内蒙古科技大学 (铸造成形部分)
1

第二篇金属铸造成形 军件 型花)t 合箱浇注 传件 型芯 砂型铸造的生产工艺流程 动画
2 第二篇 金属铸造成形 动画

2.1概述 铸造是液态金属成形的方法,铸造过程是熔炼金属,制造铸型,并将 熔融金属在重力、压力、离心力、电磁力等外力场的作用下充满铸型 凝固后获得一定形状与性能铸件的生产过程,是生产金属零件和毛坯的 主要形式之一。 与其他零件成形工艺相比,铸造成形具有生产成本低,工艺灵活性 大,几乎不受零件尺寸大小及形状结构复杂程度的限制等特点。铸件的 质量可由几克到数百吨,壁厚可由0.3mm到1ml以上。现代铸造技术在 现代化大生产中占据了重要的位置。铸件在一般机器中占总质量的40 %~80%,但其制造成本只占机器总成本的25%~30%。 铸件的生产工艺方法按充型条件的不同,可分为重力铸造、压力铸 造、离心铸造等。按照形成铸件的铸型分可分为砂型铸造、金属型铸造 熔模铸造、壳型铸造、陶瓷型铸造、消失模铸造、磁型铸造等。传统上 将有别于砂型铸造工艺的其他铸造方法统称为“特种铸造”。砂型铸造 应用最为广泛,世界各国用砂型铸造生产的铸件占铸件总产量的80%以 上。砂型铸造可分为手工造型和机器造型两种,其工艺流程如图2-1所 3
3 2.1概述 铸造是液态金属成形的方法,铸造过程是熔炼金属,制造铸型,并将 熔融金属在重力、压力、离心力、电磁力等外力场的作用下充满铸型, 凝固后获得一定形状与性能铸件的生产过程,是生产金属零件和毛坯的 主要形式之一。 与其他零件成形工艺相比,铸造成形具有生产成本低,工艺灵活性 大,几乎不受零件尺寸大小及形状结构复杂程度的限制等特点。铸件的 质量可由几 克到数百吨,壁厚可由0.3mm到1m以上。现代铸造技术在 现代化大生产中占据了重要的位置。铸件在一般机器中占总质量的40 %~80%,但其制造成本只占机器总成本的25%~30%。 铸件的生产工艺方法按充型条件的不同,可分为重力铸造、压力铸 造、离心铸造等。按照形成铸件的铸型分可分为砂型铸造、金属型铸造、 熔模铸造、壳型铸造、陶瓷型铸造、消失模铸造、磁型铸造等。传统上, 将有别于砂型铸造工艺的其他铸造方法统称为“特种铸造”。砂型铸造 应用最为广泛,世界各国用砂型铸造生产的铸件占铸件总产量的80%以 上。砂型铸造可分为手工造型和机器造型两种,其工艺流程如图2-1所 示

