电弧焊的焊接过程: >手工电弧焊是利用焊条与工件间产生的电弧热,将工件 熔化而进行焊接的。 >电弧在焊条与被焊工件之间燃烧,电弧热使工件(基本 金属)和焊条同时熔化成为熔池,焊条金属熔滴借重力 和电弧气体吹力的作用逐渐过渡到熔池当中。 >电弧热还使焊条的药皮熔化或燃烧。药皮燃烧后与液体 金属起物理化学作用,所形成的熔渣和气体可防止空气 中氧、氮的侵入,其保护熔化金属的作用
11 电弧焊的焊接过程: ➢ 手工电弧焊是利用焊条与工件间产生的电弧热,将工件 熔化而进行焊接的。 ➢ 电弧在焊条与被焊工件之间燃烧,电弧热使工件(基本 金属)和焊条同时熔化成为熔池,焊条金属熔滴借重力 和电弧气体吹力的作用逐渐过渡到熔池当中。 ➢ 电弧热还使焊条的药皮熔化或燃烧。药皮燃烧后与液体 金属起物理化学作用,所形成的熔渣和气体可防止空气 中氧、氮的侵入,其保护熔化金属的作用
电弧焊的冶金过程特点: >电弧和熔池金属温度高于一般的冶炼温度。使金属元素 强烈蒸发,并使电弧区的气体分解成原子状态,增大了 气体的活泼性,导致金属烧损或形成有害杂质。 >金属熔池体积小,熔池四周是冷金属,熔池处于液态的 时间很短,一般在10秒左右。导致各种化学反应难以 达到平衡状态,化学成分不够均匀,气体和杂质来不及 浮出易产生气孔和夹杂等缺陷。 >熔池不断更新,有害气体容易进入熔池,形成氧化物、 气孔杂质等缺陷
