
《金属工艺学》习题集与部分答案 第一章金属结构 1、试画出纯铁的冷却曲线,分析曲线中出现“平台”的原因。 2、室温和1100°C时的纯铁晶格有什么不同?高温(1000°C)的铁丝进行缓慢冷却时, 为什么会发生伸长的现象? 3、为什么单晶体有各向异性,而实际的金属(未经过塑性变形的)通常是各向同性? 4、 指出铁素体、奥氏体、渗碳体在晶体结构、含碳量和性能上有何不同。 5、 根据铁碳合金状态图,说明产生下列现象的原因: (1)含碳量为1.0%的钢比含碳量为0.5%的钢的硬度高。 (2)在1100°C,含碳量为0.4%的钢能进行锻造,含碳量为4.0%的白口铁不能锻造。 (3)钢适宜通过压力加工成形,而铸铁适宜通过铸造成形。 6、分析在缓慢冷却条件下,45钢和T10钢的结晶过程和室温组织 第二章金属的工艺性能 1、什么是结晶过冷度?它对金属的结晶过程、铸件的晶粒大小及铸件的机械性能有何影 响? 2、如果其它条件相同,试比较在下列条件下铸件晶粒的大小,并解释原因。 (1)金属型浇注与砂型浇注: (2)铸成薄件与铸成厚件: (3)浇注时采用震动与不采用震动。 3、铅在20C、钨在1100°C时变形,各属于哪种变形?为什么?(铅的熔点为327°C, 钨的熔点为3380C) 10、有四个材料、外形完全一样的齿轮,但制作方法不同,试比较它们中哪种使用效果最好? 哪种最差?为什么? (1)铸出毛坯,然后切削加工成形: (2)从热轧厚钢板上取料,然后切削加工成形: (3)从热轧圆钢上取料,然后切削加工成形: (4)从热轧圆钢上取料后锻造成毛坯,然后切削加工成形。 11、金属经冷变形后,组织和性能发生了哪些变化?分析加工硬化存在的利与弊。有何办法 来消除加工硬化? 12、提高浇注温度可以提高液态合金的充型能力,但实际中为什么又要防止浇注温度过高? 13、试用图中轨道铸件分析热应力的形成原因,并用虚线表示出铸件的变形方向。 14、“趁热打铁的含义何在?碳钢的始锻温度和终锻温度是如何确定的? 15、某种钢材的主要化学成分为C=0.12%,Mn=1.5%,V=0.15%,Mo=0.5%,试分析其焊 接性及焊接时应采取的工艺措施。 16、碳钢在锻造温度范围内变形时,是否会有加工硬化现象?为什么? 第三章金属材料的改性方法 17、分析正火和退火在特点和用途方面有什么不同? 18、在普通热处理中,加热后进行保温的作用是什么?感应加热表面淬火是否需要保温?为