铸件的质量(品质)直接影响到机械产品的质量(品质)。提 高铸造生产工艺水平是机械产品更新换代、新产品的开发 的重要保证,是机械工业调整产品结构、提高生产质量 (品质)和经济效益、改变行业面貌的关键之一。 在材料成形工艺发展过程中,铸造是历史上最悠久的一种 工艺,在我国已有6000多年历史了,目前我国铸件年产 量已超过1000万t。由于历史原因,长期以来,我国的铸 造生产处于较落后状态。与当前世界工业化国家先进水平 相比,我国的铸造生产的差距不是表现在规模和产量上, 而是集中在质量和效率上。国内外铸造生产技术水平的比 较见表2-1。 小资料:钢铁是怎样炼成的? 钢铁生产过程aVi
4 铸件的质量(品质)直接影响到机械产品的质量(品质)。提 高铸造生产工艺水平是机械产品更新换代、新产品的开发 的重要保证,是机械工业调整产品结构、提高生产质量 (品质)和经济效益、改变行业面貌的关键之一。 在材料成形工艺发展过程中,铸造是历史上最悠久的一种 工艺,在我国已有6000多年历史了,目前我国铸件年产 量已超过1000万t。由于历史原因,长期以来,我国的铸 造生产处于较落后状态。与当前世界工业化国家先进水平 相比,我国的铸造生产的差距不是表现在规模和产量上, 而是集中在质量和效率上。国内外铸造生产技术水平的比 较见表2-1。 小资料:钢铁是怎样炼成的? 钢铁生产过程.avi
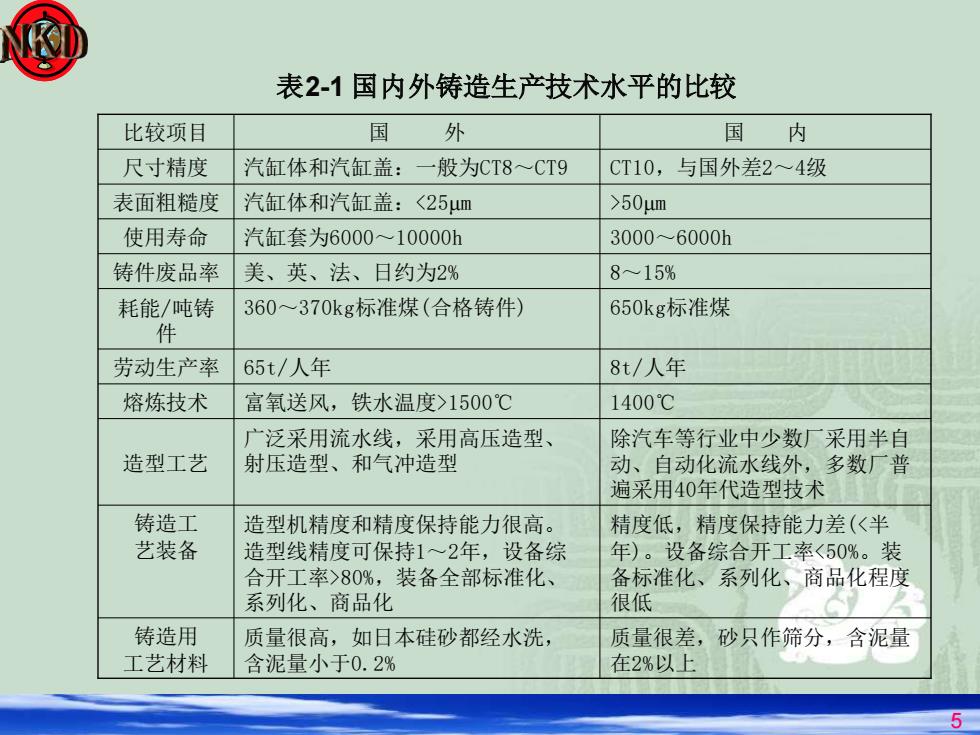
表2-1国内外铸造生产技术水平的比较 比较项目 国 外 国内 尺寸精度 汽缸体和汽缸盖:一般为CT8~CT9 CT10,与国外差24级 表面粗糙度 汽缸体和汽缸盖:<25um >50μum 使用寿命 汽缸套为6000~10000h 3000~6000h 铸件废品率 美、英、法、日约为2% 8~15% 耗能/吨铸 360~370kg标准煤(合格铸件) 650kg标准煤 件 劳动生产率 65t/人年 8t/人年 熔炼技术 富氧送风,铁水温度>1500℃ 1400℃ 广泛采用流水线,采用高压造型、 除汽车等行业中少数厂采用半自 造型工艺 射压造型、和气冲造型 动、自动化流水线外,多数厂普 遍采用40年代造型技术 铸造工 造型机精度和精度保持能力很高。 精度低,精度保持能力差(<半 艺装备 造型线精度可保持1~2年,设备综 年)。设备综合开工率<50%。装 合开工率>80%,装备全部标准化、 备标准化、系列化、商品化程度 系列化、商品化 很低 铸造用 质量很高,如日本硅砂都经水洗, 质量很差,砂只作筛分,含泥量 工艺材料 含泥量小于0.2% 在2%以上 5
5 表2-1 国内外铸造生产技术水平的比较 比较项目 国 外 国 内 尺寸精度 汽缸体和汽缸盖:一般为CT8~CT9 CT10,与国外差2~4级 表面粗糙度 汽缸体和汽缸盖:<25μm >50μm 使用寿命 汽缸套为6000~10000h 3000~6000h 铸件废品率 美、英、法、日约为2% 8~15% 耗能/吨铸 件 360~370kg标准煤(合格铸件) 650kg标准煤 劳动生产率 65t/人年 8t/人年 熔炼技术 富氧送风,铁水温度>1500℃ 1400℃ 造型工艺 广泛采用流水线,采用高压造型、 射压造型、和气冲造型 除汽车等行业中少数厂采用半自 动、自动化流水线外,多数厂普 遍采用40年代造型技术 铸造工 艺装备 造型机精度和精度保持能力很高。 造型线精度可保持1~2年,设备综 合开工率>80%,装备全部标准化、 系列化、商品化 精度低,精度保持能力差(<半 年)。设备综合开工率<50%。装 备标准化、系列化、商品化程度 很低 铸造用 工艺材料 质量很高,如日本硅砂都经水洗, 含泥量小于0.2% 质量很差,砂只作筛分,含泥量 在2%以上