12 电弧焊的冶金过程特点: ➢ 电弧和熔池金属温度高于一般的冶炼温度。使金属元素 强烈蒸发,并使电弧区的气体分解成原子状态,增大了 气体的活泼性,导致金属烧损或形成有害杂质。 ➢ 金属熔池体积小,熔池四周是冷金属,熔池处于液态的 时间很短,一般在10秒左右。导致各种化学反应难以 达到平衡状态,化学成分不够均匀,气体和杂质来不及 浮出易产生气孔和夹杂等缺陷。 ➢ 熔池不断更新,有害气体容易进入熔池,形成氧化物、 气孔杂质等缺陷
4.1.1.1熔池的保护 焊剂是由SiO2,MnO、MgO及CaF等组成的硅酸盐。 焊剂保护的效果 > 形成熔融的液态焊剂薄膜,使熔池与空气隔绝,大大减少 焊缝中的含气量,提高焊缝韧性。 > 延长熔池存在时间,加强了治金反应,有利于气孔、夹渣 的析出。 渣保护 2 气保护 渣-气系合保护
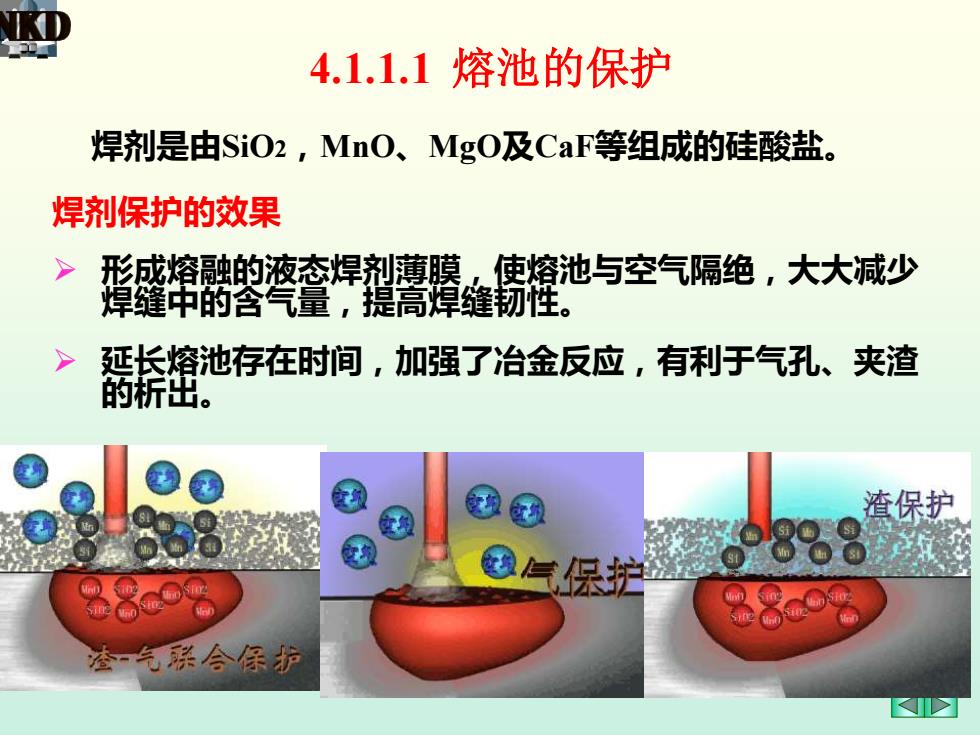
13 焊剂是由SiO2,MnO、MgO及CaF等组成的硅酸盐。 焊剂保护的效果 ➢ 形成熔融的液态焊剂薄膜,使熔池与空气隔绝,大大减少 焊缝中的含气量,提高焊缝韧性。 ➢ 延长熔池存在时间,加强了冶金反应,有利于气孔、夹渣 的析出。 4.1.1.1 熔池的保护
