特点 10 20 304050 60 精密电解加工机床 加工效率高。高于电火0006208?02( 联系Q:S蒙生 学 适于低刚度工件的加工。无“切削力”、“切削热” 必 表面质量好。表面无残余应力,Ra(0.2~0.8)m 影响因素多,稳定性较差, 电解液有腐蚀及污染作用 适用范围 生产率高,适于批量生产的难切削材料的加工。 复杂模具的型腔、型面的加工。 ÷薄壁零件的加工。 去毛刺、刻印,表面光整等
四、电解加工 electrochemical machining ❖ 加工效率高。高于电火花成型加工。 ❖ 适于低刚度工件的加工。无“切削力” 、 “切削热” ❖ 表面质量好。表面无残余应力,Ra (0.2~ 0.8) μm ❖ 影响因素多,稳定性较差,电解液有腐蚀及污染作用 2、加工特点 3、适用范围 ❖ 生产率高,适于批量生产的难切削材料的加工。 ❖ 复杂模具的型腔、型面的加工。 ❖ 薄壁零件的加工。 ❖ 去毛刺、刻印,表面光整等。 第一节 特种加工 non-traditional machining 08/26