4.1熔焊工艺 4.1.1熔焊原理及过程 4.1.2焊接接头的组织与性能 4.1.3焊接变形和焊接应力 4.1.4熔焊方法及工艺 本节重点:熔化焊焊接接头的组织性能 本节难点:焊接应力与变形
6 4.1 熔焊工艺 4.1.1 熔焊原理及过程 4.1.2 焊接接头的组织与性能 4.1.3 焊接变形和焊接应力 4.1.4 熔焊方法及工艺 本节重点:熔化焊焊接接头的组织性能 本节难点:焊接应力与变形
4.1.1熔焊原理及过程 熔焊的本质及特点 焊接方向 >熔化焊的本质是小熔 池熔炼与铸造,是金 接过程 保护气体 焊条 属熔化与结晶的过程。 熔渣 >熔池存在时间短,温 度高;冶金过程进行 熔滴 不充分,氧化严重; 热影响区大。 > 冷却速度快,结晶后 多影将尽 易生成粗大的柱状晶。 a动商冠的形式 的热影前尽影式 c)阅能垮扇
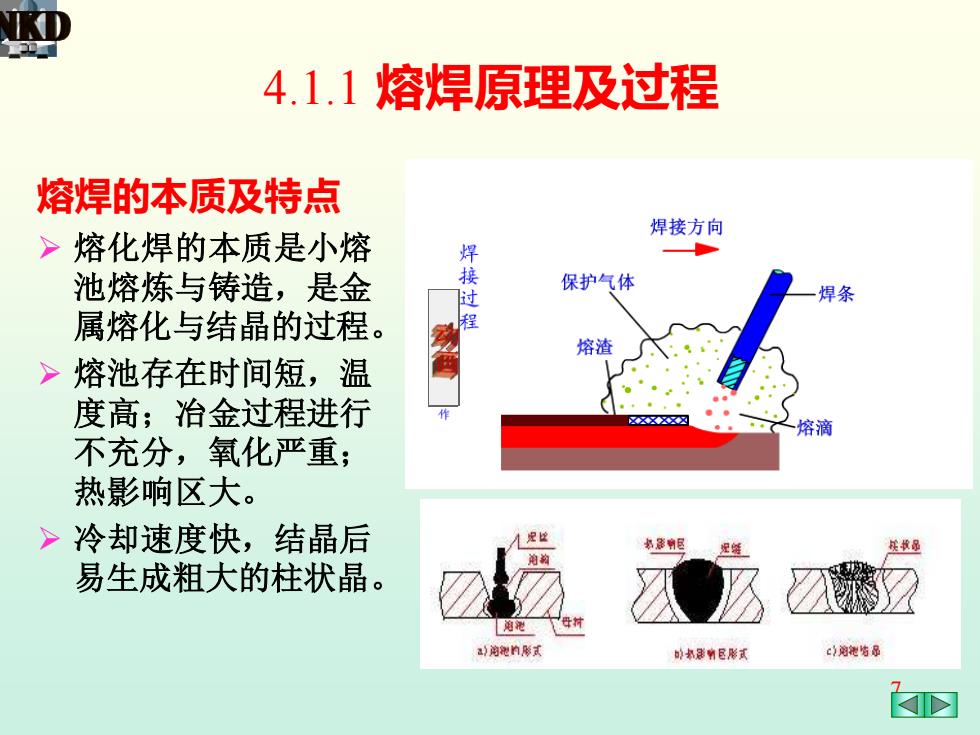
7 4.1.1 熔焊原理及过程 熔焊的本质及特点 ➢ 熔化焊的本质是小熔 池熔炼与铸造,是金 属熔化与结晶的过程。 ➢ 熔池存在时间短,温 度高;冶金过程进行 不充分,氧化严重; 热影响区大。 ➢ 冷却速度快,结晶后 易生成粗大的柱状晶
熔化焊的三要素 热源 能量要集中,温度要高。以保证金属快速熔化,减小 热影响区。满足要求的热源有电弧、等离子弧、电渣热、 电子束和激光。 熔池的保护 可用渣保护、气保护和渣.气联合保护。以防止氧化, 并进行脱氧、脱疏和脱磷,给熔池过渡合金元素。 √填充金属 保证焊缝填满及给焊缝带入有益的合金元素,并达到 力学性能和其它性能的要求,主要有焊芯和焊丝
8 熔化焊的三要素 ✓ 热源 能量要集中,温度要高。以保证金属快速熔化,减小 热影响区。满足要求的热源有电弧、等离子弧、电渣热、 电子束和激光。 ✓ 熔池的保护 可用渣保护、气保护和渣-气联合保护。以防止氧化, 并进行脱氧、脱硫和脱磷,给熔池过渡合金元素。 ✓ 填充金属 保证焊缝填满及给焊缝带入有益的合金元素,并达到 力学性能和其它性能的要求,主要有焊芯和焊丝