√渣保护 为了使熔池与空气隔离, 气孔 氧化皮 可在熔池上覆盖一层熔渣 夹袋 ·一方面防止金属氧化和吸气 熔地 )无渣保护熔遣渣 。另一方面向熔池过渡合金元 素,提高焊缝性能 ·同时,还可以减少散热,提 有渣保护 高生产率,防止强光辐射 D回
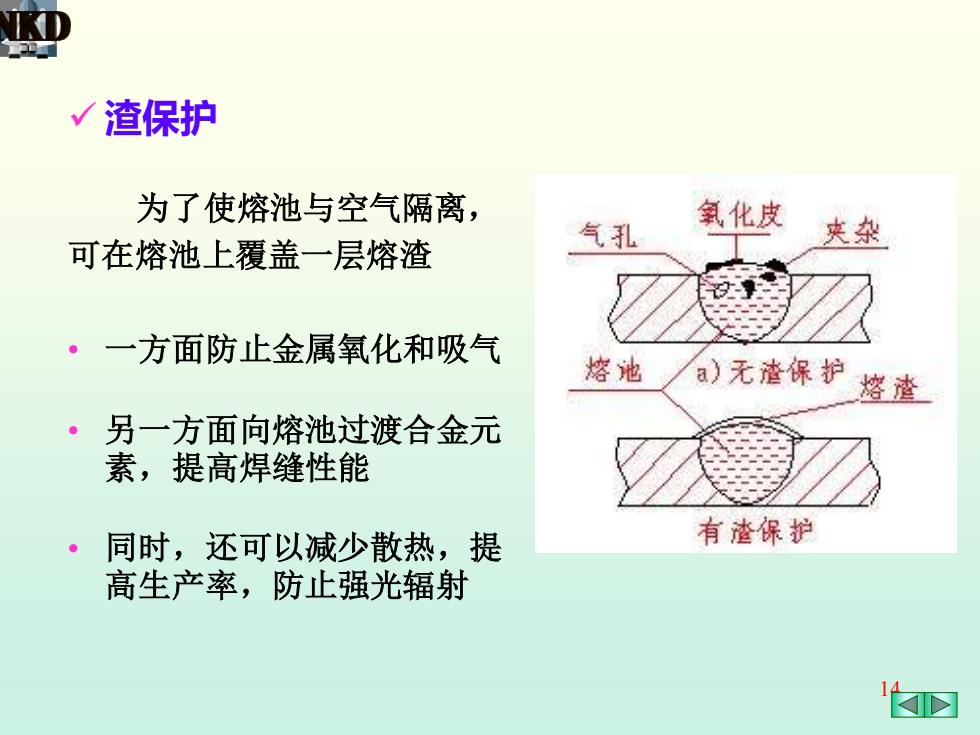
14 ✓ 渣保护 为了使熔池与空气隔离, 可在熔池上覆盖一层熔渣 • 一方面防止金属氧化和吸气 • 另一方面向熔池过渡合金元 素,提高焊缝性能 • 同时,还可以减少散热,提 高生产率,防止强光辐射
√气保护 跨 ·用于保护熔池和溶滴的气 体应是惰性气体,并在高 流利心 层流层 温下不分解,或是低氧化 洲流 性的不溶于金属液体的双 原子气体(如Ar或CO2)。 混合区 流 ·喷嘴结构应尽可能使气体 以层流流出。 闲什 碎社 区
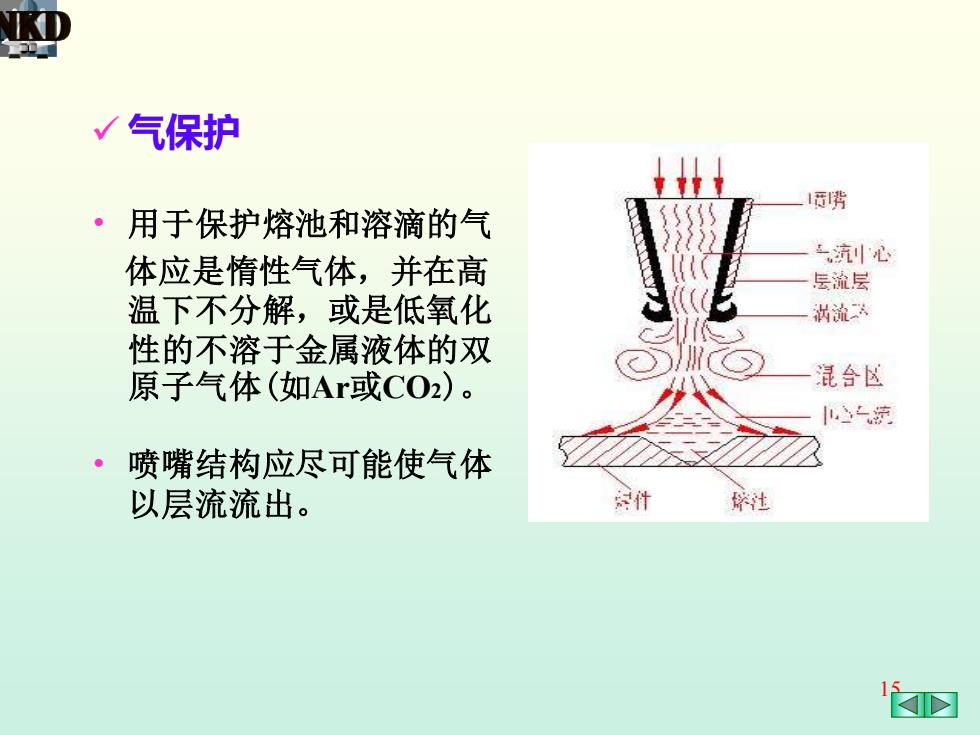
15 ✓ 气保护 • 用于保护熔池和溶滴的气 体应是惰性气体,并在高 温下不分解,或是低氧化 性的不溶于金属液体的双 原子气体(如Ar或CO2)。 • 喷嘴结构应尽可能使气体 以层流流出