《金属工艺学》习题集与部分答案 第一章 金属结构 1、 试画出纯铁的冷却曲线,分析曲线中出现“平台”的原因。 2、 室温和 1100°C 时的纯铁晶格有什么不同?高温(1000°C)的铁丝进行缓慢冷却时, 为什么会发生伸长的现象? 3、 为什么单晶体有各向异性,而实际的金属(未经过塑性变形的)通常是各向同性? 4、 指出铁素体、奥氏体、渗碳体在晶体结构、含碳量和性能上有何不同。 5、 根据铁碳合金状态图,说明产生下列现象的原因: (1)含碳量为 1.0%的钢比含碳量为 0.5%的钢的硬度高。 (2)在 1100°C,含碳量为 0.4%的钢能进行锻造,含碳量为 4.0%的白口铁不能锻造。 (3)钢适宜通过压力加工成形,而铸铁适宜通过铸造成形。 6、 分析在缓慢冷却条件下,45 钢和 T10 钢的结晶过程和室温组织 第二章 金属的工艺性能 1、 什么是结晶过冷度?它对金属的结晶过程、铸件的晶粒大小及铸件的机械性能有何影 响? 2、 如果其它条件相同,试比较在下列条件下铸件晶粒的大小,并解释原因。 (1)金属型浇注与砂型浇注; (2)铸成薄件与铸成厚件; (3)浇注时采用震动与不采用震动。 3、 铅在 20°C、钨在 1100°C 时变形,各属于哪种变形?为什么?(铅的熔点为 327°C, 钨的熔点为 3380°C) 10、有四个材料、外形完全一样的齿轮,但制作方法不同,试比较它们中哪种使用效果最好? 哪种最差?为什么? (1)铸出毛坯,然后切削加工成形; (2)从热轧厚钢板上取料,然后切削加工成形; (3)从热轧圆钢上取料,然后切削加工成形; (4)从热轧圆钢上取料后锻造成毛坯,然后切削加工成形。 11、金属经冷变形后,组织和性能发生了哪些变化?分析加工硬化存在的利与弊。有何办法 来消除加工硬化? 12、提高浇注温度可以提高液态合金的充型能力,但实际中为什么又要防止浇注温度过高? 13、试用图中轨道铸件分析热应力的形成原因,并用虚线表示出铸件的变形方向。 14、“趁热打铁”的含义何在?碳钢的始锻温度和终锻温度是如何确定的? 15、某种钢材的主要化学成分为 C=0.12%,Mn=1.5%,V=0.15%,Mo=0.5%,试分析其焊 接性及焊接时应采取的工艺措施。 16、碳钢在锻造温度范围内变形时,是否会有加工硬化现象?为什么? 第三章 金属材料的改性方法 17、分析正火和退火在特点和用途方面有什么不同? 18、在普通热处理中,加热后进行保温的作用是什么?感应加热表面淬火是否需要保温?为