焊接电弧 电弧是指两电极之间强烈而持久的气体放电现象。 电弧放电电压最低,电流最大,温度最高,发光最强。 将电弧放电用作焊接热源,既安全,加热效率也高。 电弧的三个区 阴极 弧住区 +阳极 阴极区、阳极区和弧柱区 阴极区 阳极区 焊接电弧的温度·C和热量分布 温度C 热量分布 阳极区: 2600 43% 弧柱区: 6000~≈8000 21% 阴极区: 2400 36%
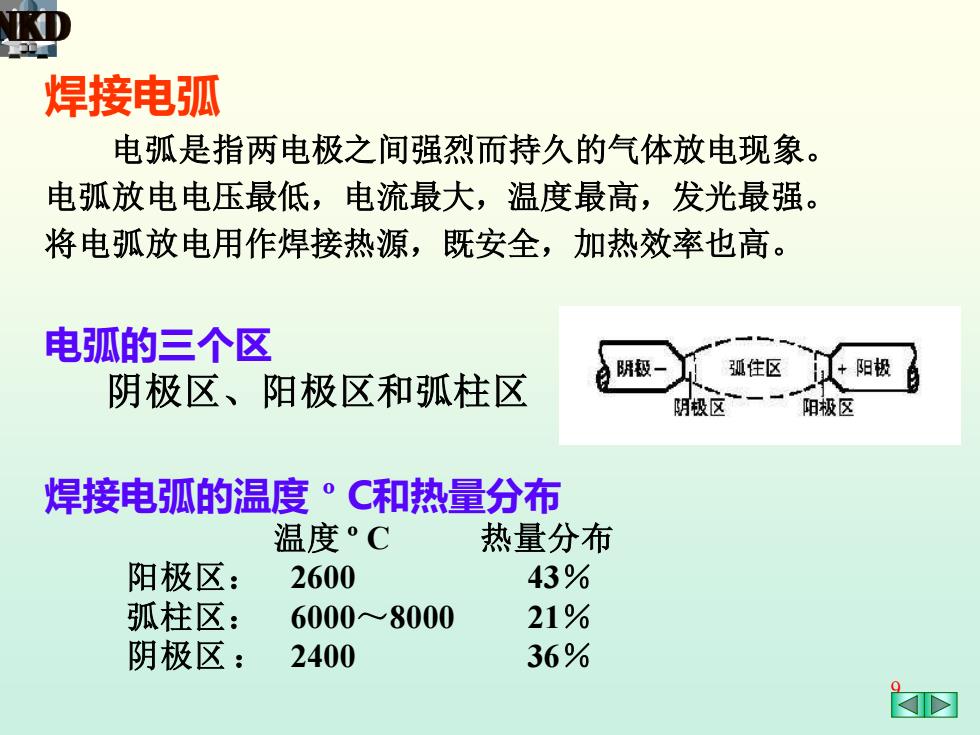
9 焊接电弧 电弧是指两电极之间强烈而持久的气体放电现象。 电弧放电电压最低,电流最大,温度最高,发光最强。 将电弧放电用作焊接热源,既安全,加热效率也高。 电弧的三个区 阴极区、阳极区和弧柱区 焊接电弧的温度 ºC和热量分布 温度 º C 热量分布 阳极区: 2600 43% 弧柱区: 6000~8000 21% 阴极区 : 2400 36%
由于电弧产生的热量在阳极和阴极上有一定的差异, 在使用直流电焊机焊接时,有两种接线方法: √直流正接:焊件接正极,焊条接负极(厚板、酸性焊条) 直流负接:焊件接负极,焊条接正极(薄板、碱性低氢焊 条、低合金钢和铝合金) 直流电焊机 直流电焊机 焊钳 焊钳 焊条 焊条 工件 工件 a)正接 b)反接
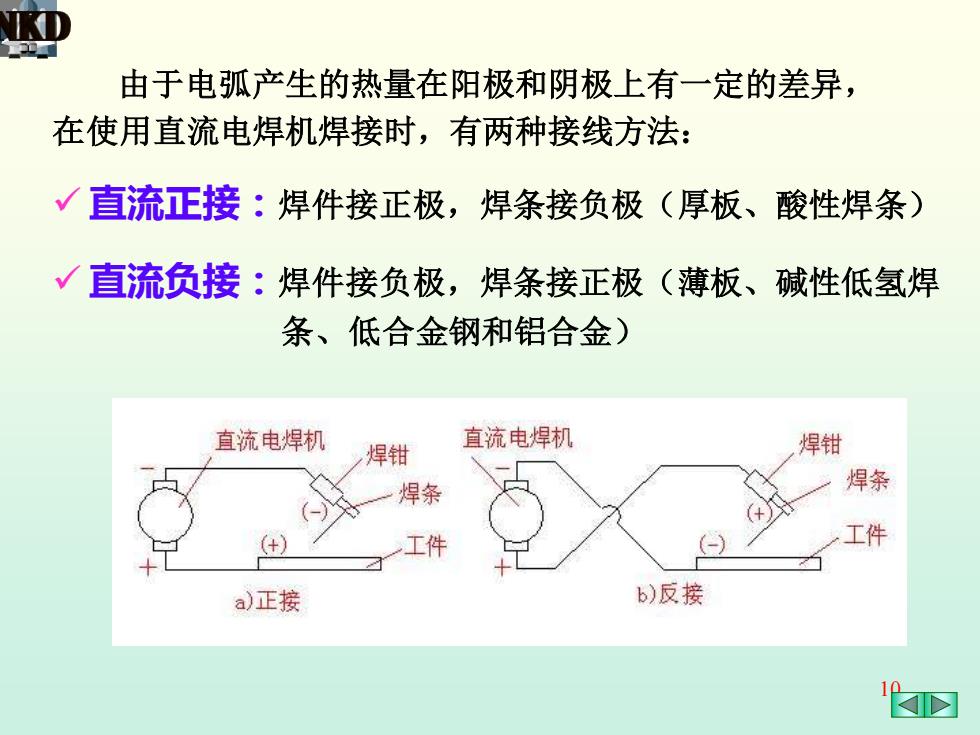
10 由于电弧产生的热量在阳极和阴极上有一定的差异, 在使用直流电焊机焊接时,有两种接线方法: ✓ 直流正接:焊件接正极,焊条接负极(厚板、酸性焊条) ✓ 直流负接:焊件接负极,焊条接正极(薄板、碱性低氢焊 条、低合金钢和铝合金)