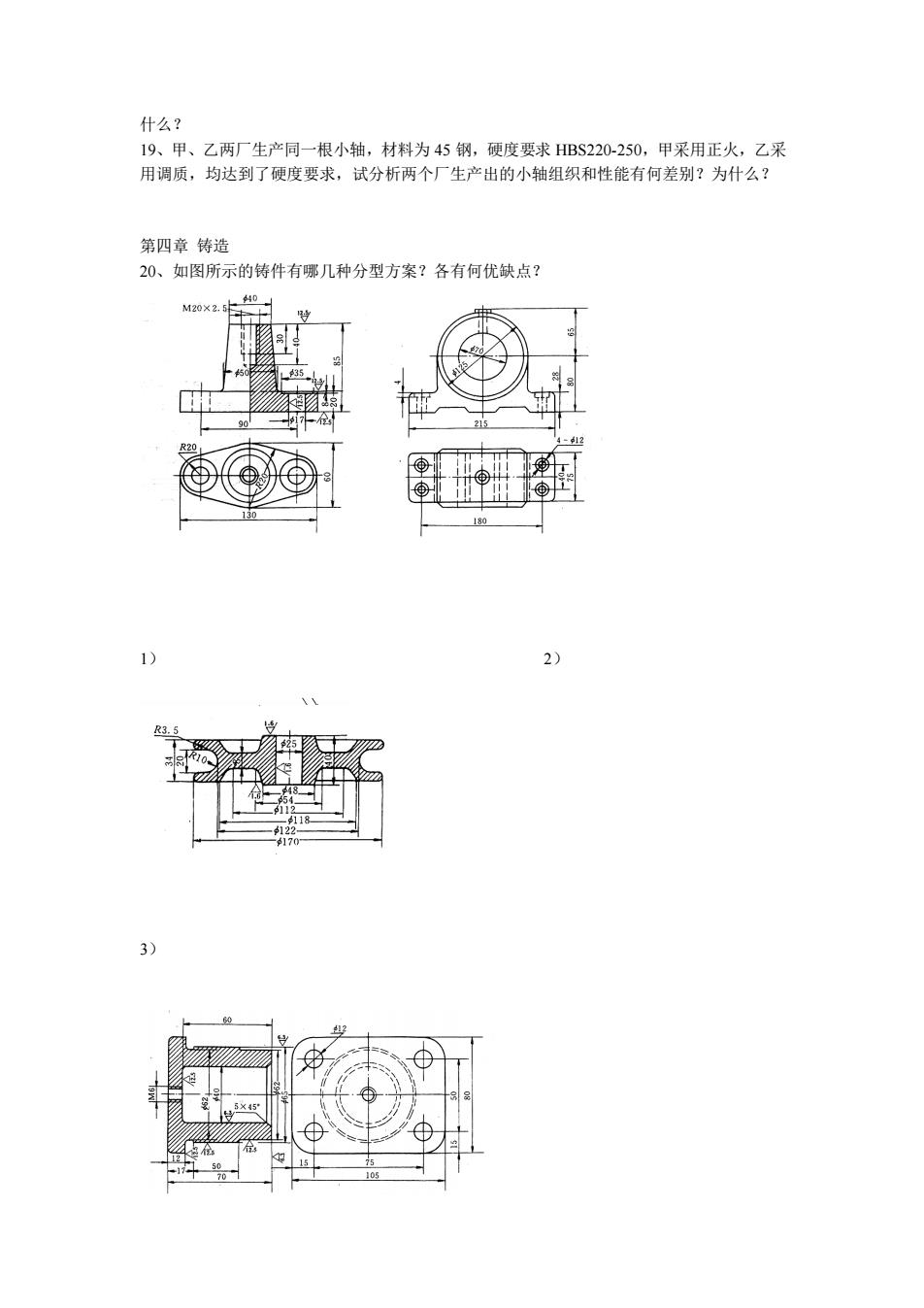
什么? 19、甲、乙两厂生产同一根小轴,材料为45钢,硬度要求HBS220-250,甲采用正火,乙采 用调质,均达到了硬度要求,试分析两个厂生产出的小轴组织和性能有何差别?为什么? 第四章铸造 20、如图所示的铸件有哪几种分型方案?各有何优缺点? 40 M20×2. 35 90 215 R20 ® 180 1) 2) R3.5 25 122 17G 3) 2 5 105
什么? 19、甲、乙两厂生产同一根小轴,材料为 45 钢,硬度要求 HBS220-250,甲采用正火,乙采 用调质,均达到了硬度要求,试分析两个厂生产出的小轴组织和性能有何差别?为什么? 第四章 铸造 20、如图所示的铸件有哪几种分型方案?各有何优缺点? 1) 2) 3)

4) 125 120 110 0 +85 22068 5) 21、画出下图所示铸件的工艺图,并加以文字说明 支座 2 -10 6) 摇臂钻床立柱
4) 5) 21、画出下图所示铸件的工艺图,并加以文字说明 支座 6) 摇臂钻床立柱

p160 6-12 $380 7) 22、机器造型主要解决造型过程中的什么问题? 23、什么是熔模铸造?试述其工艺过程。 24、金属铸型本身无透气性和退让性,传热又快,如何保证高成品率生产? 25、为什么用金属型生产铸铁件时常出现白口组织?应该如何预防和消除己经产生的白口组 织? 26、金属型铸造与砂型俦造相比有何优越性?为什么金属型铸造不能广泛取代砂型铸造? 27、压力铸造有何优缺点?与熔模铸造有何显著不同? 28、对压铸件进行去应力退火,其结果如何? 29、低压铸造的工作原理与压力铸造有何不同? 30、离心铸造在圆筒件铸造中有那些优越性?成形铸件采用离心铸造的目的是什么? 31、试比较熔模铸造与陶瓷型铸造。为何在模具制造中陶瓷型铸造更为重要? 32、某有色金属铸造厂拟生产如下插接件(见图),材料为铝合金,其产量为每年十万件, 至少延续生产五年,请推荐三种铸造方法,并分析其最佳方案
7) 22、机器造型主要解决造型过程中的什么问题? 23、什么是熔模铸造?试述其工艺过程。 24、金属铸型本身无透气性和退让性,传热又快,如何保证高成品率生产? 25、为什么用金属型生产铸铁件时常出现白口组织?应该如何预防和消除已经产生的白口组 织? 26、金属型铸造与砂型铸造相比有何优越性?为什么金属型铸造不能广泛取代砂型铸造? 27、压力铸造有何优缺点?与熔模铸造有何显著不同? 28、对压铸件进行去应力退火,其结果如何? 29、低压铸造的工作原理与压力铸造有何不同? 30、离心铸造在圆筒件铸造中有那些优越性?成形铸件采用离心铸造的目的是什么? 31、试比较熔模铸造与陶瓷型铸造。为何在模具制造中陶瓷型铸造更为重要? 32、某有色金属铸造厂拟生产如下插接件(见图),材料为铝合金,其产量为每年十万件, 至少延续生产五年,请推荐三种铸造方法,并分析其最佳方案
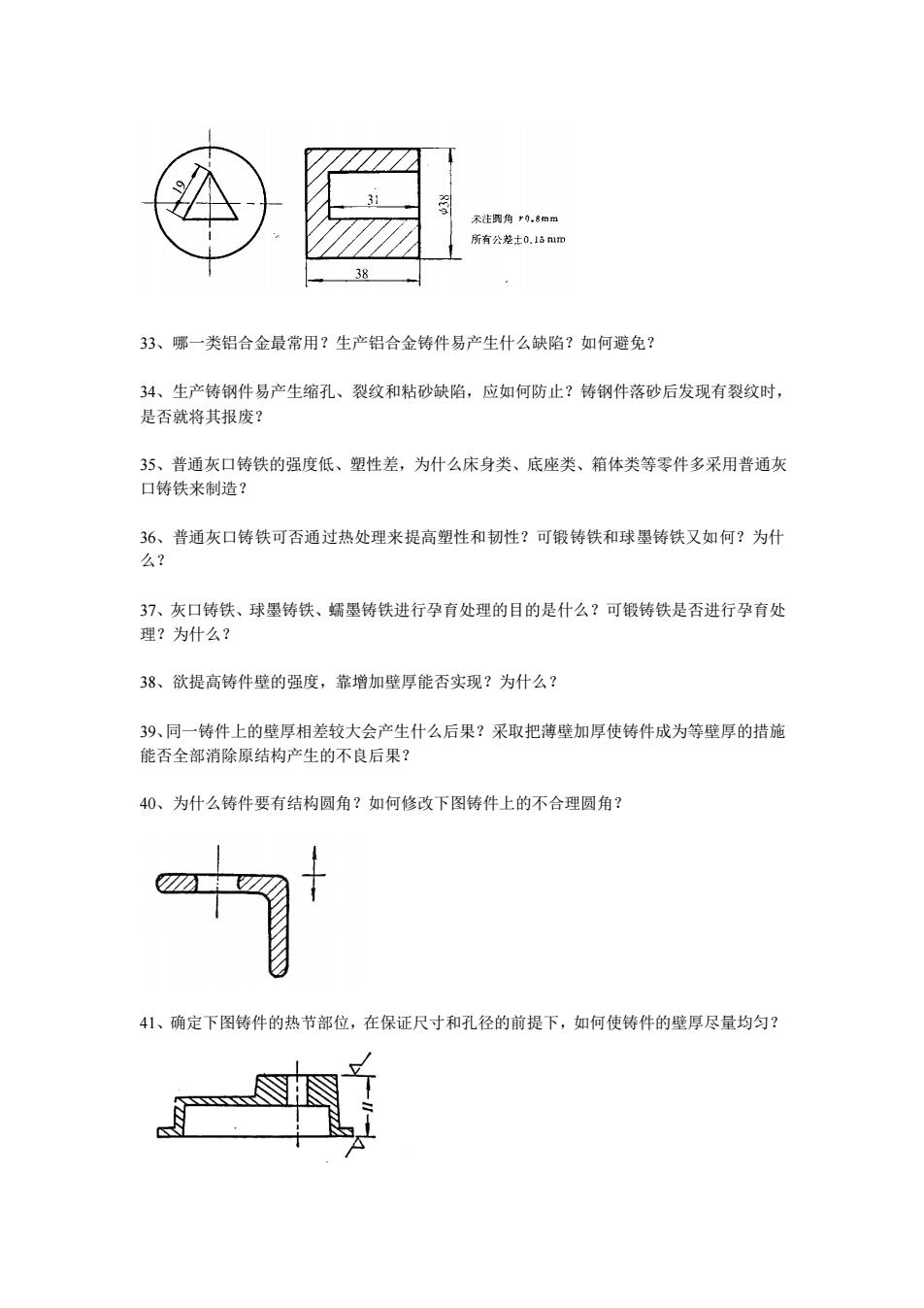
31 刻 衣注阙角r0.8mm 所有公差士0.15n1四 38 33、哪一类铝合金最常用?生产铝合金铸件易产生什么缺陷?如何避免? 34、生产铸钢件易产生缩孔、裂纹和粘砂缺陷,应如何防止?铸钢件落砂后发现有裂纹时, 是否就将其报废? 35、普通灰口铸铁的强度低、塑性差,为什么床身类、底座类、箱体类等零件多采用普通灰 口铸铁来制造? 36、普通灰口铸铁可否通过热处理来提高塑性和韧性?可锻铸铁和球墨铸铁又如何?为什 么? 37、灰口铸铁、球墨铸铁、蠕墨铸铁进行孕育处理的目的是什么?可锻铸铁是否进行孕育处 理?为什么? 38、欲提高铸件壁的强度,靠增加壁厚能否实现?为什么? 39、同一铸件上的壁厚相差较大会产生什么后果?采取把薄壁加厚使铸件成为等壁厚的措施 能否全部消除原结构产生的不良后果? 40、为什么铸件要有结构圆角?如何修改下图铸件上的不合理圆角? 41、确定下图铸件的热节部位,在保证尺寸和孔径的前提下,如何使铸件的壁厚尽量均匀?
33、哪一类铝合金最常用?生产铝合金铸件易产生什么缺陷?如何避免? 34、生产铸钢件易产生缩孔、裂纹和粘砂缺陷,应如何防止?铸钢件落砂后发现有裂纹时, 是否就将其报废? 35、普通灰口铸铁的强度低、塑性差,为什么床身类、底座类、箱体类等零件多采用普通灰 口铸铁来制造? 36、普通灰口铸铁可否通过热处理来提高塑性和韧性?可锻铸铁和球墨铸铁又如何?为什 么? 37、灰口铸铁、球墨铸铁、蠕墨铸铁进行孕育处理的目的是什么?可锻铸铁是否进行孕育处 理?为什么? 38、欲提高铸件壁的强度,靠增加壁厚能否实现?为什么? 39、同一铸件上的壁厚相差较大会产生什么后果?采取把薄壁加厚使铸件成为等壁厚的措施 能否全部消除原结构产生的不良后果? 40、为什么铸件要有结构圆角?如何修改下图铸件上的不合理圆角? 41、确定下图铸件的热节部位,在保证尺寸和孔径的前提下,如何使铸件的壁厚尽量均匀?